一种用于成型玩具枪弹夹的模具的制作方法
1.本实用新型涉及工业生产技术领域,尤其涉及一种用于成型玩具枪弹夹的模具结构。
背景技术:
2.有一种玩具枪弹夹,其具有8个空心圆柱筒,分为两行排列,圆柱筒之间通过塑料筋板连接,圆柱筒内部具有内孔,内孔为深腔,且在每个深腔中心位置具有十字骨结构。加工工艺要求表面光滑,无缩孔及飞边等缺陷。该弹夹主要用于内部加装塑胶子弹,通过气体压力发射玩具子弹用,要求具有良好的耐磨为耐腐蚀及抗冲击变形的能力。为满足以上条件,可采用abs材料通过模具注塑成型。由于产品结构上有多孔深腔,深腔内部有十字骨结构且排列紧密,导致模具结构复杂,以传统的模具布局结构难以完成对该玩具枪弹夹的成型,同时对冷却水路的设计也提出了更高的要求。
技术实现要素:
3.本实用新型针对现有技术存在的缺点,提供一种结构设计更合理、产品成型效率更高、型腔温度控制均匀的用于成型玩具枪弹夹的模具。
4.为解决上述技术问题,本实用新型采用如下技术方案:一种用于成型玩具枪弹夹的模具,包括有定模部分和动模部分,定模部分包括有定模座板、定模座和定模型芯,动模部分包括有动模座、托板、动模型芯、动模座板和若干顶针,定模型芯与动模型芯上下相对,动模座装设在托板上,顶针插入于动模型芯中,动模部分与定模部分之间通过导柱对接;该玩具枪弹夹包括有若干个空心圆柱筒,分为两行呈矩形排列,圆柱筒之间通过塑料筋板连接,圆柱筒内部具有内孔,内孔为深腔,且在每个深腔中心位置具有十字骨结构,其特征在于:在动模型芯中装有动模型芯介子,动模型芯介子具有分别用于成型玩具枪弹夹圆柱筒深腔结构及圆柱筒之间间隙结构的两镶块,用于成型圆柱筒间隙结构的镶块嵌于用于成型深腔结构的镶块中;在动模型芯介子中分别设置有冷却水路,冷却水路从动模座的侧面引出;动模型芯介子的底部装设在托板中;在托板的侧面固定有锁模块,通过锁模块将合模后的动模座与定模座锁紧;
5.动模部分还包括有回位击杆,回位击杆的上端与动模座连接,回位击杆的下部穿设在托板中,在回位击杆上套设有回位弹簧,形成对动模部分在开模时的复位结构。
6.进一步地,在定模板上镶嵌有浇口套,浇口套对准动模座上的唧嘴,浇口套通过唧嘴连通定模型芯中的主流道,定模型芯中的主流道通过动模型芯中的主流道连通动模型芯中的分流道,一个圆柱筒即对应一分流道。分流道共16条,左右各8呈对称方式均匀开设在动模型芯内部。
7.进一步地,在动模座板上安装有层叠的上顶针板和下顶针板,各顶针的下端通过上顶针板及下顶针板安装固定。
8.进一步地,所述冷却水路包括有至少两路,一路伸入在用于成型相邻圆柱筒之间
间隙结构的镶块中,用于成型圆柱筒外部时的冷却;其余冷却水路分别伸入用于成型玩具枪弹夹圆柱筒深腔结构的镶块中,用于成型圆柱筒内部时的冷却。冷却水路采用基于3d打印的随形冷却水路结构,能够达到更优良的冷却效果。
9.进一步地,在上顶针板与下顶针板的两侧各设置有一支撑块,支撑块固定在动模座板上;托板通过支撑块安装固定,通过支撑块支撑起动模部分的主体结构。
10.进一步地,回位击杆的上端通过一回位杆介子与动模座装配固定,底端安装在下顶针板上;回位弹簧的底端压在上顶针板上。开模时,通过回位弹簧及回位击杆的作用使动模座实现复位。
11.进一步地,在定模座的两侧分别装有拉板,拉板中设置有竖向长条的限位孔;在动模座的两侧设置有拉板扣机,拉板扣机嵌入在限位孔中,形成对动模部分与定模部分开模过程的限位结构。
12.进一步地,动模座板上还固定有撑头,撑头的顶端顶住托板的底面,以提高托板的支承能力。
13.进一步地,通过上顶针板和下顶针板还安装有斜顶座,斜顶座上安装有斜顶,斜顶的顶端顶于托板的底面。开模时,通过各顶针推出塑件,并配合斜顶机构的斜顶和斜顶座共同完成推出过程。
14.进一步地,所述动模型芯和定模型芯采用一模两腔布局结构,并且两腔为左右对称设置,如此便于布置冷却水路。一模两腔结构一次可以成型两套产品,能将效率提高一倍。
15.本实用新型针对玩具枪塑料弹夹多孔深腔的结构特点,设计了1模2腔的两板注塑模具,模具型腔采用了两镶块组合的结构,避免了开模时发生干涉现象;另外,采用与该模具相配的冷却水路,冷却水路采用3d打印的随形冷却水路,随形水路按照冷却功效分为塑件内部冷却、塑件外部及筋板冷却两部分,在设计时按照塑件的形状随形打印。如此使得模具的结构布局合理、可以有效缩短塑件冷却时间达到均匀冷却的效果,提高产品的成型质量,缩短产品生产周期。产品生产周期可降至35s,相对于传统冷却水路超过55s的生产周期,效率提升了至少36%。
附图说明
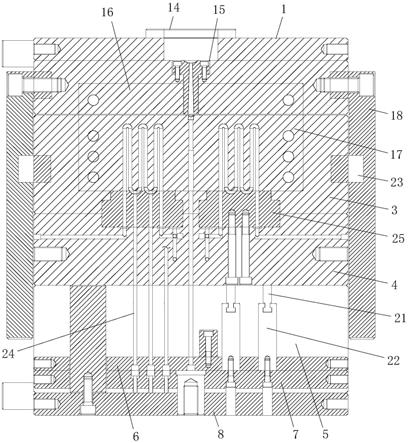
16.图1为本实用新型纵剖面结构图;
17.图2为本实用新型横剖面结构图;
18.图3为本实用新型分解结构图;
19.图4为本实用新型定模部分的平面示意图;
20.图5为本实用新型动模部分的平面示意图;
21.图6为玩具枪弹夹产品的立体外观图。
22.图中,1为定模座板,2为定模座,3为动模座,4为托板,5为支撑块,6为上顶针板,7为下顶针板,8为动模座板,9为导柱,10为冷却水路,11为回位击杆,12为回位杆介子,13为回位弹簧,14为浇口套,15为唧嘴,16为定模型芯,17为动模型芯,18为拉板,19为撑头,20为限位孔,21为斜顶,22为斜顶座,23为拉板扣机,24为顶针,25为动模型芯介子,26为锁模块。
具体实施方式
23.本实施例中,参照图1-图6,所述用于成型玩具枪弹夹的模具,包括有定模部分和动模部分,定模部分包括有定模座板1、定模座2和定模型芯16,动模部分包括有动模座3、托板4、动模型芯17、动模座板8和若干顶针24,定模型芯16与动模型芯17上下相对,动模座3装设在托板4上,顶针24插入于动模型芯17中,动模部分与定模部分之间通过导柱9对接;该玩具枪弹夹包括有若干个空心圆柱筒,分为两行呈矩形排列,圆柱筒之间通过塑料筋板连接,圆柱筒内部具有内孔,内孔为深腔,且在每个深腔中心位置具有十字骨结构。在动模型芯17中装有动模型芯介子25,动模型芯介子25具有分别用于成型玩具枪弹夹圆柱筒深腔结构及圆柱筒之间间隙结构的两组合式镶块,用于成型圆柱筒间隙结构的镶块嵌于用于成型深腔结构的镶块中;在动模型芯介子25中分别设置有冷却水路10,冷却水路10从动模座3的侧面引出;动模型芯介子25的底部装设在托板4中;在托板4的侧面固定有锁模块26,通过锁模块26将合模后的动模座3与定模座2锁紧;
24.动模部分还包括有回位击杆11,回位击杆11的上端与动模座3连接,回位击杆11的下部穿设在托板4中,在回位击杆11上套设有回位弹簧13,形成对动模部分在开模时的复位结构。
25.在定模板1上镶嵌有浇口套14,浇口套14对准动模座2上的唧嘴15,浇口套14通过唧嘴15连通定模型芯16中的主流道,定模型芯16中的主流道通过动模型芯17中的主流道连通动模型芯17中的分流道,一个圆柱筒即对应一分流道。对于一模两腔的模具,分流道共16条,左右各8呈对称方式均匀开设在动模型芯17内部。
26.在动模座板8上安装有层叠的上顶针板6和下顶针板7,各顶针24的下端通过上顶针板6及下顶针板7安装固定。
27.冷却水路10包括有三路,一路伸入在用于成型相邻圆柱筒之间间隙结构的镶块中,用于成型圆柱筒外部时的冷却;其余两路冷却水路10分别伸入用于成型玩具枪弹夹圆柱筒深腔结构的镶块中,用于成型圆柱筒内部时的冷却。冷却水路10采用基于3d打印的随形冷却水路结构,能够达到更优良的冷却效果。
28.在上顶针板6与下顶针板7的两侧各设置有一支撑块5,支撑块5固定在动模座板8上;托板4通过支撑块5安装固定,通过支撑块5支撑起动模部分的主体结构。
29.回位击杆的上端通过一回位杆介子与动模座装配固定,底端安装在下顶针板上;回位弹簧的底端压在上顶针板上。开模时,通过回位弹簧及回位击杆的作用使动模座实现复位。
30.在定模座2的两侧分别装有拉板18,拉板18中设置有竖向长条的限位孔20;在动模座3的两侧设置有拉板扣机23,拉板扣机23嵌入在限位孔20中,形成对动模部分与定模部分开模过程的限位结构。
31.动模座板8上还固定有撑头19,撑头19的顶端顶住托板4的底面,以提高托板4的支承能力。
32.通过上顶针板6和下顶针板7还安装有斜顶座22,斜顶座22上安装有斜顶21,斜顶21的顶端顶于托板4的底面。开模时,通过各顶针24推出塑件,并配合斜顶机构的斜顶21和斜顶座22共同完成推出过程。
33.所述动模型芯17和定模型芯17采用一模两腔布局结构,并且两腔为左右对称设
置,如此便于布置冷却水路10。一模两腔结构一次可以成型两套产品,能将效率提高一倍。
34.模具在注塑机滑块的带动下在动模部分与定模部分交界处的分型面处(即动模型芯17与定模型芯16的交界处)打开,随着动模部分的继续后移,顶出装置中的顶针24开始动作将塑件向外顶出,在塑件向外顶出的同时流道的凝料与成型塑件连体在侧面的点浇口断开。动模继续后退,当达到拉板18的极限距离后,开模过程完成,此时通过推出组件完全将塑件推出,塑件从动模型芯17中完全脱落。
35.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1