一种具有滑块式切刀的流道剪切及顶出机构的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种具有滑块式浇口切刀的流道顶出机构。
背景技术:
2.塑件脱模的浇口较宽,以往采用人工修剪,塑件表面浇口处质量不佳且参差不齐,使用滑块剪切浇口是可行的方法,剪切后的流道遗留在滑块上时,一般的流道顶出机构无法同时满足作顶出运动及随滑块一并位移。现有的部分流道剪切与顶出组合机构可实现浇口模内自动剪切及流道顶出,但相比于本技术:如一体式顶针在水平移动时受力不平衡,太粗容易导致卡滞,太细容易变形损坏,最终导致塑件浇口处质量不佳;如通过滑块内设弹簧流道顶针,其寿命相对短,并且随使用时间增加其弹簧逐渐疲劳使机构可靠性下降。
3.现有流道剪切顶出机构存在以下缺陷:
4.(1)顶出的塑件的浇口处质量不佳且参差不齐。
5.(2)顶针动作可靠性和稳定性差。
6.(3)机构寿命低。
技术实现要素:
7.为了克服现有技术的不足,本实用新型的目的在于提出一种具有滑块式切刀的流道剪切及顶出机构,本实用新型用于切割脱模塑件,脱模塑件质量好且表面平齐,确保机构稳定可靠并具有良好的使用寿命。
8.本实用新型的目的采用如下技术方案实现:一种具有滑块式切刀的流道剪切及顶出机构,所述顶出机构设置于动模上,包括切刀本体、推料组件和驱动组件;
9.所述切刀本体的底部开设有倾斜朝右设置的驱动槽;
10.所述切刀本体的顶部设置有流道,所述流道位于所述驱动槽的左侧;
11.所述切刀本体的底部开设有通道,所述通道与所述流道的底部连通;
12.所述推料组件包括顶针、顶针座和推件,所述顶针座设置有滑槽,所述顶针的下端贯穿所述顶针座的顶部并与所述滑槽滑动连接,所述顶针的上端贯穿所述通道,所述顶针座的底部与所述推件的上端固定连接;
13.所述驱动组件包括拨块、连接件以及伸缩部件,所述伸缩部件的伸缩端通过所述连接件与所述拨块的下端相连,所述拨块的形状与所述驱动槽的形状大小相适配,所述拨块与所述驱动槽滑动配合。
14.进一步地,所述切刀本体的左端设置有刃口部,所述刃口部为多面体。
15.进一步地,所述刃口部的上端面为倾斜面。
16.进一步地,所述切刀本体的顶部设置有限位槽,所述限位槽位于所述流道与所述驱动槽之间。
17.进一步地,还包括有切刀限位块,所述切刀限位块设置于定模的下端面,所述切刀
限位块的下端与所述限位槽滑动配合。
18.进一步地,还包括行程开关,所述行程开关与所述伸缩部件电性连接。
19.进一步地,还包括顶针板,所述顶针板与所述推件的下端固定连接。
20.相比现有技术,本实用新型的有益效果在于:
21.(1)本实用新型通过伸缩部件驱动连接件上下升降,注塑完成开模前,伸缩部件驱动连接件向下运动,连接件带动拨块向脱离驱动槽方向运动从而使得切刀本体朝右水平移动,切刀本体朝右移动的过程对塑件与流道件进行脱离切割,贯穿在切刀本体内部的顶针沿着顶针座的滑槽朝右移动,以简单的结构设计避免顶针受力不平衡导致机构动作可靠性降低,同时顶针座增强其水平移动的稳定性。最后可通过顶针板驱动推件及顶针座,使顶针顶出流道件,脱模的塑件质量好且表面平齐,同时确保顶出机构具有良好的使用寿命。
附图说明
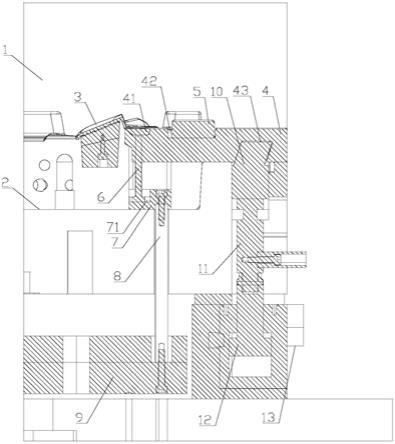
22.图1为本实用新型具体实施方式提供的一种具有滑块式切刀的流道剪切及顶出机构的结构示意图;
23.图2为本实用新型具体实施方式提供的一种具有滑块式切刀的流道剪切及顶出机构的另一结构示意图;
24.图3为本实用新型具体实施方式提供的一种具有滑块式切刀的流道剪切及顶出机构运动状态后的结构示意图。
25.图中:1、定模;2、动模;3、塑件;4、切刀本体;41、流道;42、限位槽;43、驱动槽;5、切刀限位块;6、顶针;7、顶针座;71、滑槽;8、推件;9、顶针板;10、拨块;11、连接件;12、伸缩部件;13、行程开关。
具体实施方式
26.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.如图1至图3所示,一种具有滑块式切刀的流道剪切及顶出机构,顶出机构设置于动模2上,包括切刀本体4、推料组件和驱动组件;切刀本体4的底部开设有倾斜朝右设置的驱动槽43;切刀本体4的顶部设置有流道41,流道41位于驱动槽43的左侧;切刀本体4的底部开设有通道,通道与流道41的底部连通;推料组件包括顶针6、顶针座7和推件8,顶针座7设置有滑槽71,顶针6的下端贯穿顶针座7的顶部并与滑槽71滑动连接,顶针6的上端贯穿通道,顶针座7的底部与推件8的上端固定连接;驱动组件包括拨块10、连接件11以及伸缩部件12,伸缩部件12的伸缩端通过连接件11与拨块10的下端相连,拨块10的形状与驱动槽43的形状大小相适配,拨块10与驱动槽43滑动配合。
28.本实用新型的切刀本体4设置于动模2,位于定模1与动模2之间,其中推料组件和
驱动组件设置于动模2上,伸缩部件12驱动连接件11上下升降,连接件11带动拨块10向脱离驱动槽43方向运动从而使得切刀本体4朝右移动(由于驱动槽43和拨块10均倾斜朝右设置,由受力分析可得出)。切刀本体4朝右移动的过程中,切刀本体4的左端对塑件3与流道件进行脱离切割,切刀本体4的顶针6随着切刀本体4的移动可沿着顶针座7的滑槽71朝右移动,设置滑槽71可满足顶针6随着切刀本体4左右移动的过程提供移动空间和调节,避免顶针6卡滞损毁,最后可通过顶针6顶出流道件,通过切刀本体4切割的脱模塑件3质量好且表面平齐。顶针6可穿过通道顶出流道件,方便清理。流道件与塑件3的右下端相连,塑件3位于切刀本体4的左侧。切刀本体4的左端可设置倾斜面,便于移动切割。
29.进一步地,切刀本体4的左端设置有刃口部,刃口部为多面体。刃口部可设置为多棱面,如附图一所示,流道41附近的凸起部分为多面体,也可以如附图二所示切刀本体4的左端面呈梯形接触面。
30.进一步地,刃口部的上端面为倾斜面。刃口部的上端面可选取左低右高设置的倾斜面,也可同时或单独具有前低后高设置的倾斜面。
31.进一步地,切刀本体4的顶部设置有限位槽42,限位槽42位于流道41与驱动槽43之间。
32.进一步地,还包括有切刀限位块5,切刀限位块5设置于定模1的下端面,切刀限位块5的下端与限位槽42滑动配合。设置限位槽42用于限定切刀本体4左右移动的位移范围,切刀限位块5的下端位于限位槽42内,切刀限位块5可沿着限位槽42左右移动,限位槽42与切刀限位块5的滑动配合可保护模具内部的部件。
33.进一步地,还包括行程开关13,行程开关13与伸缩部件12电性连接。设置行程开关13用于精确控制伸缩部件12的运动行程,本实施例中伸缩部件12选取油缸。行程开关13把信号传到注塑机,注塑机控制油缸工作,油缸的总接头安装于注塑机上。
34.进一步地,还包括顶针板9,顶针板9与推件8的下端固定连接。本实施例中的推件8为推杆,推件8的下端与顶针板9相连,顶针板9推动推件8经顶针座7传动至顶针6,顶针6的上端朝上顶出流道件。
35.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1