一种汽车水室风冷定形装置的制作方法
1.本实用新型属于水室定型装置技术领域,具体涉及一种汽车水室风冷定形装置。
背景技术:
2.汽车水室是汽车的的一种冷却系统,主要是一个大水箱,水箱分为上下水室,上下水室都是两半的,上半部分冲压成型,下半部分也是冲压成型,在生产过程中,因热胀冷缩的原因,注塑冲压后刚成型的水室需要进行冷却定型,否者容易发生形变。
技术实现要素:
3.在生产中汽车水室在注塑模压后因温度过高取出后需要进行冷却定型,传统的放置冷却耗时较长,影响生产速度,而直接使用过凉的方法容易造成水室冷却过快,导致塑料收缩弯曲,造成良品率下降,本实用新型提供了一种汽车水室风冷定形装置,具有通过模具压扣风管下压,压触至一级风冷开关、二级风冷开关及三级风冷开关,控制温度递减的风对水室进行逐级定型,避免对水室进行定型时温差过大导致塑料收缩、且提升水室冷却速度的特点。
4.本实用新型提供如下技术方案:包括用于承载整体的支撑箱体,所述支撑箱体内部设有用于支撑水室的模具支撑风冷组件,所述模具支撑风冷组件包括支架板、支撑风管及用于支撑水室的孔隙橡胶支撑模,所述模具支撑风冷组件上方设有用于对水室覆盖吹风的模具压扣风管,所述模具压扣风管上方固定连接有用于带动所述模具压扣风管升降的连杆升降丝杆,所述支架板滑动连接有用于控制风温的一级风冷开关,所述支架板滑动连接有挤压控制块,所述挤压控制块的下方设有用于控制风温的二级风冷开关及三级风冷开关。
5.其中,所述支架板靠近所述模具压扣风管的一面开设有一级开关滑槽,所述一级风冷开关与所述一级开关滑槽滑动连接,所述一级风冷开关底部与所述一级开关滑槽内壁底面通过一级支撑弹簧弹性连接。
6.其中,所述支架板靠近所述模具压扣风管的一面开设有挤压块滑槽,所述挤压控制块滑动连接于所述挤压块滑槽内部,所述挤压控制块下方设有两个用于压触的压触杆,所述挤压控制块底部与所述挤压块滑槽内壁底面通过控制块支撑弹簧弹性连接。
7.其中,所述二级风冷开关位于所述挤压块滑槽内部,所述二级风冷开关滑动连接在二级开关滑槽内部,所述二级风冷开关底部与所述二级开关滑槽内壁底面通过二级支撑弹簧弹性连接。
8.其中,所述三级风冷开关位于所述挤压块滑槽内部,所述三级风冷开关高度小于所述二级风冷开关高度,所述三级风冷开关与所述二级风冷开关位置分别与所述压触杆位置相对应。
9.其中,所述模具压扣风管靠近所述模具支撑风冷组件的一面固定连接有用于缓冲的橡胶垫,所述模具压扣风管远离所述橡胶垫的一面开设有用于排风的出风口,所述模具
压扣风管对应于所述一级风冷开关的位置固定连接有用于对所述一级风冷开关进行压触的挤压凸块。
10.其中,所述支撑箱体两侧开设有用于所述模具压扣风管连接外部风管进行滑动的风管滑动槽,所述支撑箱体顶部开设有用于所述连杆升降丝杆螺纹杆升降的丝杆孔,所述连杆升降丝杆与所述支撑箱体内壁顶部固定连接。
11.本实用新型的有益效果是:模具压扣风管向下移动时碰触到位于支架板上的一级风冷开关,一级风冷开关受到模具压扣风管压力开启,一级风冷开关开启后控制外部风机将控温后的空气通过支撑风管及模具压扣风管对水室进行风冷定型,模具压扣风管继续下压,挤压控制块压触至二级风冷开关,二级风冷开关开启时一级风冷开关关闭,经过控温后的空气对水室进行二次风冷定型,模具压扣风管继续下压,挤压控制块受力向下移动压触至三级风冷开关,三级风冷开关开启时二级风冷开关关闭,经过控温后的空气对水室三次冷却进行定型,通过模具压扣风管下压,压触至一级风冷开关、二级风冷开关及三级风冷开关,控制温度递减的风对水室进行逐级定型,避免对水室进行风冷定型时吹出的风温差过大导致塑料收缩,造成水室定型时发生形变,相较于传统的放置冷却,提升了水室定型的速度。
12.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
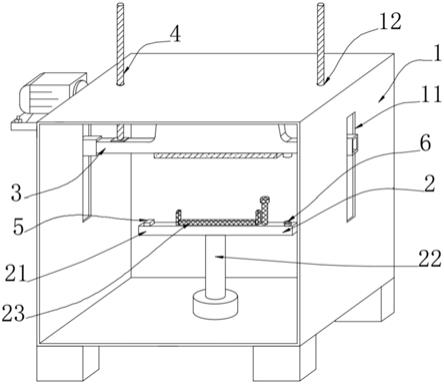
13.图1为本实用新型的正视透视结构示意图;
14.图2为本实用新型图1 的 a区放大的结构示意图;
15.图3为本实用新型模具压扣风管下压后的正视透视结构示意图;
16.图4为本实用新型的立体结构示意图;
17.图5为本实用新型的模具压扣风管立体结构示意图;
18.图中:1、支撑箱体;2、模具支撑风冷组件;3、模具压扣风管;4、连杆升降丝杆;5、挤压控制块;6、一级风冷开关;7、二级风冷开关;8、三级风冷开关;11、风管滑动槽;12、丝杆孔;21、支架板;22、支撑风管;23、孔隙橡胶支撑模;31、橡胶垫;32、出风口;33、挤压凸块;51、压触杆;52、控制块支撑弹簧;61、一级支撑弹簧;71、二级开关滑槽;72、二级支撑弹簧;211、一级开关滑槽;212、挤压块滑槽。
具体实施方式
19.请参阅图1-图5,本实用新型提供以下技术方案:包括用于承载整体的支撑箱体1,支撑箱体1内部设有用于支撑水室的模具支撑风冷组件2,模具支撑风冷组件2包括支架板21、支撑风管22及用于支撑水室的孔隙橡胶支撑模23,模具支撑风冷组件2上方设有用于对水室覆盖吹风的模具压扣风管3,模具压扣风管3上方固定连接有用于带动模具压扣风管3升降的连杆升降丝杆4,支架板21滑动连接有用于控制风温的一级风冷开关6,支架板21滑动连接有挤压控制块5,挤压控制块5的下方设有用于控制风温的二级风冷开关7及三级风冷开关8。
20.本实施方案中:支撑箱体1用于承载支撑整体设备,模具支撑风冷组件2用于承载汽车水室,对水室的内壁进行风冷降温,支撑风管22用于支撑支架板21,在支架板21上方根
据生产需求,螺接上与水室形状大概相符的孔隙橡胶支撑模23,通过孔隙橡胶支撑模23对水室的两端和高点进行支撑,避免水室在风冷的过程中发生形变,风机将控温后的空气通过支撑风管22导入孔隙橡胶支撑模23,孔隙橡胶支撑模23对水室内壁进行风冷,水室与孔隙橡胶支撑模23非完全贴合,从孔隙橡胶支撑模23吹出的风,经过水室的水管口排出,连杆升降丝杆4驱动模具压扣风管3向下移动压覆在支架板21上,模具压扣风管3向下移动时碰触到位于支架板21上的一级风冷开关6,一级风冷开关6受到模具压扣风管3压力开启,一级风冷开关6开启后控制外部风机将控温后的空气通过支撑风管22及模具压扣风管3对压扣于模具压扣风管3内部位于孔隙橡胶支撑模23上方的水室进行风冷定型,风冷吹气一段时间后连杆升降丝杆4带动模具压扣风管3继续下压,此时挤压控制块5受力向下移动,在移动过程中挤压控制块5压触至二级风冷开关7,二级风冷开关7开启时一级风冷开关6关闭,二级风冷开关7开启后,经过控温后的空气对水室进行二次风冷定型,二级风冷开关7开启后排出的风温度小于一级风冷开关6开启时排出的风,风冷吹气一段时间后连杆升降丝杆4带动模具压扣风管3继续下压,此时挤压控制块5受力向下移动压触至三级风冷开关8,三级风冷开关8开启时二级风冷开关7关闭,三级风冷开关8开启后,经过控温后的空气对水室三次冷却进行定型,三级风冷开关8开启后排出的风温度小于二级风冷开关7开启时排出的风,风冷定型完成后连杆升降丝杆4,带动模具压扣风管3向上移动,此时人员将定型后的水室拿出,进行打包收集,通过模具压扣风管3下压,压触至一级风冷开关6,二级风冷开关7及三级风冷开关8,控制温度递减的风对水室进行逐级定型,避免对水室进行风冷定型时吹出的风温差过大导致塑料收缩,造成水室定型时发生形变,相较于传统的放置冷却,提升了水室定型的速度。
21.支架板21靠近模具压扣风管3的一面开设有一级开关滑槽211,一级风冷开关6与一级开关滑槽211滑动连接,一级风冷开关6底部与一级开关滑槽211内壁底面通过一级支撑弹簧61弹性连接;一级开关滑槽211用于容纳一级风冷开关6在一级开关滑槽211进行限位滑动,当一级风冷开关6受模具压扣风管3挤压向下移动时流出余量,一级支撑弹簧61用于支撑一级风冷开关6,当一级风冷开关6受到挤压向下移动时,一级支撑弹簧61受力发生弹性形变,当一级风冷开关6不受到挤压时一级支撑弹簧61弹性施能推动一级风冷开关6复位。
22.支架板21靠近模具压扣风管3的一面开设有挤压块滑槽212,挤压控制块5滑动连接于挤压块滑槽212内部,挤压控制块5下方设有两个用于压触的压触杆51,挤压控制块5底部与挤压块滑槽212内壁底面通过控制块支撑弹簧52弹性连接;挤压块滑槽212用于容纳挤压控制块5在挤压块滑槽212内进行限位滑动,压触杆51用于挤压控制二级风冷开关7及三级风冷开关8,驱动二级风冷开关7及三级风冷开关8开启,控制块支撑弹簧52用于对挤压控制块5进行弹性支撑,当挤压控制块5受模具压扣风管3挤压向下移动时控制块支撑弹簧52弹性形变进行蓄能,当模具压扣风管3向上移动不再挤压控制块5时,控制块支撑弹簧52弹性施能推动挤压控制块5进行复位。
23.二级风冷开关7位于挤压块滑槽212内部,二级风冷开关7滑动连接在二级开关滑槽71内部,二级风冷开关7底部与二级开关滑槽71内壁底面通过二级支撑弹簧72弹性连接;二级风冷开关7通过二级开关滑槽71支撑,当二级风冷开关7受到压触杆51挤压时可以在二级开关滑槽71内进行上下滑动,二级支撑弹簧72用于支撑二级风冷开关7,当二级风冷开关
7失去挤压时进行弹性复位。
24.三级风冷开关8位于挤压块滑槽212内部,三级风冷开关8高度小于二级风冷开关7高度,三级风冷开关8与二级风冷开关7位置分别与压触杆51位置相对应;当压触杆51向下移动时,因二级开关滑槽71使二级风冷开关7高度大于三级风冷开关8,压触杆51会先触碰到二级风冷开关7,控制二级风冷开关7进行吹风,然后再控制三级风冷开关8进行吹风。
25.模具压扣风管3靠近模具支撑风冷组件2的一面固定连接有用于缓冲的橡胶垫31,模具压扣风管3远离橡胶垫31的一面开设有用于排风的出风口32,模具压扣风管3对应于一级风冷开关6的位置固定连接有用于对一级风冷开关6进行压触的挤压凸块33;橡胶垫31用于对支架板21进行压触缓冲,避免模具压扣风管3直接与支架板21接触造成磨损,出风口32用于将模具压扣风管3与孔隙橡胶支撑模23吹出的风进行排出,避免风积存在模具压扣风管3内部产生气压对水室造成挤压导致水室发生形变,挤压凸块33用于对一级风冷开关6进行挤压触碰,使一级风冷开关6开启。
26.支撑箱体1两侧开设有用于模具压扣风管3连接外部风管进行滑动的风管滑动槽11,支撑箱体1顶部开设有用于连杆升降丝杆4螺纹杆升降的丝杆孔12,连杆升降丝杆4与支撑箱体1内壁顶部固定连接;风管滑动槽11用于使模具压扣风管3两侧连接外部风管通过连杆升降丝杆4带动进行上下滑动时,可以有滑动空间,避免模具压扣风管3在进行升降时发生运动干涉,丝杆孔12用于对连杆升降丝杆4的丝杆留出升降余量,避免连杆升降丝杆4上下移动时发生运动干涉。
27.本实用新型的工作原理及使用流程:在使用时,将制作好的水室放置于孔隙橡胶支撑模23上,启动连杆升降丝杆4带动模具压扣风管3下压,使模具压扣风管3压覆于支架板21上,模具压扣风管3将孔隙橡胶支撑模23上放置的水室覆盖在模具压扣风管3内部,模具压扣风管3向下移动时挤压凸块33碰触到一级风冷开关6,一级风冷开关6开启后控制外部风机将控温后的空气通过支撑风管22及模具压扣风管3对水室进行风冷定型,风冷吹气一段时间后连杆升降丝杆4带动模具压扣风管3继续下压,此时一级风冷开关6受压在一级开关滑槽211内向下滑动,模具压扣风管3压触至挤压控制块5,挤压控制块5受力在挤压块滑槽212向下移动,在移动过程中压触杆51压触至二级风冷开关7,二级风冷开关7开启时一级风冷开关6关闭,二级风冷开关7开启后,经过控温后的空气对水室进行二次风冷定型,定型一段时间后连杆升降丝杆4带动模具压扣风管3继续下压,此时压触杆51继续向下移动压触至三级风冷开关8,三级风冷开关8开启时二级风冷开关7关闭,三级风冷开关8开启后,经过控温后的空气对水室三次冷却进行定型,三次定型完成后,连杆升降丝杆4带动模具压扣风管3向上移动,人员将定型后的水室从孔隙橡胶支撑模23上取出,进行打包收集。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1