一种塑料制品生产用带有防漏料装置的注塑成型机的制作方法
1.本实用新型涉及注塑成型机领域,具体的,涉及一种塑料制品生产用带有防漏料装置的注塑成型机。
背景技术:
2.注塑机的工作原理与打针用的注射器相似,它是借助螺杆的推力,将已塑化好的熔融状态的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程,注塑成型加工过程中所用的塑料原料多种多样,模具设计的种类和形式也是五花八门,另外,操作工人对于特定注塑机的熟悉程度以及工人之间的操作技能,实践经验的差异也各不相同,同时,客观环境也会随着季节变化而不同,这些客观和主观条件共同决定了注塑成型制品缺陷的产生。然而现有的注塑成型机在对原料注射后,不能立即关闭注射口,导致在模具被填满后,仍有少量原料洒出,造成了资源的浪费,且增加了生产的成本。因此,本技术提出一种塑料制品生产用带有防漏料装置的注塑成型机解决此类问题。
技术实现要素:
3.本实用新型提出一种塑料制品生产用带有防漏料装置的注塑成型机,解决了相关技术中的一种塑料制品生产用带有防漏料装置的注塑成型机在对原料注射后,不能立即关闭注射口,导致在模具被填满后,仍有少量原料洒出,造成了资源的浪费,且增加了生产的成本的问题。
4.本实用新型的技术方案如下:
5.一种塑料制品生产用带有防漏料装置的注塑成型机,包括基座,所述基座上端面中部固定连接有注塑机,所述注塑机通过输送机构安装有增压机构,所述基座上端面右侧设置有移动机构,所述注塑机左端面固定连接有挤出座,所述挤出座内腔设置有调节机构。
6.优选的,所述输送机构包括输送绞龙、传动杆、输送电机与机架,所述机架内腔固定连接有输送电机,所述输送电机的输出轴端固定连接有传动杆,所述传动杆左端面固定连接有输送绞龙,所述传动杆与注塑机转动连接。
7.优选的,所述移动机构包括电动伸缩杆、滑槽与滑块,所述基座上端面右侧固定连接有电动伸缩杆,所述电动伸缩杆的活塞杆端与机架固定连接,所述基座上端面右侧设置有滑槽,所述滑槽内腔滑动连接有滑块,所述滑块与机架固定连接。
8.优选的,所述增压机构包括增压头、进料通道、空腔、球形回止阀与出料通道,所述输送绞龙左端面转动连接有增压头,所述增压头内腔中部设置有空腔,所述空腔内腔滑动连接有球形回止阀,所述增压头左端面设置有出料通道,所述增压头右端面设置有进料通道。
9.优选的,所述进料通道与空腔右侧连通,所述出料通道与空腔左侧连通,所述增压头右端面固定连接有密封圈,所述密封圈在注塑机内腔滑动。
10.优选的,所述调节机构包括固定盘、固定槽、滑动块、扇形板、转动盘、转动槽、转动
柱、齿圈、传动蜗杆与伺服电机,所述挤出座内腔固定连接有固定盘,所述固定盘左端面设置有固定槽,所述固定槽内腔滑动连接有滑动块,所述转动盘右端面设置有转动槽,所述转动槽内腔滑动连接有转动柱,所述转动盘外侧壁固定连接有齿圈,所述齿圈下部啮合连接有传动蜗杆。
11.优选的,所述扇形板左端面转动连接有转动柱,所述扇形板右端面转动连接有滑动块,所述基座上端面后部通过机座固定连接有伺服电机,所述伺服电机的输出轴端与传动蜗杆固定连接,所述传动蜗杆通过固定块与基座转动连接。
12.优选的,所述注塑机内腔侧壁设置有加热层,所述注塑机上端面设置有加料斗。
13.本实用新型的工作原理及有益效果为:
14.本实用新型中,使用人员从加料斗向注塑机内腔加入适量原料后通过设置有加热层,能够对原料进行融化,此时通过启动输送电机使传动杆转动,由于传动杆与输送绞龙固定连接,从而输送绞龙得到转动,实现了对熔融状态的原料进行输送的功能,在输送绞龙熔融状态的原料进行输送时,输送绞龙能够通过进料通道进入空腔内,球形回止阀移动至空腔左侧,从而进入空腔内熔融状态的原料能够通过空腔进入注塑机左侧,此时通过启动电动伸缩杆使机架向基座左侧移动,从而输送绞龙能够带动增压头向左移动,此时球形回止阀移动至空腔右侧,能够堵住进料通道,防止了注塑机左侧熔融状态的原料回流,进而增大了注塑机左侧的熔融状态的原料的空间压强,当输送绞龙能够带动增压头向左移动至合适距离后,通过启动伺服电机使传动蜗杆转动,由于传动蜗杆与齿圈啮合连接,从而齿圈将带动转动盘得到转动,通过固定盘与挤出座固定连接,从而在转动盘转动时,转动柱能够向转动槽外侧移动,滑动块向固定槽外侧移动,由于转动柱、滑动块均与扇形板转动连接,从而扇形板能够得到打开,此时由于注塑机左侧空气压强较大,能够使熔融状态的原料从转动盘内腔喷出至待加工的模座,进而整个装置实现了注塑成型的功能,通过调节机构的设置,当熔融状态的原料填满待加工的模座后,反向转动伺服电机,实现了对扇形板关闭,进而有效防止了原料的泄露,节约了生产的成本,提高了整个装置的实用性。
附图说明
15.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
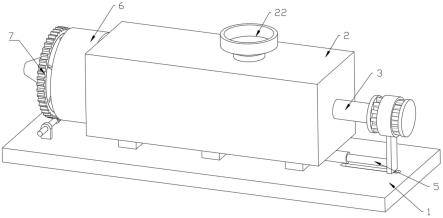
16.图1为本实用新型正视整体结构示意图;
17.图2为本实用新型后视整体结构示意图;
18.图3为本实用新型后视剖视结构示意图;
19.图4为本实用新型挤出座剖视结构示意图;
20.图5为本实用新型调节机构处连接结构示意图;
21.图6为本实用新型调节机构处剖视结构示意图;
22.图7为本实用新型调节机构处拆分结构示意图;
23.图中:1、基座;2、注塑机;21、加热层;22、加料斗;3、输送机构;31、输送绞龙;32、传动杆;33、输送电机;34、机架;4、增压机构;41、增压头; 42、进料通道;43、空腔;44、球形回止阀;45、出料通道;5、移动机构;51、电动伸缩杆;52、滑槽;53、滑块;6、挤出座;7、调节机构;71、固定盘;72、固定槽;73、滑动块;74、扇形板;75、转动盘;76、转动槽;77、转动柱;78、齿圈;79、传动蜗杆;710、伺服电机;8、密封圈。
具体实施方式
24.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本实用新型保护的范围。
25.实施例1
26.如图1~图7所示,本实施例提出了一种塑料制品生产用带有防漏料装置的注塑成型机,包括基座1,基座1上端面中部固定连接有注塑机2,注塑机2通过输送机构3安装有增压机构4,基座1上端面右侧设置有移动机构5,注塑机 2左端面固定连接有挤出座6,挤出座6内腔设置有调节机构7,输送机构3包括输送绞龙31、传动杆32、输送电机33与机架34,机架34内腔固定连接有输送电机33,输送电机33的输出轴端固定连接有传动杆32,传动杆32左端面固定连接有输送绞龙31,传动杆32与注塑机2转动连接,移动机构5包括电动伸缩杆51、滑槽52与滑块53,基座1上端面右侧固定连接有电动伸缩杆51,电动伸缩杆51的活塞杆端与机架34固定连接,基座1上端面右侧设置有滑槽52,滑槽52内腔滑动连接有滑块53,滑块53与机架34固定连接,增压机构4包括增压头41、进料通道42、空腔43、球形回止阀44与出料通道45,输送绞龙31 左端面转动连接有增压头41,增压头41内腔中部设置有空腔43,空腔43内腔滑动连接有球形回止阀44,增压头41左端面设置有出料通道45,增压头41右端面设置有进料通道42,进料通道42与空腔43右侧连通,出料通道45与空腔 43左侧连通,增压头41右端面固定连接有密封圈8,密封圈8在注塑机2内腔滑动,调节机构7包括固定盘71、固定槽72、滑动块73、扇形板74、转动盘 75、转动槽76、转动柱77、齿圈78、传动蜗杆79与伺服电机710,挤出座6 内腔固定连接有固定盘71,固定盘71左端面设置有固定槽72,固定槽72内腔滑动连接有滑动块73,转动盘75右端面设置有转动槽76,转动槽76内腔滑动连接有转动柱77,转动盘75外侧壁固定连接有齿圈78,齿圈78下部啮合连接有传动蜗杆79,扇形板74左端面转动连接有转动柱77,扇形板74右端面转动连接有滑动块73,基座1上端面后部通过机座固定连接有伺服电机710,伺服电机710的输出轴端与传动蜗杆79固定连接,传动蜗杆79通过固定块与基座1 转动连接,注塑机2内腔侧壁设置有加热层21,注塑机2上端面设置有加料斗 22。
27.本实施例中,工作时,使用人员从加料斗22向注塑机2内腔加入适量原料后通过设置有加热层21,能够对原料进行融化,此时通过启动输送电机33使传动杆32转动,由于传动杆32与输送绞龙31固定连接,从而输送绞龙31得到转动,实现了对熔融状态的原料进行输送的功能,在输送绞龙31熔融状态的原料进行输送时,输送绞龙31能够通过进料通道42进入空腔43内,球形回止阀44 移动至空腔43左侧,从而进入空腔43内熔融状态的原料能够通过空腔43进入注塑机2左侧,此时通过启动电动伸缩杆51使机架34向基座1左侧移动,从而输送绞龙31能够带动增压头41向左移动,此时球形回止阀44移动至空腔43 右侧,能够堵住进料通道42,防止了注塑机2左侧熔融状态的原料回流,进而增大了注塑机2左侧的熔融状态的原料的空间压强,当输送绞龙31能够带动增压头41向左移动至合适距离后,通过启动伺服电机710使传动蜗杆79转动,由于传动蜗杆79与齿圈78啮合连接,从而齿圈78将带动转动盘75得到转动,通过固定盘71与挤出座6固定连接,从而在转动盘75转动时,转动柱77能够向转动槽76外侧移动,滑动块73向固定槽72外侧移动,由于转动柱77、滑动块 73均与扇
形板74转动连接,从而扇形板74能够得到打开,此时由于注塑机2 左侧空气压强较大,能够使熔融状态的原料从转动盘75内腔喷出至待加工的模座,进而整个装置实现了注塑成型的功能,通过调节机构7的设置,当熔融状态的原料填满待加工的模座后,反向转动伺服电机710,实现了对扇形板74关闭,进而有效防止了原料的泄露,节约了生产的成本,提高了整个装置的实用性。
28.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1