用于折叠侧边的设备及方法与流程
1.相关申请的交叉引用
2.本技术要求于2020年9月23日提交的韩国专利申请第10-2020-0123360号和2021年1月4日提交的韩国专利申请第10-2021-0000522号的优先权的权益,其通过引用整体并入本文。技术领域
[0003][0004]
本发明涉及一种用于折叠侧边的设备及方法,更具体地,涉及一种用于折叠侧边的设备和方法,其中当二次电池的侧边被折叠时侧边与杯部不彼此粘附,但是侧边的保持力增大以在与杯部接触的同时保持为折叠状态。
背景技术:
[0005]
通常,二次电池包括镍镉电池、镍氢电池、锂离子电池和锂离子聚合物电池。这种二次电池被应用于诸如数码相机、p-dvd、mp3p、移动电话、pda、便携式游戏装置、电动工具、电动自行车的小型产品以及诸如电动汽车和混合动力汽车、用于储存剩余电力或可再生能源的蓄电装置以及备用蓄电装置的需要高功率的大型产品。
[0006]
通常,为了制造二次电池,首先,将电极活性物质浆料涂覆到正极集流体和负极集流体以制造正极和负极。然后,将电极堆叠在隔板的两侧以形成电极组件。此外,将电极组件容纳在电池壳体中,然后在将电解液注入电池壳体中之后将电池壳体密封。
[0007]
根据容纳电极组件的壳体的材料,将这种二次电池分为袋型二次电池和罐式二次电池。在袋型二次电池中,电极组件被容纳在由柔性聚合物材料制成的袋中。此外,在罐式二次电池中,电极组件被容纳在由金属或塑料材料制成的壳体中。
[0008]
通过对具有柔性的袋膜进行冲压加工而形成杯部从而制造袋,所述袋是袋型二次电池的壳体。另外,当形成杯部时,将电极组件容纳在杯部的容纳空间中,然后,将杯部的侧边密封以制造二次电池。
[0009]
在冲压加工中,通过将袋膜插入诸如冲压设备的成型装置中,并且使用冲头对袋膜施加压力以拉伸袋膜,从而进行拉伸成型。袋膜设置为多层,并且设置在袋膜中的水分阻隔层由金属制成。然而,根据现有技术,水分阻隔层的金属在铝合金中具有大的晶粒尺寸,并且水分阻隔层的厚度薄。因此,当侧边被折叠以减小相对于体积的能量密度时,侧边不固定并且以预定角度再次展开。因此,在将胶带单独地附接到侧边时,存在二次电池的整体厚度由于胶带自身的厚度而增大的问题。另外,由于在折叠侧边的工序之后需要额外的粘附胶带的工序,因此存在工序数量增加并且二次电池的制造生产率降低的问题。
[0010]
[现有技术文献]
[0011]
(专利文献1)韩国专利公开第2019-0048863号
技术实现要素:
[0012]
技术问题
[0013]
本发明的一个目的是提供一种用于折叠侧边的设备及方法,其中在二次电池的侧边被折叠时侧边与杯部不彼此粘附,但是侧边的保持力增大以在与杯部接触的同时保持折叠状态。
[0014]
本发明的目的不限于上述目的,本领域技术人员通过以下描述将清楚地理解本文未描述的其他目的。
[0015]
技术方案
[0016]
用于解决上述问题的根据本发明的一个实施例的用于折叠从袋型二次电池的电池壳体中的杯部向外延伸的侧边的设备包括:主体,所述主体具有板状并且与侧边相邻,并且所述主体设置为在二次电池的纵向方向上伸长,其中,所述主体包括:加热部,所述加热部设置在主体的一侧以加热设置在侧边的相对内侧处的内侧部分;以及按压部,所述按压部设置在主体的另一侧以按压设置在侧边的相对外侧处的外侧部分,其中,当加热部加热内侧部分时,主体旋转以使得按压部按压外侧部分。
[0017]
另外,侧边的内侧部分可以未被密封,并且侧边的外侧部分可以被密封。
[0018]
另外,侧边可以不粘附到杯部并且在内侧部分处被折叠。
[0019]
另外,侧边可以与杯部的外壁接触并且被折叠。
[0020]
另外,侧边可以包括:第一折叠部,所述第一折叠部在相对靠近外端的位置处被折叠;以及第二折叠部,所述第二折叠部在相对靠近杯部的位置处被折叠。
[0021]
另外,第一折叠部可以设置在外侧部分处,第二折叠部可以设置在内侧部分处。
[0022]
另外,侧边可以相对于第一折叠部以170
°
至180
°
的角度被折叠。
[0023]
另外,侧边可以相对于第二折叠部以85
°
至95
°
的角度被折叠。
[0024]
另外,侧边可以相对于第二折叠部以88
°
至92
°
的角度被折叠。
[0025]
另外,加热部可以在165
°
至220
°
的温度下加热内侧部分。
[0026]
另外,加热部可以将内侧部分加热1秒至3秒的时间。
[0027]
另外,电池壳体可以通过使袋膜成型来制造,袋膜可以包括:密封剂层,所述密封剂层由第一聚合物制成并且形成在最内层;表面保护层,所述表面保护层由第二聚合物制成并且形成在最外层;以及气体阻隔层,所述气体阻隔层由包含aa80xx系铝合金的金属制成并且被层叠在表面保护层与密封剂层之间,其中,气体阻隔层可以具有50μm至80μm的厚度,并且密封剂层可以具有60μm至100μm的厚度。
[0028]
另外,加热部可以包括加热线圈,所述加热线圈从外侧接收电力以在加热线圈中产生热。
[0029]
另外,加热部可以包括管,流体在所述管中流动。
[0030]
用于解决上述问题的根据本发明实施例的用于折叠侧边的方法包括:使得具有板状的主体设置为与侧边相邻并且在二次电池的纵向方向上伸长;使得设置在主体的一侧处的加热部与设置在侧边的相对内侧处的内侧部分接触,从而加热内侧部分;以及使得主体旋转以使设置在主体的另一侧处的按压部按压设置在侧边的相对外侧处的外侧部分。
[0031]
另外,在内侧部分的加热中,加热部可以在165
°
至220
°
的温度下加热内侧部分。
[0032]
另外,在内侧部分的加热中,加热部可以将内侧部分加热1秒至3秒的时间。
[0033]
根据本发明的另一实施例的用于折叠侧边的设备,其折叠从袋型二次电池的电池壳体中的杯部向外延伸的侧边,所述设备包括:第一侧边折叠装置,所述第一侧边折叠装置被配置为初次折叠侧边;以及第二侧边折叠装置,所述第二侧边折叠装置被配置为二次折叠侧边,其中,所述第一侧边折叠装置包括具有圆形形状的第一主体,所述第一主体与侧边相邻并且设置为在二次电池的纵向方向上伸长,其中,所述第一主体加热设置在侧边的相对内侧处的内侧部分并且在内侧部分被折叠的方向上按压内侧部分,并且第二侧边折叠装置包括具有板状的第二主体,所述第二主体与侧边相邻并且设置为在二次电池的纵向方向上伸长,其中,所述第二主体包括:加热部,所述加热部设置在第二主体的一侧以加热设置在侧边的相对内侧处的内侧部分;以及按压部,所述按压部设置在另一侧以按压设置在侧边的相对外侧处的外侧部分,其中,在第一侧边折叠装置使用第一主体加热并且按压内侧部分之后,第二侧边折叠装置的第二主体向靠近杯部的方向移动,使得加热部加热内侧部分并且按压部按压外侧部分。
[0034]
杯部可以包括设置在下侧的第一杯部以及设置在第一杯部的上方的第二杯部,并且第一侧边折叠装置的第一主体可以从下侧向上、即沿从第一杯部到第二杯部的方向移动以加热并按压内侧部分。
[0035]
在第一侧边折叠装置加热并按压内侧部分之后,当第二侧边折叠装置的第二主体向靠近杯部的方向移动时,第二主体可以向靠近杯部的方向直线移动。
[0036]
第二主体的直线移动可以是沿着与由杯部的底部形成的平面平行的虚拟平面移动的直线移动。
[0037]
根据本发明的另一实施例,一种用于折叠从袋型二次电池的电池壳体中的杯部向外延伸的侧边的方法,包括:使用第一侧边折叠装置初次折叠侧边的一次侧边折叠工序;以及使用第二侧边折叠装置二次折叠侧边的二次侧边折叠工序,其中,一次侧边折叠工序包括使用第一侧边折叠装置的第一主体来加热设置在侧边的相对内侧处的内侧部分并且向内侧部分被折叠的方向按压内侧部分的工序,所述第一侧边折叠装置包括具有圆形形状的第一主体,所述第一主体与侧边相邻并且设置为在二次电池的纵向方向上伸长,并且在一次侧边折叠工序之后执行的二次侧边折叠工序包括以下工序:在向靠近杯部的方向移动第二侧边折叠装置的第二主体的同时,通过设置在第二主体的一侧的加热部来加热内侧部分并且通过设置第二主体的另一侧的按压部按压设置在侧边的相对外侧处的外侧部分,来加热内侧部分,所述第二侧边折叠装置包括具有板状的第二主体,所述第二主体与侧边相邻并且设置为在二次电池的纵向方向上伸长。
[0038]
杯部可以包括设置在下侧处的第一杯部以及设置在第一杯部上方的第二杯部,并且在一次侧边折叠工序中,第一侧边折叠装置的第一主体可以从下侧向上、即沿从第一杯部到第二杯部的方向移动以加热并按压内侧部分。
[0039]
在二次侧边折叠工序中,当第二侧边折叠装置的第二主体向靠近杯部的方向移动时,第二主体可以向靠近杯部的方向直线移动。
[0040]
第二主体的直线移动可以是沿着与由杯部的底部形成的平面平行的虚拟平面移动的直线移动。
[0041]
实施例的其他细节被包括在详细描述和附图中。
[0042]
有益效果
[0043]
根据本发明的实施例,至少具有以下效果。
[0044]
用于折叠侧边的设备的加热部可以加热侧边的内侧部分以软化密封剂层的第一聚合物,然后,用于折叠侧边的设备的按压部可以按压侧边的外侧部分以使侧边与杯部的外壁完全接触并且防止侧边再次被折叠而无需粘附单独的胶带。
[0045]
本发明的效果不受前述描述的限制,因此,本说明书中包含更多变化的效果。
附图说明
[0046]
图1是根据本发明的一个实施例的二次电池1的组装图。
[0047]
图2是根据本发明的一个实施例的袋膜135的剖视图。
[0048]
图3是示出根据本发明的一个实施例的电池壳体13的侧边134被密封的状态的示意图。
[0049]
图4是示出根据现有技术的侧边334被折叠的状态的示意性侧视图。
[0050]
图5是示出根据现有技术的侧边334被折叠的状态的示意性俯视图。
[0051]
图6是示出根据本发明实施例的用于折叠侧边134的设备2的加热部211加热侧边134的内侧部分1242的状态的示意性侧视图。
[0052]
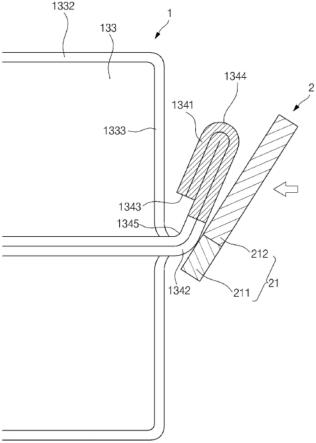
图7是示出根据本发明的一个实施例的用于折叠侧边134的设备2的按压部212按压侧边134的外侧部分1341的状态的示意性侧视图。
[0053]
图8是示出根据本发明的一个实施例的侧边134被折叠的状态的示意性侧视图。
[0054]
图9是示出根据本发明的另一实施例的第一侧边折叠装置的第一主体加热并且按压侧边的内侧部分的状态的示意性侧视图。
[0055]
图10是示出根据本发明的另一实施例的第二侧边折叠装置的第二主体向靠近杯部的方向直线移动的状态的示意性侧视图。
[0056]
图11是示出根据本发明的另一实施例的第二侧边折叠装置的加热部加热侧边的内侧部分并且按压部按压侧边的外侧部分的状态的示意性侧视图。
具体实施方式
[0057]
本发明的优点和特征及其实施方法将通过以下参照附图描述的实施例来阐明。然而,本发明可以以不同的形式体现,并且不应被解释为限于本文所阐述的实施例。相反,提供这些实施例是为了使本公开彻底和完整,并将本发明的范围充分传达给本领域技术人员。此外,本发明仅由权利要求书的范围限定。相同的附图标记始终指代相同的元件。
[0058]
除非本发明中使用的术语有不同的定义,否则本文中使用的所有术语(包括技术术语和科学术语)的含义与本领域技术人员通常理解的含义相同。此外,除非在说明书中清楚且明确地定义,否则在常用词典中定义的术语并不理想地或过度地解释为具有正式含义。
[0059]
在以下描述中,技术术语仅用于解释特定的示例性实施例,而不是限制本发明。在本说明书中,除非特别提及,否则单数形式的术语可以包括复数形式。“具有(包括)”和/或“含有(包含)”的含义不排除除了提及的部件之外的其他部件。
[0060]
一个实施例
[0061]
在下文中,将参照附图详细描述优选实施例。
[0062]
图1是根据本发明的一个实施例的二次电池1的组装图。
[0063]
电极组件10通过交替地堆叠电极和隔板而形成。首先,将电极活性物质、粘合剂和增塑剂被相互混合的浆料涂覆到正极集流体和负极集流体,以制造诸如正极和负极的电极。然后,在电极之间堆叠各个隔板以形成电极组件10,将电极组件10插入电池壳体13中,并注入电解液以密封电池壳体13。
[0064]
具体地,电极组件10包括两种类型的电极(诸如正极和负极)以及插设在电极之间以使电极彼此绝缘的隔板。电极组件10可以是堆叠型、果冻卷(jelly roll)型、堆叠和折叠型等。两种类型的电极,即正极和负极中的每一个具有活性物质浆料被涂覆到具有金属箔或金属网状的电极集流体的结构。通常可以通过在添加有溶剂的情况下搅拌粒状活性物质、辅助导体、粘合剂和增塑剂来形成浆料。溶剂可以在后续工序中去除。
[0065]
如图1所示,电极组件10包括电极片11。电极片11分别连接到电极组件10的正极和负极以从电极组件10向外突出,从而在电极组件10的内侧部分和外侧部分之间提供电子移动的路径。电极组件10的电极集流体由涂覆有电极活性物质的部分和其上未涂覆电极活性物质的末端(即,未涂覆部分)构成。此外,可以通过切割未涂覆部分或通过利用超声波焊接将单独的导电构件连接到未涂覆部分来形成各个电极片11。如图1所示,电极片11可以向电极组件10的各个不同方向突出,但不限于此。例如,电极片可以向各个方向突出,例如,从一侧向相同的方向彼此平行地突出。
[0066]
在电极组件10中,向二次电池1的外侧供电的电极引线12通过点焊连接到电极片11。此外,电极引线12的一部分被绝缘部14包围。绝缘部14可以设置为限于电池壳体13的第一壳体131与第二壳体132被热熔接的侧边134,使得电极引线12接合到电池壳体13。此外,可以防止从电极组件10产生的电经由电极引线12流到电池壳体13,并且可以保持电池壳体13的密封。因此,绝缘部14可以由具有非导电性的非导体制成,该非导体不导电。通常,尽管主要使用容易附接到电极引线12并且厚度较薄的绝缘胶带作为绝缘部14,但本发明不限于此。例如,可以使用各种构件作为绝缘部14,只要这些构件能够使电极引线12绝缘。
[0067]
电极引线12的一端连接到电极片11,电极引线12的另一端突出到电池壳体13的外侧。即,电极引线12包括:正极引线121,正极引线121的一端连接到正极片111以在正极片111突出的方向上延伸;以及负极引线122,负极引线122的一端连接到负极片112以向负极片112突出的方向延伸。另一方面,如图1所示,正极引线121和负极引线122的所有的另一端突出到电池壳体13的外侧。其结果,可以将电极组件10中产生的电供应到外部。此外,由于正极片111和负极片112中的每一个形成为向各种方向突出,因此正极引线121和负极引线122中的每一个可以向各种方向延伸。
[0068]
正极引线121和负极引线122可以由彼此不同的材料制成。即,正极引线121可以由与正极集流体(即铝(al)材料)相同的材料制成,负极引线122可以由与负极集流体(即铜(cu)材料或涂覆有镍(ni)的铜材料)相同的材料制成。此外,电极引线12的突出到电池壳体13的外侧的部分可以提供为端子部并且电连接到外部端子。
[0069]
电池壳体13是由柔性材料制成的袋,在该袋中容纳电极组件10。在下文中将描述电池壳体13为袋的情况。当通过使用冲头22等对具有柔性的袋膜135进行拉伸成型时,袋膜135的一部分被拉伸以形成包括袋状容纳空间1331的杯部133,从而制造电池壳体13。
[0070]
电池壳体13容纳电极组件10,使得电极引线12的一部分暴露然后被密封。如图1所
示,电池壳体13包括第一壳体131和第二壳体132。可以在第一壳体131中设置容纳空间1331,在所述容纳空间1331中形成有杯部133以容纳电极组件10,并且第二壳体132可以覆盖容纳空间1331的上侧,使得电极组件10不分离到电池壳体13的外侧。如图1所示,第一壳体131的一侧和第二壳体132的一侧可以彼此连接。然而,本发明不限于此。例如,第一壳体131和第二壳体132可以分别制造从而彼此分离。
[0071]
当在袋膜135中成型杯部133时,可以在一个袋膜135中仅形成一个杯部133,但本发明不限于此。例如,两个杯部可以被拉伸成型为在一个袋膜135中彼此相邻。然后,如图1所示,在第一壳体131和第二壳体132中分别形成杯部133。这里,分别形成在第一壳体131和第二壳体132中的每个杯部133可以具有相同的深度d,但不限于此,并且可以具有不同的深度d。在将电极组件10容纳在设置于第一壳体131的杯部133中的容纳空间1331中之后,电池壳体13可以相对于在电池壳体13中的两个杯部133之间形成的桥136折叠,使得两个杯部133彼此面对。然后,第二壳体132的杯部133也从其上侧容纳电极组件10。因此,由于两个杯部133容纳一个电极组件10,因此,与设置有一个杯部133的情况相比,可以容纳厚度更厚的电极组件10。另外,由于第一壳体131和第二壳体132通过折叠电池壳体13而彼此一体地连接,所以可以减少稍后执行密封工序时要密封的侧边134的数量。因此,可以提高工序速度,并且可以减少密封工艺的数量。
[0072]
电池壳体13可以包括杯部133和排气部137,在杯部133中设置有容纳电极组件10的容纳空间1331,排气部137形成在杯部133的侧部以通过排气孔h排出在杯部133中产生的气体。当将电极组件10容纳在电池壳体13的杯部133中并且注入电解液,然后执行活化处理时,在电池壳体13的内部产生气体,因此执行用于将气体排出到外侧的排气工序。
[0073]
当电极引线12连接到电极组件10的电极片11并且绝缘部14形成在电极引线12的一部分上时,电极组件10被容纳于在第一壳体131的杯部133中设置的容纳空间1331中,并且第二壳体132从上侧覆盖容纳空间。此外,电解液被注入到容纳空间中,并且第一壳体131和第二壳体132中的每一者的延伸到杯部133的外侧的侧边134被密封。电解液可以移动在二次电池1的充电和放电期间由电极的电化学反应产生的锂离子。电解液可以包括作为锂盐和高纯度有机溶剂的混合物的非水有机电解液或使用聚合物电解液的聚合物。进一步,电解液可以包括基于硫化物的、基于氧化物的或基于聚合物的固体电解质,并且固体电解质可以具有由于外力而容易变形的柔性。可以通过上述方法制造袋型二次电池1。
[0074]
图2是根据本发明的一个实施例的袋膜135的剖视图。
[0075]
可以通过拉伸袋膜135来制造袋,所述袋是根据本发明实施例的一个实施例的袋型二次电池1的电池壳体13。也就是说,使用冲头22等拉伸袋膜135以形成杯部133,从而制造电池壳体13。根据本发明的一个实施例,如图2所示,袋膜135包括密封剂层1351、水分阻隔层1352、表面保护层1353和拉伸辅助层1354。
[0076]
密封剂层1351可以由第一聚合物制成并且形成在最内层以与电极组件10直接接触。这里,最内层表示相对于水分阻隔层1352朝向与电极组件10设置的方向相反的方向时设置在最后的层。可以在通过使用冲头22等对具有如上所述的层叠结构的袋膜135进行拉伸成型时,将袋膜135的一部分拉伸以形成包括具有袋状的容纳空间1331的杯部133的同时制造电池壳体13。此外,当电极组件10被容纳在容纳空间1331中时,注入电解液。此后,当第一壳体131和第二壳体132彼此接触以彼此面对,并且对侧边134施加热压缩时,密封剂层
1351彼此结合从而将袋密封。这里,由于密封剂层1351与电极组件10直接接触,所以密封剂层1351必须具有绝缘特性。此外,由于密封剂层1351与电解液接触,所以密封剂层1351必须具有耐腐蚀性。此外,由于电池壳体13的内侧被完全密封以防止物质在电池壳体13的内侧和外侧之间移动,因此必须实现高密封性。也就是说,密封剂层1351彼此结合的侧边134应该具有优异的热结合强度。通常,形成密封剂层1351的第一聚合物可以包括选自由聚乙烯、聚丙烯、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚氯乙烯、丙烯酸聚合物、聚丙烯腈、聚酰亚胺、聚酰胺、纤维素、芳纶、尼龙、聚酯、聚对苯撑苯并二噁唑(polyparaphenylene benzobisoxazole)、聚芳酯、聚四氟乙烯和玻璃纤维组成的组中的一种或多种材料。特别地,诸如聚丙烯(pp)或聚乙烯(pe)的聚烯烃类树脂用于密封剂层1351。聚丙烯(pp)的机械特性(例如,拉伸强度、刚性、表面硬度、耐磨损性、耐热性)和化学特性(例如,耐腐蚀性)优异,因此,主要用于制造密封剂层1351。此外,密封剂层1351可以由流延聚丙烯(casted polypropylene)或酸改性聚丙烯或聚丙烯-丁烯-乙烯三元共聚物制成。这里,酸处理聚丙烯可以是马来酸酐接枝聚丙烯(mah pp)。此外,密封剂层1351可以具有由一种材料制成的单层结构或两种或更多种材料分别形成为层的复合层结构。
[0077]
根据本发明的实施例,密封剂层1351可以具有60μm至100μm的厚度,具体为75μm至85μm的厚度。如果密封剂层1351的厚度小于60μm,则存在密封剂层1351的耐久性降低的问题,例如密封期间内侧破裂的情况。另一方面,如果密封剂层1351的厚度比100μm厚,由于整个袋过厚,因此二次电池1的相对于体积的能量密度可能会降低。
[0078]
水分阻隔层1352被层叠在表面保护层1353与密封剂层1351之间以确保袋的机械强度,阻止二次电池1外侧的气体或水分的引入和排出,并防止电解液泄漏。水分阻隔层1352由金属制成,具体地,根据本发明的实施例的水分阻隔层1352可以由包括aa88xx系铝合金的金属制成。铝可以确保具有预定水平或更高水平的机械强度,但重量轻。因此,由于电极组件10和电解液,铝可以确保电化学性能的补充和散热。
[0079]
在现有技术中,尽管经常使用aa30xx系铝合金,但存在因为铁含量为0.7wt%以下而机械强度低的问题。因此,根据本发明的实施例的铝合金可以是aa80xx系铝合金。铝合金中可以包括各种材料。例如,选自由铁(fe)、铜(cu)、铬(cr)、锰(mn)、镍(ni)、镁(mg)和锌(zn)组成的组中的一种或多种材料。
[0080]
另外,根据本发明的实施例,水分阻隔层1352的厚度可以为50μm至80μm,具体为55μm至65μm。根据现有技术,水分阻隔层的厚度小于50μm使可成型性劣化。因此,如果袋膜135被拉伸成型时,当杯部333(见图4)形成为具有较深的深度d时,杯部333的外壁3333(见图4)形成为类似于竖直状态受到限制。
[0081]
相反,如果水分阻隔层具有大于约80μm的厚度,则不仅制造成本增加,而且二次电池的总厚度过厚使二次电池的相对于体积的能量密度降低。如果为了减小二次电池的总厚度而将密封剂层的厚度减小到小于60μm,则密封耐久性可能劣化。
[0082]
因此,根据本发明的实施例,由于水分阻隔层1352的成型性提高,因此,当袋膜135被拉伸成型时,在杯部133的深度d形成得较深的同时,杯部133的外壁1333可以形成为类似于竖直状态。因此,由于容纳空间1331的体积增大,因此容纳在容纳空间1331中的电极组件10的体积也会增大,并且与二次电池1的体积相比能量效率也会增大。另外,制造成本不会显著增加,袋的总厚度可以不显著增加,不会减小密封剂层1351的厚度,并且密封耐久性不
会劣化。
[0083]
表面保护层1353由第二聚合物制成并且形成在最外层处以保护二次电池1免受外部摩擦和碰撞并且还使电极组件10与外部电绝缘。这里,最外层表示相对于水分阻隔层1352朝向与电极组件10设置的方向相反的方向时设置在最后的层。形成表面保护层1353的第二聚合物可以包括选自由聚乙烯、聚丙烯、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚氯乙烯、丙烯酸聚合物、聚丙烯腈、聚酰亚胺、聚酰胺、纤维素、芳纶、尼龙、聚酯、聚对苯撑苯并二噁唑、聚芳酯、聚四氟乙烯和玻璃纤维组成的组中的一种或多种材料。特别地,可以主要使用具有耐磨性和耐热性的聚合物,例如聚对苯二甲酸乙二醇酯(pet)。此外,表面保护层1353可以具有由一种材料制成的单层结构或两种或更多种材料分别形成为层的复合层结构。
[0084]
根据本发明的实施例,表面保护层1353可以具有5μm至25μm的厚度,具体为7μm至12μm。如果表面保护层1352的厚度小于5μm,则可能存在外部绝缘劣化的问题。另一方面,如果表面保护层1352的厚度大于25μm,则整个袋变厚,因此,因此二次电池1的相对于体积的能量密度可能会降低。
[0085]
尽管pet价格低廉,具有优异的耐久性,并且具有优异的电绝缘性,但pet相对于经常用于水分阻隔层1352的铝的结合力很差,而且当通过施加压力来拉伸pet时的举动可能不同。因此,当表面保护层1353和水分阻隔层1352彼此直接结合时,表面保护层1353和水分阻隔层1352可能在拉伸成型期间剥离。其结果,水分阻隔层1352未被均匀地拉伸,从而导致可成型性的劣化。
[0086]
根据本发明的实施例,电池壳体13可以由第三聚合物制成并且还包括层叠在表面保护层1353与水分阻隔层1352之间的拉伸辅助层1354。拉伸辅助层1354可以被层叠在表面保护层1353与水分阻隔层1352之间,以防止在表面保护层1353和水分阻隔层1352被拉伸时表面保护层1353和水分阻隔层1352剥离。形成拉伸辅助层1354的第三聚合物可以包括选自由聚乙烯、聚丙烯、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚氯乙烯、丙烯酸聚合物、聚丙烯腈、聚酰亚胺、聚酰胺、纤维素、芳纶、尼龙、聚酯、聚对苯撑苯并二噁唑、聚芳酯、聚四氟乙烯和玻璃纤维组成的组中的一种或多种材料。特别地,由于尼龙树脂易于粘附到表面保护层1353的聚对苯二甲酸乙二醇酯(pet)上,并且在被拉伸时的举动类似于水分阻隔层1352的铝合金,因此可以主要使用尼龙树脂。此外,拉伸辅助层1354可以具有由一种材料制成的单层结构或两种或更多种材料分别形成为层的复合层结构。
[0087]
根据现有技术,水分阻隔层具有约30μm至约50μm的厚度,具体为40μm,因此,拉伸辅助层具有约15μm的相当薄的厚度。即,拉伸辅助层与水分阻隔层的厚度比为1:2.67,并且水分阻隔层的厚度比相当高。然而,如上所述,根据本发明的实施例,由于水分阻隔层1352具有大约50μm至大约80μm的厚度,具体为55μm至65μm的厚度,因此提高了水分阻隔层1352的可成型性。这里,为了也提高拉伸辅助层1354的可成型性,拉伸辅助层1354可以具有20μm至50μm的厚度,具体为25μm至38μm的厚度。如果拉伸辅助层1354具有小于20μm的厚度,则拉伸辅助层1354可能不符合水分阻隔层1352的提高的可成型性并且可能在拉伸期间被损坏。相反,如果拉伸辅助层1354具有大于50μm的厚度,则袋的总厚度很厚而增大二次电池的体积并且降低能量密度。具体地,根据本发明的实施例,拉伸辅助层1354与水分阻隔层1352的厚度比可以小于1:2.5。也就是说,与根据现有技术的拉伸辅助层1354的厚度比相比,拉伸辅助层1354的厚度比可以增加更多。然而,当拉伸辅助层1354的厚度过厚时,袋的总厚度变
厚,因此,厚度比可以大于1:1.5,以防止袋的总厚度过厚。即,厚度比可以是1:1.5至1:2.5。
[0088]
图3是示出根据本发明的一个实施例的电池壳体13的侧边134被密封的状态的示意图。
[0089]
电极组件10被容纳在通过对袋膜135进行拉伸成型而形成的杯部133中,并且电池壳体13相对于桥136折叠,使得第一壳体131和第二壳体132的两个杯部133彼此面对。另外,在将侧边134密封并通过排气部137进行排气处理之后,切割排气部137。其结果,如图3所示,可以缩短排气部137的长度,并且可以减小二次电池1的体积。
[0090]
在多个侧边134中的切割排气部137之后剩余的侧边134中,电极引线12不形成为突出。然而,如果侧边134在密封后保持原样,则二次电池1的整体体积增大。因此,为了降低相对于体积的能量密度,理想的是折叠侧边134。
[0091]
侧边134可以包括如图3所示的外侧部分1341和内侧部分1342。外侧部分1341是设置在侧边134的相对外侧并且被密封的部分,内侧部分1342是设置在侧边134的相对内侧并且未被密封的区域。
[0092]
具体地,当电池壳体13的侧边134被密封以形成外侧部分1341时,外侧部分1341可以不直接连接到杯部133,而是与杯部133隔开预定距离。当密封侧边134时,使用单独的密封工具(未示出)将热量和压力施加到侧边134。然而,如果在密封工具与杯部133紧密接触的同时密封侧边134,则设置在侧边134的内侧处的密封剂层1351部分地熔化而向电极组件10泄漏,从而污染电极组件10。另外,密封工具的热量可能传递到电极组件10而损坏电极组件10。因此,优选的是在密封工具与杯部133在一定程度上间隔开的状态下密封侧边134。然后,被密封工具密封的部分成为外侧部分1341,并且由于密封工具与杯部133间隔开而未被密封的部分成为内侧部分1342。
[0093]
图4是示出根据现有技术的、侧边334被折叠的状态的示意性侧视图。图5是示出根据现有技术的、侧边334被折叠的状态的示意性俯视图。
[0094]
在现有技术中,当侧边334被折叠时,存在侧边334未被固定并且以预定角度再次展开的问题。具体地,如上所述,通过层叠密封剂层1351、水分阻隔层1352、拉伸辅助层1354和表面保护层1353来形成袋膜135。其中,由于密封剂层1351包括第一聚合物,特别是聚丙烯(pp),所以柔韧性和弹性很好。因此,当侧边134被折叠时,返回到原始状态的恢复力很大。另一方面,由于水分阻隔层1352由金属特别是铝合金制成,所以在侧边334被折叠后,弹性变形的限制被超越,因此维持折叠状态的保持力很大。
[0095]
然而,在根据现有技术的袋膜135中,水分阻隔层1352具有约30μm至50μm的厚度,密封剂层1351具有大约60μm至100μm的厚度。即,水分阻隔层1352的厚度显著小于密封剂层1351的厚度。因此,恢复力大于保持力,因此侧边334未被固定并以预定角度再次展开。于是,存在由于侧边334导致二次电池3的不必要的体积增大的问题。
[0096]
为了解决这个问题,根据现有技术,如图4和图5所示,胶带38单独地附接到侧边334。具体地,胶带38被一起附接到侧边334以及杯部333的底部3332的外表面以将侧边334固定到杯部333,从而防止侧边再次展开。然而,在这种情况下,如图4所示,存在二次电池3的整体厚度由于带38自身的厚度而增大的问题。另外,如图5所示,存在二次电池3的外观不美观并且适销性也降低的问题。
[0097]
根据本发明的实施例,水分阻隔层1352的厚度可以为约50μm至约80μm,具体为约
55μm至约65μm,密封剂层1351的厚度可以为约60μm至约100μm,具体为约75μm至约85μm。因此,由于与现有技术相比水分阻隔层1352的厚度增大,因此水分阻隔层1352的可成型性提高,并且侧边134的保持力增大,因此,侧边134被折叠后再次展开的现象可能一定程度减少。然而,由于密封剂层1351的厚度没有减小,因此侧边134恢复到其原始状态的恢复力也一定程度很大。因此,即使在侧边134被折叠之后,侧边134仍然可能不与杯部133的外壁1333完全接触,而可能在一定程度上再次展开。
[0098]
图6是示出根据本发明的实施例的用于折叠侧边134的设备2的加热部211加热侧边134的内侧部分1242的状态的示意性侧视图。
[0099]
当在袋膜135上仅形成一个杯部133时,杯部133的深度d可以足够深,因此可以将侧边134仅折叠一次。另一方面,当在袋膜135上形成两个杯部133时,杯部133的深度d可能比形成一个杯部133时浅。这是因为,当袋膜135成型时,不仅杯部133被集中拉伸,而且杯部133的周边侧边134整体上也被细微地拉伸。然而,如果侧边134的宽度大于杯部133的深度d,则当侧边134仅被折叠一次时,侧边134的外端1343可以比杯部133的底部1332更向外突出。
[0100]
因此,如果在袋膜135上形成两个杯部133,则可以使用如图6所示将侧边134折叠两次的双边折叠(double side folding,dsf)方法。具体地,侧边134可以包括第一折叠部1344和第二折叠部1345。第一折叠部1344是在相对靠近外端1343的位置处折叠的部分,第二折叠部1345是在相对靠近杯部133的位置处折叠的部分。因此,在基于第一折叠部1344初次折叠侧边134之后,可以基于第二折叠部1345二次折叠侧边134。在这种情况下,第一折叠部1344可以在侧边134设置在外侧部分1341上,第二折叠部1345可以在侧边134设置在内侧部分1342上。因此,可以防止侧边134的外端1343比杯部133的底部1332更向外突出。
[0101]
侧边134可以相对于第一折叠部1344以170
°
至180
°
,具体地180
°
的角度折叠。另外,侧边134优选地在第二折叠部1345中折叠,使得侧边134与杯部133的外壁1333完全接触。然而,如上所述,由于密封剂层1351的恢复力也一定程度很大,因此,即使在侧边134被折叠之后,侧边仍然可能不与杯部133的外壁1333完全接触,然后可能在一定程度上再次展开。
[0102]
根据本发明的实施例,在用于折叠侧边的设备2的加热部211加热侧边134的内侧部分1342以软化密封剂层1351的第一聚合物之后,用于折叠侧边的设备2的按压部212可以按压侧边134的外侧部分1341。其结果,侧边134可以与杯部133的外壁1333完全接触,以防止侧边再次展开而无需粘附单独的胶带。
[0103]
为此,根据本发明的实施例的用于折叠侧边的设备2将从袋型二次电池1的电池壳体13中的杯部133向外延伸的侧边134折叠,用于折叠侧边的设备2包括具有板状的主体21,所述主体21与侧边134相邻并且设置为向二次电池1的纵向方向伸长,其中主体21包括:加热部211,所述加热部211设置在主体21的一侧以加热设置在侧边134的相对内侧上的内侧部分1342;以及按压部212,所述按压部212设置在在主体21的另一侧以按压设置在侧边134的相对外侧处的外侧部分1341,并且当加热部211加热内侧部分1342时,主体21进行旋转以使按压部212按压外侧部分1341。
[0104]
用于折叠侧边的设备2可以包括具有非常薄的板状的主体21。主体21可以具有相对窄的宽度和相对长的长度。并且,如图6所示,主体21可以与二次电池1的侧边134相邻设
置,在这种情况下,主体21可以设置为在二次电池1的纵向方向上伸长。
[0105]
主体21包括加热部211和按压部212,所述加热部211设置在主体21的一侧以加热内侧部分1342,所述按压部212设置在主体21的另一侧以按压外侧部分1341。当主体21与侧边134相邻设置时,主体21的加热部211可以设置为与侧边134的内侧部分1342相邻。另外,当加热部211可以与侧边134的内侧部分1342接触以施加热时,可以软化侧边134中包括的密封剂层1351的第一聚合物。加热部211可以在165
°
至220
°
的温度下对内侧部分1342加热1秒至3秒的时间,优选地1.5秒至2秒。如果加热部211在低于165
°
的温度下加热或加热时间短于1秒,则密封剂层1351的第一聚合物可能没有充分软化。此外,如果加热部211在高于220
°
的温度下加热或加热时间超过3秒,则设置在侧边134的内侧的密封剂层1351可能部分熔化而朝向电极组件10泄漏。其结果,电极组件10可能被污染,并且加热部211的热量可以传递到电极组件10而损坏电极组件10。
[0106]
如上所述,由于第二折叠部1345设置在内侧部分1342上,并且侧边134基于第二折叠部1345被二次折叠,所以内侧部分1342可以包括弯曲表面。另一方面,如上所述,由于主体21具有板状,所以加热部211可以在一定程度上形成为平坦的。因此,为了使加热部211容易地接触内侧部分1342,如图6所示,主体21可以具有关于纵向方向上的轴线的倾斜度并且被设置为与侧边134相邻。另外,即使加热部211与内侧部分1342接触以加热侧边134的内侧部分1342,由于接触面积不大,所以主体21中的加热部211可以形成为相比于按压部212相对较窄。
[0107]
根据本发明的实施例,主体21的加热部211可以包括从外侧接收电力以产生热的加热线圈(未示出)。为此,可以将诸如电池的电源部和外侧部分电源连接到主体21。另外,根据本发明的另一实施例,主体21的加热部211可以包括高温流体在其中流动的细管。为此,经由其引入和排出流体的入口管/出口管(未示出)可以连接到主体21,并且单独的泵(未示出)可以连接到入口管/出口管。也就是说,如果加热部211产生热量,则可以使用各种方法而不受限制。
[0108]
图7是示出根据本发明的一个实施例的用于折叠侧边134的设备2的按压部212按压侧边134的外侧部分1341的状态的示意性侧视图,图8是示出根据本发明的一个实施例的侧边134被折叠的状态的示意性侧视图。
[0109]
在加热部211加热侧边134的内侧部分1342之后,主体21旋转使得按压部212按压侧边134的外侧部分1341。这里,优选的是按压部212按压侧边134的远离第二折叠部1345的位置。这是因为随着按压位置远离第二折叠部1345,按压部212易于以较小的扭矩按压侧边134,第二折叠部1345用作侧边134的旋转中心。为此,如图7所示,主体21的宽度优选地形成为比侧边134的宽度长。
[0110]
当加热部211加热侧边134的内侧部分1342时,密封剂层1351的第一聚合物被软化。之后,当按压部212按压侧边134的外侧部分1341时,密封剂层1351的第一聚合物变形。然后,当在这个状态下经过一定时间时,密封剂层1351的第一聚合物冷却并硬化。因此,按压部212可以对外侧部分1341按压0.5秒以上,优选1秒以上。如果按压部212对外侧部分1341按压短于0.5秒的时间,则密封剂层1351的第一聚合物可能没有充分硬化,因此侧边134可能再次展开。
[0111]
用于折叠侧边的设备2可以进一步包括用于移动和旋转主体21的动力部(未示
出)。动力部可以移动主体21使其邻近侧边134,移动加热部211使其与内侧部分1342接触,并且旋转按压部212以按压外侧部分1341。
[0112]
在该工序中,在侧边134在二次电池1中朝向杯部133被折叠之后,侧边134在保持在折叠状态的同时可以不粘附到杯部133,因此可以不展开。这里,侧边134可以相对于第二折叠部1345以85
°
至95
°
的角度折叠,优选地以88
°
至92
°
的角度折叠。另外,侧边134可以在与杯部133相邻的位置处被折叠,使得侧边134与杯部133的外壁1333接触。具体地,当侧边134被折叠时,优选地,相对靠近杯部133的内侧部分1342被折叠。因此,可以进一步减小二次电池1的不必要的体积。然而,即使在这种情况下,侧边134和杯部133也不彼此粘附,并且侧边134的保持力增大以保持折叠状态。
[0113]
另一实施例
[0114]
图9是示出根据本发明的另一实施例的、第一侧边折叠装置的第一主体加热并且按压侧边的内侧部分的状态的示意性侧视图。图10是示出根据本发明的另一实施例的、第二侧边折叠装置的第二主体在靠近杯部的方向上直线移动的状态的示意性侧视图。图11是示出根据本发明的另一实施例的、第二侧边折叠装置的加热部加热侧边的内侧部分并且按压部按压侧边的外侧部分的状态的示意性侧视图。
[0115]
本发明的另一实施例与前述实施例的不同之处在于,第一侧边折叠装置500和第二侧边折叠装置700直线移动以执行折叠侧边134的操作。
[0116]
将尽可能省略与前述实施例重复的内容,并且实施例2的描述将侧重于不同之处。也就是说,显然,另一实施例中未描述的内容在必要时可以视为前述实施例的内容。
[0117]
参照图9至图11,根据本发明的另一实施例的用于折叠侧边的设备可以是折叠从袋型二次电池的电池壳体13中的杯部133向外延伸的侧边134的设备,并且包括第一侧边折叠装置500和第二侧边折叠装置700。
[0118]
第一侧边折叠装置500可以是用于初次折叠电池壳体13的侧边134的装置。另外,第二侧边折叠装置700可以是用于二次折叠电池壳体13的侧边134的装置。
[0119]
参照图9,第一侧边折叠装置500可以包括第一主体510,所述第一主体510具有圆形横截面并且被设置为与侧边134相邻并且在二次电池的纵向方向上伸长。第一主体510可以加热设置在侧边134的相对内侧处的内侧部分1342并且向内侧部分1342被折叠的方向按压内侧部分1342。
[0120]
杯部133可以包括设置在下侧的第一杯部133-1以及设置在第一杯部133-1的上方的第二杯部133-2。第一侧边折叠装置500的第一主体510可以从下侧向上,即沿从第一杯部133-1到第二杯部133-2的方向移动以加热并按压内侧部分1342。图9示出了第一主体510从下侧向上方向u移动以与内侧部分1342接触从而加热内侧部分1342并且还在折叠方向上按压内侧部分1342的状态。
[0121]
参照图10和图11,第二侧边折叠装置700可以包括第二主体721,所述第二主体721具有板状并且设置为与侧边134相邻并在二次电池的纵向方向上伸长。这里,第二主体721可以包括加热部711和按压部712。所述加热部711可以设置在第二主体721的一侧并且可以被配置为加热设置在侧边134的相对内侧处的内侧部分1342。另外,按压部712可以设置在第二主体721的另一侧,并且可以被配置为按压设置在侧边134的相对外侧处的外侧部分1341。
[0122]
在根据本发明的另一实施例的用于折叠侧边的设备中,在第一侧边折叠装置500使用第一主体510加热并且按压内侧部分1342之后(参见图9),第二侧边折叠装置700的第二主体721可以向靠近杯部133的方向移动(参见图10),并且加热部711可以加热内侧部分1342,按压部712可以还按压外侧部分1341以执行侧边134的折叠(参见图11)。
[0123]
在根据本发明的另一实施例的用于折叠侧边的设备中,在第一侧边折叠装置500加热并按压内侧部分1342之后,当第二侧边折叠装置700的第二主体721向靠近杯部133的方向移动时,第二主体721可以向靠近杯部133的方向直线移动。即,第二侧边折叠装置700的第二主体721可以不旋转而是直线移动并且可以靠近杯部133以执行折叠侧边134的操作。
[0124]
这里,第二主体721的直线移动可以是沿着与由杯部133的底部1332形成的平面平行的虚拟平面移动的直线移动。也就是说,第二主体721可以在不向朝向第一杯部133-1的向下方向或朝向第二杯部133-2的向上方向移动而仅沿靠近侧边134的方向f直线移动的同时执行折叠操作。
[0125]
根据本发明的另一实施例的使用折叠侧边的设备来折叠侧边134的方法如下。
[0126]
参照图9至图11,根据本发明的另一实施例的用于折叠侧边134的方法可以是折叠从袋型二次电池的电池壳体13中的杯部133向外延伸的侧边134的方法,并且包括初次折叠侧边134的工序和二次折叠侧边134的工序。初次折叠侧边134的工序可以是使用第一侧边折叠装置500初次折叠侧边134的工序。二次折叠侧边134的工序可以是使用第二侧边折叠装置700二次折叠侧边134的工序。
[0127]
参照图9,初次折叠侧边134的工序可以是使用第一侧边折叠装置500的第一主体510加热设置在侧边134的相对内侧处的内侧部分1342并且向内侧部分1342被折叠的方向按压内侧部分1342的工序,所述第一侧边折叠装置500包括第一主体510,所述第一主体510具有圆形横截面并且被设置为与侧边134相邻并且在二次电池的纵向方向上伸长。
[0128]
参照图10和图11,二次折叠侧边134的工序可以是这样的工序:第二侧边折叠装置700的第二主体721向靠近杯部133的方向移动(参见图10),以通过设置在其一侧的加热部711加热内侧部分1342,并且通过设置在其另一侧的按压部712按压设置在侧边134的相对外侧处的外侧部分1341(参见图11),其中,第二侧边折叠装置700包括第二主体721,所述第二主体721具有板状并且设置为与侧边134相邻并且在二次电池的纵向方向上伸长。这里,二次折叠侧边134的工序可以是在初次折叠侧边134的工序之后执行的工序。
[0129]
在根据本发明另一实施例的用于折叠侧边134的方法中,杯部133可以包括设置在下侧的第一杯部133-1以及设置在第一杯部133-1上方的第二杯部133-2。在初次折叠侧边134的工序中,第一侧边折叠装置500的第一主体510可以从下侧向上,即沿从第一杯部133-1到第二杯部133-2的方向移动以加热并且按压内侧部分1342。
[0130]
另外,在二次折叠侧边134的工序中,当第二侧边折叠装置700的第二主体721向靠近杯部133的方向移动时,第二主体721可以向靠近杯部133的方向f直线移动。此外,在这种情况下,第二主体721的直线移动可以是沿着与由杯部133的底部1332形成的平面平行的虚拟平面移动的直线移动。
[0131]
如上所述,根据本发明的另一实施例的用于折叠侧边的设备和方法可以具有这样的优点:能够在第一侧边折叠装置500的第一主体510和第二侧边折叠装置700的第二主体
721直线移动而不旋转的同时执行折叠操作。
[0132]
另外,第一主体510可以执行加热侧边134的内侧部分1342的操作,然后,第二主体721也可以执行加热内侧部分1342的操作。因此,它可以具有能够相对减少加热操作的最短所需时间的优点。
[0133]
本发明技术领域的普通技术人员将理解,在不改变技术构思或基本特征的情况下可以以其他特定形式实施本发明。因此,以上公开的实施例被认为是说明性的而不是限制性的。因此,本发明的范围由所附权利要求而非先前描述和本文中所描述的示例性实施例限定。在本发明的权利要求的等同含义内以及在权利要求范围内进行的各种修改应被视为在本发明的范围内。
[0134]
[附图标记的说明]
[0135]
1:二次电池
[0136]
2:用于折叠侧边的设备
[0137]
10:电极组件
[0138]
11:电极片
[0139]
12:电极引线13:电池壳体
[0140]
14:绝缘部21:主体
[0141]
111:正极片
[0142]
112:负极片
[0143]
121:正极引线
[0144]
122:负极引线
[0145]
131:第一壳体
[0146]
132:第二壳体
[0147]
133:杯部
[0148]
134:侧边
[0149]
135:袋膜
[0150]
136:桥
[0151]
137:排气部
[0152]
211:加热部
[0153]
212:按压部
[0154]
1331:容纳空间
[0155]
1332:底部
[0156]
1333:外壁
[0157]
1341:外侧部分
[0158]
1342:内侧部分
[0159]
1343:外端
[0160]
1344:第一折叠部
[0161]
1345:第二折叠部
[0162]
1352:密封剂层
[0163]
1352:水分阻隔层
[0164]
1353:表面保护层
[0165]
1354:拉伸辅助层
[0166]
500:第一侧边折叠装置
[0167]
510:第一主体
[0168]
700:第二侧边折叠装置
[0169]
721:第二主体
[0170]
711:加热部
[0171]
712:按压部
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1