铸造具有表面微结构的镜片的制作方法
铸造具有表面微结构的镜片
1.背景
技术领域
2.本披露内容涉及铸造在表面上具有微结构的热固性镜片。更具体地说,代替使用典型的玻璃或金属模具,提出了表面上具有微结构的塑料模具来铸造镜片。可选地,塑料模具可以预涂覆有反向硬质多涂层(hmc)叠层,以生产具有表面微结构的hmc涂层热固性镜片。
背景技术:
3.近视是一种普遍存在的眼部疾病;根据澳大利亚布赖恩霍尔顿视力研究所的数据,2000年全球约有23%(14亿人)患有近视,到2050年,全球50%的人口(48亿人)将变近视。高度近视会增加威胁视力的问题(比如视网膜脱离、白内障和青光眼)的风险。因此,减缓儿童近视的发展非常重要。近年来进行的几项研究表明,在常规单光(sv)镜片的前表面(凸表面)上使用微透镜在周边引入近视散焦对于减缓近视进展非常有效。
4.铸造具有表面微透镜(或其他微结构,比如菲涅耳)的热固性镜片,需要在凹表面或凸表面上具有微透镜的模具。然而,即使使用微机加工,制造在表面上具有精确微透镜的玻璃模具在技术上也是不可行的。而且,通过直接微机加工或来自母版复制的镍模具是非常昂贵的,尤其是考虑到铸造操作需要大量模具时。因此,一种用于制造具有表面微透镜和/或其他微结构的铸造模具的成本有效的解决方案对于以合理的成本生产具有表面微透镜的热固性镜片极其重要,以使其可广泛获得,尤其是对于有需要的人,以帮助克服近视流行。
技术实现要素:
5.一种根据本披露内容的方法包括:
6.使用第一模具、通过热塑性注射成型制造热塑性模具元件,其中微结构呈凹凸形式一体地形成在该热塑性模具元件上;以及
7.使用第二模具、通过热固性铸造技术铸造镜片,该第二模具包括该热塑性模具元件,使得微结构图案一体地形成在该镜片上,其中该热塑性模具元件上的这些微结构相对于该镜片上的该微结构图案呈凹凸形式。
8.该铸造热固性镜片通常可以是眼镜眼科镜片。
附图说明
9.图1是可以结合本构思的实施例使用的热塑性注射成型工艺的示意框图。
10.图2是可以结合本构思的实施例使用的镜片的热固性铸造工艺的示意框图。
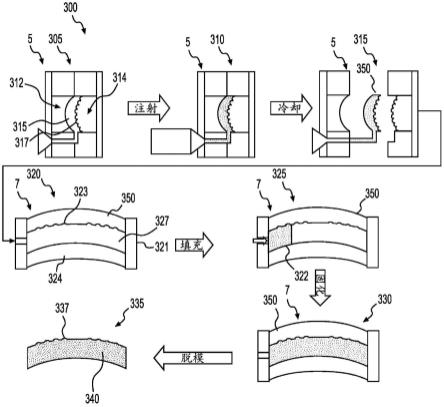
11.图3是可以实现本实施例的示例镜片铸造工艺的示意框图。
12.图4是可以结合本实施例使用的可选涂层工艺的示意框图。
13.图5是可以实现本实施例的示例性镜片铸造工艺的流程图。
具体实施方式
14.本披露内容通过其某些实施例得到最佳描述,这些实施例在本文中参考附图进行详细描述,其中类似的附图标记始终指代类似的特征。应当理解,当在本文中使用时,术语“披露内容”旨在表示作为以下描述的实施例的基础的发明构思,而不仅仅是实施例本身。还应当理解,总的发明构思不限于以下描述的说明性实施例,并且应以这种方式阅读以下描述。
15.此外,“示例性”一词在本文中用来指“用作示例、实例或说明”。本文中指定为示例性的构造、工艺、设计、技术等的任何实施例不一定被解释为比其他这样的实施例更优选或有利。本文中指示为示例性的示例的特定品质或适用性既不是意图也不应该被推断。
16.图1是典型的热塑性注射成型工艺100的示意框图。在操作110中,模具型腔115形成在凹(cv)模具嵌件112与光滑的凸(cx)嵌件114之间,该凹模具嵌件具有设置在其凹表面上的凹微透镜,这些凹微透镜代表性地示出在微透镜117处并且在本文中代表性地称为(多个)微透镜117。每个微透镜117可以配置有特定的光学特性,例如焦距、数值孔径等。在操作120中,熔融热塑性塑料(例如,聚碳酸酯(pc)、聚(甲基丙烯酸甲酯)(pmma)和聚酰胺(pa,亦称nylon))被注入腔室115。模具可以被冷却并且在冷却期之后,工艺100可以过渡到操作130,由此可以将具有设置在其凸表面上的微透镜137的sv镜片135从模具中顶出或以其他方式释放。
17.典型地,cv嵌件112是具有镍磷(nip)镀层的钢嵌件。凹微透镜117通过对nip进行微机加工而在嵌件中创建。这种方法已被证明可以成功地生产在cx表面上具有微透镜的sv pc镜片,比如具有设置在其上的微透镜137的sv镜片135,具有良好的品质。
18.图2是镜片的热固性铸造工艺200的示意框图。铸造具有像微透镜等表面微结构的热固性镜片仍然非常具有挑战性。一个困难在于没有一种成本有效的解决方案来制造在表面上具有凹微透镜(呈凹凸形式的凸微透镜)的铸造模具。如图2所示,热固性镜片铸造工艺200使用模具10,该模具包括两个模具元件212和214,这两个模具元件用垫圈215或其他密封机构(比如胶带)密封。在操作210中,型腔217通过垫圈215的方式形成,该垫圈保持两个模具元件212和214彼此分开。在操作220中,用单体222填充模具10的型腔217。在填充之后,工艺200过渡到操作230,由此将整个模具10放置在烘箱中以将单体热固化几个小时。在操作240中,所得镜片248从模具10中脱模。
19.与连续注射成型工艺100不同,热固性镜片铸造工艺200(尤其是固化步骤)是一个非常冗长的批量工艺,并且需要同时处理许多模具组件以满足体积需求和成本目标。因此,热固性镜片铸造操作所需的模具数量是巨大的。典型地,玻璃和/或镍复制品用于构建铸造模具。由于成本高,模具必须清洗和重复使用,这需要非常广泛的模具清洗操作。
20.需要一种用于制造具有表面微透镜和/或其他微结构的铸造模具的成本有效的解决方案。本发明构思的实施例通过注射成型生产铸造模具元件。如上所述,在cx表面具有微透镜的sv pc镜片可以通过注射成型成功地生产出来。因此,本披露内容的一个想法是使用pc(或其他热塑性塑料)镜片作为具有表面微透镜(或其他微结构)的模具元件来铸造热固性镜片。
21.图3是可以实施本披露内容的示例镜片铸造工艺300的示意框图。操作305、310和315可以分别类似于参考图1描述的操作110、120和130来执行。特别地,包括在其之间形成型腔315的cv嵌件312和cx嵌件314的第一模具5用热塑性塑料填充、经冷却并且将镜片350顶出。然而,在这种情况下,镜片350是用于铸造最终热固性镜片340的第二模具7的部件,并且在本文中将被称为模具7的模具元件350。应当注意,在cx嵌件314上形成的微结构与它们在最终镜片340中出现的一样,这意味着模具元件350上的微结构相对于将微结构设置在最终镜片340上的方式呈凹凸形式。
22.一旦已经制造了模具元件350,工艺300的操作320、325、330和335就可以分别类似于参考图2描述的操作210、220、230和240来执行。特别地,模具元件350可以与第二模具元件324配对,该第二模具元件可以通过类似于制造模具元件350的工艺来制造。模具对350和324可以通过垫圈321保持分开以在其之间形成腔室或型腔327。型腔327(其包括微结构凹凸图案323)可以填充有单体322,然后将该单体固化并脱模成镜片340,该镜片具有在其cx表面上形成的微结构图案。
23.图4是可以结合本披露内容使用的可选涂层工艺400的示意框图。pc模具9可以包括模具元件350和324、以及上述的垫圈321,其中模具元件350具有形成在其上的呈凹凸形式的表面微透镜。此外,在操作410中,可以将反向硬质多涂层(hmc)叠层442施加到模具9,使得在操作420中将hmc叠层442适当地转移到所得的热固性镜片340。这样做的另一个好处是保留微透镜设计,这典型地会受到硬质涂层应用的影响。
24.图5是可以实施本构思的示例性镜片铸造工艺500的流程图。在操作505中,在第一模具上形成微结构,并且在操作510中,用热塑性塑料填充第一模具。在操作515中,确定热塑性塑料是否凝固,如果是,则工艺500可以过渡到操作520,通过该操作,第二模具由通过热塑性注射成型操作产生的模具元件构成。在操作525中,可以将hmc施加到热塑性模具元件的微结构侧,并且在操作530中,用热固性单体、例如本文所述的单体之一填充第二模具。在操作535中,将第二模具加热到低于玻璃化转变温度,如下所述。在操作540中,确定热固性塑料是否已经充分固化,如果是,则在操作545中可以从第二模具中移除其上形成有微结构的所得镜片。
25.还可以实施本披露内容的其他变体。例如,可以在凸pc模具表面上放置微结构,以生产在凹表面上具有微结构的热固性镜片。或者,可以在凹和凸pc模具两者上都具有微结构,以铸造在两侧上都具有微结构的热固性镜片。而且,还可以将反向hmc叠层施加到凸pc模具,以生产在两侧上都具有hmc的镜片,这尤其适用于铸造成品镜片。
26.进一步,除了pc之外,许多透明或不透明的热塑性材料(比如聚酰胺、聚砜、聚酯、聚醚醚酮(peek))可以用于生产铸造模具。当模具材料对uv透明时,就像许多不含uv吸收剂(uva)的透明热塑性塑料一样,可以使用可uv固化的单体来代替或补充可热固化的单体来铸造镜片。主要限制是模具材料的玻璃化转变温度(tg)需要显著高于铸造工艺的固化温度(t
固化
),以防止模具变形导致所得镜片的光学性能不良。优选使tg≥t
固化
+20(℃)。还可以特别注意模具材料的热膨胀,因为这样可能会导致所得热固性镜片、尤其是表面微结构的尺寸误差。热塑性塑料的热膨胀通常由iso 11359-2中的“线性热膨胀系数(cte)”表征。优选使cte≤1e-4(1/℃),以避免铸造镜片尺寸误差。
27.尽管本披露内容已被描述为使用热塑性模具通过注射成型来铸造热固性镜片,但
也可以通过对塑料镜片或块的直接微机加工来构建模具。当然,这种方法不如注射成型具有成本效益。但它仍然是比使用镍模具成本更低的解决方案。
28.可以用于本披露内容的单体的示例包括烯丙基碳酸酯、丙烯酸酯、异氰酸酯和硫醇、环硫化物等。
29.最后,本实施例的一些优点是:具有表面微结构的热固性铸造模具可以使用镀nip钢嵌件、通过pc注射成型来批量生产;pc模具的成本显著低于镍复制品、一次性并且可以回收利用。除了使用可热固化的单体之外,还可以使用可uv固化的单体。用hmc对pc模具预涂覆可保持微透镜设计的准确性,从而防止由于硬质涂层而导致的光学误差。
30.图中的流程图和框图说明了根据本披露内容的各种实施例的系统和方法的可能实现方式的架构、功能和操作。在这方面上,流程图或框图中的每个框可以表示一个模块、段或部分代码,其包括用于实现(多个)指定逻辑功能的一个或多个可执行指令。还应当注意,在一些替代性实现方式中,框中所标注的功能可能不按图中标注的顺序出现。例如,连续显示的两个框实际上可以基本上同时执行,或者有时这些框可以以相反的顺序执行,这取决于所涉及的功能。还将注意,框图和/或流程图说明的每个框以及框图和/或流程图说明中框的组合可以由执行指定功能或动作的基于专用硬件的系统或者专用硬件和计算机指令的组合来实现。
31.本文中使用的术语仅出于描述特定实施例的目的,并不旨在限制实施例。如本文所使用的,单数形式的“一(a)”、“一个(an)”和“该”还旨在包括复数形式,除非上下文另外明确指出。将进一步理解的是,术语“包括(comprises)”和/或“包括(comprising)”,当在本说明书中使用时,指定声明的特征、整数、步骤、操作、元件和/或部件的存在,但是不排除一个或多个特征、整数、步骤、操作、元件、部件和/或其群组的存在或添加。
32.以下权利要求中的所有装置或步骤加上功能元件的相应结构、材料、动作和等同物旨在包括用于结合如具体要求保护的其他要求保护的元件执行功能的任何结构、材料或动作。本披露内容的描述已经出于说明和描述的目的而呈现,但是不旨在穷举或限制于所披露形式的披露内容。在不脱离本披露内容的范围和精神的情况下,许多修改和变化对于本领域普通技术人员将是显而易见的。选择和描述实施例是为了最佳地解释本发明的原理和实际应用,并且使本领域的其他普通技术人员能够理解具有适合于所设想的特定用途的各种修改的各种实施例的披露内容。
33.上面的描述旨在说明本发明构思的可能实现方式并且不是限制性的。在阅读本披露内容后,许多变化、修改和替代对于本领域技术人员将变得显而易见。例如,可以替换与所示和描述的部件等效的部件,因此可以组合单独描述的元件和方法,并且描述为离散的元件可以分布在许多部件上。因此,本披露内容的范围不应参考以上描述,而是参考所附权利要求及其全部等同物来确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1