热压机以及用于在所述热压机中在真空下硫化车辆轮胎的方法与流程
1.本发明涉及一种用于在真空下硫化车辆轮胎的热压机,该热压机具有:两件式机罩,该两件式机罩由机罩上部零件和机罩下部零件构成;以及容器,该容器布置在该机罩上部零件中并且具有硫化模具,该硫化模具具有用于成型轮胎的模具零件,其中,该机罩上部零件和该机罩下部零件连接至该容器,使得该机罩在经过在轴向方向上进行的总行程而被合拢时,该硫化模具的这些模具零件可以在径向方向上闭合,在该总行程的过程期间,可以使一个机罩的敞开端几乎无游隙地伸入第二机罩的敞开端中,其中,该总行程由第一部分行程和第二部分行程构成,其中,在该第一部分行程之后,这些机罩零件在第一重叠区域中重叠并且该硫化模具仍是打开的,并且其中,在该第二部分行程之后,这些机罩零件在第二较大重叠区域中重叠并且该硫化模具闭合。
2.本发明还涉及一种用于在上述这种热压机中在真空下硫化生胎的方法。
背景技术:
3.上述热压机是用于在大气条件下硫化车辆轮胎的标准热压机。
4.热压机包括所谓的容器,该容器包括实际的分段式硫化模具,该分段式硫化模具具有成型轮胎的模具区段以及胎壁壳体和胎圈环。此外,设置了加热腔室以控制模制零件的温度。在硫化期间,容器被2件式闭合机罩包围,在现有技术中,该2件式闭合机罩主要用于在硫化期间进行隔温。
5.为了尽可能避免轮胎表面上的缺陷,必须去除生胎的表面与模具面的表面之间的空气。出于此目的,通常已知要在模具零件的模具面中设置1000个至5000个通风阀。借助于这些通风阀,来自模具腔的空气通过通风通道径向地和轴向地向外排出。然而,新的硫化模具的模具零件必须配备有这些阀。此外,这些阀往往会由于从供硫化的轮胎进入的橡胶而变得脏污,使得必须更换或清洁所述阀,这需要大量的支出。
技术实现要素:
6.本发明基于以下目的:提供一种用于在真空下硫化车辆轮胎的热压机,利用该热压机,可以可靠地在真空下硫化车辆轮胎,而且无需在硫化模具中设置通风阀。提供一种用于以在时间方面高效的方式在真空下硫化车辆轮胎的方法同样也是本发明的目的。
7.关于该热压机,该目的是这样实现的:使得能够在机罩的内部中产生真空,
[0008]-机罩上部零件和机罩下部零件被设计成气密的,
[0009]-至少一个环形密封件布置在两个机罩零件中的至少一个机罩零件中、在第一重叠区域的区域中,
[0010]-可以借助于泵和真空罐在机罩的内部空间中产生真空,并且其中,真空罐和泵连接至机罩的内部空间,并且其中,真空罐和泵彼此连接。
[0011]
真空用于去除硫化模具中(特别是在轮胎的外表面与硫化模具的模制零件的模具
表面之间)的空气,以便能够制造出高品质且无缺陷的用于硫化的轮胎。
[0012]
此外,至关重要的是,硫化模具本身没有用于对模具腔进行通风的通风器件。藉由在真空下进行硫化,省略了现有技术中布置在硫化模具中的1000个至5000个通风阀(来自模具腔的空气通过这些通风阀径向地向外部排出)。以此方式,不再需要对由于通风器件而在轮胎上形成的橡胶溢料进行后处理,而且不再需要对不再具有功能性的通风阀进行更换和/或清洁。这些都很耗时且昂贵。此外,藉由在真空下进行硫化,硫化的轮胎的外形完全没有缺陷,因此具有完美的外观。
[0013]
此外,对于本发明至关重要的是,仅修改两件式机罩即可,使得所述机罩借助于新设置的密封件而成气密的,并且从第一部分行程的阶段开始就将真空保持在该机罩的内部。明确的意图是,不对容器或硫化模具进行与空气密封措施有关的修改。
[0014]
表述“真空”是指在950mbar(abs)至0.1mbar(abs)的范围内的空气压力。
[0015]
优选地,环形密封件具有圆形或多边形截面。
[0016]
有利的是,环形密封件布置在机罩下部零件中。机罩下部零件通常被布置成是静态的,而机罩上部零件进行轴向移动。通过确保机罩上部零件和机罩下部零件在各自情况下借助于至少一个环形密封件相对于彼此密封起来而产生真空。
[0017]
为了改进两个机罩零件相对于彼此的机械支撑,除了密封件之外还使用了由耐磨损耐高温聚合物(例如peek)构成的滑动带。
[0018]
有利的是,环形密封件布置在圆环形凹槽中,其中,该环形密封件在密封状态下的直径略微大于该凹槽的深度。“略微大于”意指,当被安装到凹槽中并且在密封状态下时,相对于该密封件的无压缩几何形状而言,该密封件最多压缩40%。通过凹槽相对于密封件几何形状的精确设计,防止了因两个机罩零件的相对移动而导致对(多个)密封件的损坏,并且提高了耐用性。
[0019]
在本发明的一个实施例中,环形密封件由固体材料构成。固体材料可以由对于密封件而言已知的一种或多种材料(比如fkm或ffkm)构成。这些密封件价格低廉且易于处理。
[0020]
在本发明的替代性实施例中,环形密封件是软管,该软管在其直径方面是可变的。这具有的优点是,由于机罩零件之间的相对移动而对环形密封件施加的负载较小,而且所述环形密封件只有在需要密封作用时才会在直径方面扩大。
[0021]
在本发明的另外的替代性实施例中,环形密封件(9)是差动膨胀式双环形密封件。这具有的优点是,任何泄漏都可以用低水平的泵功率进行补偿。
[0022]
有利的是,真空罐的体积是闭合的机罩(包括模具、容器、生胎、加热囊)的体积的大约5倍至10倍。由此确保了可以可靠地在机罩中产生真空。此外,产生所需真空所需的时间显著减少。这可以在正常装载和卸载过程期间进行。
[0023]
关于该方法,本发明是这样实现的:依次进行以下步骤:
[0024]
a)通过将用于硫化的生胎置于容器中来装载打开的热压机,
[0025]
b)将机罩合拢/闭合,在该过程期间,一个机罩的端部经过第一限定距离而伸入第二机罩的端部中,以便闭合机罩,从而使得两个机罩在环形密封件的区域中重叠,
[0026]
c)只有在环形密封件是在其直径方面可变的软管的情况下:使圆环形软管密封件膨胀,以便以真空密封方式将机罩密封起来,
[0027]
d)打开真空罐与机罩之间的连接,以便通过真空罐与机罩之间的压力均衡在已经
以真空密封方式闭合的机罩中产生部分真空,其中,容器尚未完全闭合,
[0028]
e)当在机罩中实现了部分真空时:关闭真空罐与机罩之间的连接,打开机罩与泵之间的连接,并且将机罩中的剩余空气泵出,以便产生真空,随后
[0029]
f)使该机罩在第二机罩的端部中经过另外的限定距离而合拢/闭合,以便闭合容器,因此以便闭合硫化模具,关闭机罩与泵之间的连接,
[0030]
g)硫化生胎,打开泵与真空罐之间的连接,然后在真空罐中产生真空,其中,泵与机罩的连接以及真空罐与机罩的连接各自关闭,
[0031]
h)打开热压机,然后卸下完全硫化的轮胎,
[0032]
以及重复步骤a)至h)以便硫化每个另外的轮胎。
[0033]
借助于上述方法,可以以在时间方面高效的方式进行轮胎硫化。在对第一轮胎进行硫化期间,真空罐已经准备好在机罩中产生真空以对第二下一轮胎进行硫化,这样可以在极短的时间内在机罩中产生真空。
[0034]
有利的是,为了促进步骤h),在此步骤之前,将布置在机罩中的另外的阀打开,以便耗尽机罩中的真空,随后再将该阀关闭。
附图说明
[0035]
将基于以下示意性的图1至图4对热压机以及用于对充气车辆轮胎进行真空硫化的方法的示例性实施例以及另外的优点进行描述。在附图中:
[0036]
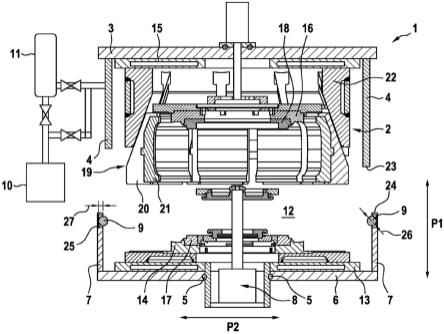
图1示出了根据本发明的热压机,其中容器处于打开状态;
[0037]
图2示出了在第一部分行程之后处于闭合阶段的图1的热压机;
[0038]
图3示出了在第二部分行程之后处于闭合状态的图1和图2的热压机;
[0039]
图4示出了根据本发明的另一个热压机,其中容器处于打开状态。
[0040]
附图标记清单
[0041]1ꢀꢀꢀꢀꢀꢀꢀ
热压机
[0042]2ꢀꢀꢀꢀꢀꢀꢀ
容器
[0043]3ꢀꢀꢀꢀꢀꢀꢀ
热压机上部零件
[0044]4ꢀꢀꢀꢀꢀꢀꢀ
机罩上部零件
[0045]5ꢀꢀꢀꢀꢀꢀꢀ
密封件
[0046]6ꢀꢀꢀꢀꢀꢀꢀ
热压机下部零件
[0047]7ꢀꢀꢀꢀꢀꢀꢀ
机罩下部零件
[0048]8ꢀꢀꢀꢀꢀꢀꢀ
中央机构
[0049]9ꢀꢀꢀꢀꢀꢀꢀ
环形密封件
[0050]
10
ꢀꢀꢀꢀꢀꢀ
泵
[0051]
11
ꢀꢀꢀꢀꢀꢀ
真空罐
[0052]
12
ꢀꢀꢀꢀꢀꢀ
机罩的内部空间
[0053]
13
ꢀꢀꢀꢀꢀꢀ
下部加热板
[0054]
14
ꢀꢀꢀꢀꢀꢀ
下部胎壁壳体
[0055]
15
ꢀꢀꢀꢀꢀꢀ
上部加热板
[0056]
16
ꢀꢀꢀꢀꢀꢀ
上部胎壁壳体
[0057]
17
ꢀꢀꢀꢀꢀꢀ
下部胎圈环
[0058]
18
ꢀꢀꢀꢀꢀꢀ
上部胎圈环
[0059]
19
ꢀꢀꢀꢀꢀꢀ
区段环
[0060]
20
ꢀꢀꢀꢀꢀꢀ
区段靴座
[0061]
21
ꢀꢀꢀꢀꢀꢀ
轮廓区段/模具区段
[0062]
22
ꢀꢀꢀꢀꢀꢀ
闭合环
[0063]
23
ꢀꢀꢀꢀꢀꢀ
机罩上部零件的下边缘
[0064]
24
ꢀꢀꢀꢀꢀꢀ
机罩下部零件的上边缘
[0065]
25
ꢀꢀꢀꢀꢀꢀ
凹槽
[0066]
26
ꢀꢀꢀꢀꢀꢀ
环形密封件的直径
[0067]
27
ꢀꢀꢀꢀꢀꢀ
凹槽的深度
[0068]
28
ꢀꢀꢀꢀꢀꢀ
第一重叠区域
[0069]
29
ꢀꢀꢀꢀꢀꢀ
第二重叠区域
[0070]
th1ꢀꢀꢀꢀꢀ
第一部分行程
[0071]
th2ꢀꢀꢀꢀꢀ
第二部分行程
[0072]
gh
ꢀꢀꢀꢀꢀꢀ
总行程
具体实施方式
[0073]
图1示出了根据本发明的热压机1,其中容器2处于打开状态。可以将生胎置于热压机1中。
[0074]
热压机1包括连接至机罩上部零件4的压机上部零件3和连接至机罩下部零件7的压机下部零件6,并且具有对应的用于定位轮胎以进行硫化的机构、用于致动硫化模具的组成零件的机构、用于引入加热介质的机构、以及用于取出完全硫化的轮胎的机构。在硫化过程期间,容器2被由机罩上部零件4和机罩下部零件7构成的两件式机罩封闭。设置了“中央机构”8。可以置于生胎(未展示)中的加热囊(未展示)紧固至中央机构8。此外,喷嘴(未展示)布置在中央机构8上,加热介质可以通过这些喷嘴被引入加热囊(未展示)中。
[0075]
机罩上部零件4和机罩下部零件7具有气密或真空密封设计,并且出于此目的在机罩零件4、7中的每个机罩零件与中央机构8之间具有密封件5。此外,为了使由两个机罩零件4、7构成的闭合的机罩真空密封,环形密封件9布置在机罩下部零件7中,该环形密封件指向机罩内部空间(图1至图3)或在本发明的另一个实施例中指向机罩外部空间(图4)。在图1至图3的实施例中,机罩上部零件4的直径小于机罩下部零件7的直径并且因此伸入机罩下部零件7中。图4中的本发明的其他实施例与图1至图3的实施例的不同之处在于,机罩下部零件7中的密封件指向机罩外部空间,并且机罩上部零件4的直径大于机罩下部零件7的直径,使得机罩上部零件4在机罩零件被合拢时封闭机罩下部零件7。环形密封件9是软管,该软管在其直径26方面是可变的,并且布置在机罩下部零件中的凹槽25中、在面向机罩上部零件的一侧上。该环形密封件的直径26略微大于该凹槽的深度27。
[0076]
可以借助于泵10和真空罐11在机罩内部空间12中产生真空,其中,真空罐11和泵10连接至机罩的内部空间12,并且其中,真空罐11和泵10彼此连接。藉由特别是在轮胎模制期间和在硫化期间在机罩内部空间12中提供真空,整体省略了布置在硫化模具的模具面中
的常规通风阀。
[0077]
容器2是现有技术中已知的常规容器2。
[0078]
容器2包含分段式硫化模具,该分段式硫化模具具有下部加热板13、下部胎壁壳体14、上部加热板15、上部胎壁壳体16、下部胎圈环17和上部胎圈环18。硫化模具的出于打开和闭合目的而在竖直方向(箭头p1)上移动的那些组成零件包括区段环19,该区段环由七至九个区段靴座20和紧固至这七至九个区段靴座的轮廓/模具区段21以及上部胎壁壳体16和上部胎圈环18构成。在打开硫化模具期间,区段靴座20在图1中的箭头p2的方向上径向移动分开,从而释放出完全硫化的轮胎。在上部加热板15上布置有闭合环22,该闭合环具有成斜面的内表面,该成斜面的内表面与区段环19的区段靴座20的成斜面的外表面相互作用,使得在使硫化模具闭合期间,区段靴座20一起在径向方向上移动以形成闭合的区段环19。在下部加热板13、上部加热板15和闭合环22中结合有加热腔室,至少一种加热介质(特别地,饱和蒸汽(水蒸气))被引入这些加热腔室中以对轮胎进行硫化。以此方式,生胎(未展示)经由区段靴座20、胎壁壳体14、16和胎圈环17、18被从外部加热,因此这种加热通常被称为外部加热。
[0079]
常规的加热囊(未展示)以已知的方式布置并且填充有至少一种加压的加热介质,以便使生胎从内部在模具中居中,其中,使得加热囊呈符合轮胎的环形形状。由于生胎通过加热囊被从内部加热,因此这种加热类型被称为内部加热。
[0080]
图2展示了在第一部分行程th1之后处于闭合阶段的图1的热压机。在第一部分行程th1之后,机罩上部零件4的敞开端在轴向方向上移动一定行程,以便几乎无游隙地突出到静态的机罩下部零件7的敞开端中。机罩零件4、7在第一重叠区域28中彼此重叠,环形密封件9布置在该第一重叠区域中。硫化模具仍是打开的。现在,通过环形密封件9将由两个机罩零件4、7构成的机罩以真空密封方式密封起来。打开真空罐11与机罩4、7之间的连接,以便在机罩4、7中产生真空,其中,真空罐11处于真空状态。所述真空已经在前一个轮胎的先前硫化时间段期间由泵10产生。真空罐11的体积是闭合的机罩4、7的体积的大约5倍至10倍。
[0081]
图3示出了在第二部分行程th2之后处于闭合状态的图1和图2的热压机。在已经在图2的闭合的机罩4、7中产生真空之后,执行第二部分行程th2使得已经抽空空气的硫化模具完全闭合,而且真空罐11与机罩4、7之间的连接闭合。
[0082]
第一部分行程th1和第二部分行程th2相加得到总行程gh。轮胎被硫化。在乘用机动车辆轮胎的情况下,该轮胎的硫化花费大约15分钟。在此时间期间,打开泵10与真空罐11之间的连接,以便在真空罐11中产生真空,其中,泵10与机罩4、7的连接和真空罐11与机罩4、7的连接各自闭合。在完成对轮胎的硫化之后,机罩4、7的机罩体积经由阀(未展示)而充入空气,并且打开热压机1,以便从硫化模具中卸下完全硫化的轮胎。出于此目的,机罩上部零件4首先向上移动,且轮廓区段21同时在径向方向上向外移动。轮胎被释放。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1