用于将电子部件紧固装置准备并固定至外胎的设备和方法与流程
本发明涉及将可包含电子部件的紧固装置固定至气动外胎。更具体地,本发明涉及一种准备及固定设备,其能够使紧固装置优化放置并牢固固定在相应轮胎内侧,而不会降低工业生产率。
背景技术:
1、在轮胎制造的领域中,已经有电子部件集成至包括轮胎包封件(或者“外胎”)和车轮的组件中。一个或更多个电子部件通过图1中所示出的紧固装置10附接至外胎的内侧。作为实例给出的紧固装置10表示用于tms(或者“轮胎安装系统”)类型的电子元件的紧固装置。紧固装置10包括底座12,其具有前表面12a和相对的顶表面12b,所述前表面12a附接至选定的外胎。紧固装置10还包括保持壁14,所述保持壁14从底座12的顶表面12b延伸并且终止于开口16。开口16可以加宽以在紧固装置10内产生足以插入并取出电子元件的空间s。空间s由作为底座12的一部分的底部12c以及由保持壁14的内壁14a来界定。限定紧固装置的局部参考系中的竖直方向的旋转轴线x-x穿过底部12c的中心c。紧固装置10由弹性体材料(例如,天然橡胶、合成弹性体以及其组合和等效物)制成。本文使用的术语“弹性体”是指包括tpes(“热塑性弹性体”的缩写)的所有弹性体,例如二烯聚合物(即,包括二烯单元、硅、聚氨酯和聚烯烃)。这些混合物能够用于电子装置的通信性能,并且它们具有能够用于紧固装置的弹性变形的天然柔性。电子元件紧固装置的实例在现有技术中是已知的,这些实例由申请人的公开文献wo2018/150140和wo2018/150141以及欧洲专利ep2797760说明。
2、因此,存在有能够用于外胎中不同紧固装置的安装的相关方法。例如,美国专利6,309,494公开了一种用于在粘合剂的涂布之前将紧固件粘合至粗糙外胎的预定位置的方法,所述粘合剂将对电子元件(其作为监控装置)进行粘合。并且,ep1604809公开了一种用于准备并定位气动外胎的表面以执行紧固装置的安装的方法。并且,公开文献wo2019/161368公开了一种用于将紧固装置安装至气动外胎的内表面以执行紧固装置的安装的方法。所公开的方法包括机器人处理外胎的内表面,选择和定位待安装的紧固装置,以及对紧固装置施加足够的压力以确保其粘合至外胎的内表面。
3、为了实现工业生产率,仍有必要掌握紧固装置的固定方法的所有步骤。因此,公开的发明结合了外胎和紧固装置相对于彼此的定位控制。因此,通过维持紧固装置的不被妨碍以及维持可能位于紧固装置的电子元件的功能,来确保在紧固装置的安装周期之间的可靠固定。
技术实现思路
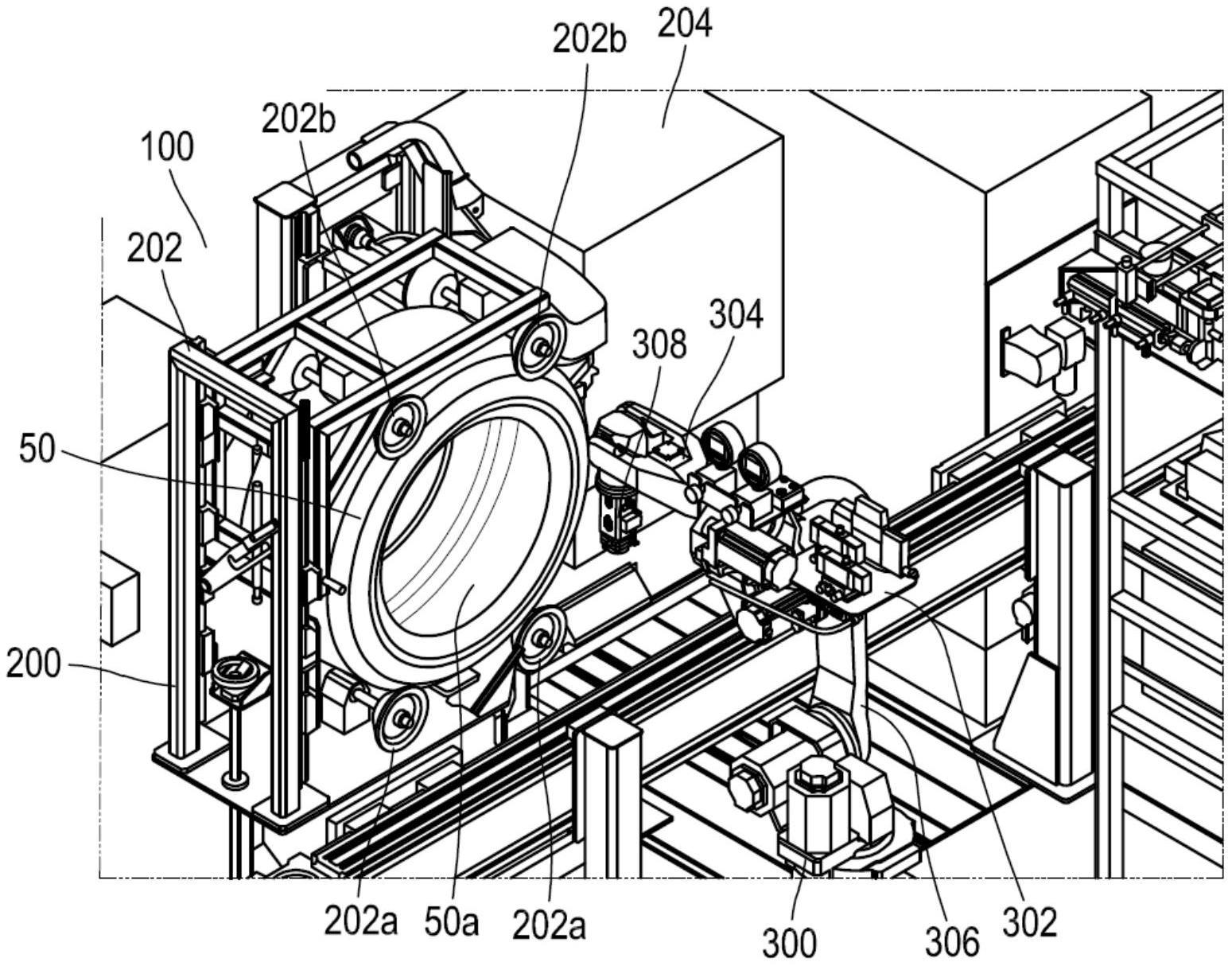
1、本发明致力于一种用于将紧固装置固定至外胎的内表面的准备及固定设备,所述紧固装置具有相对于旋转轴线所穿过的中心的大致圆柱形凸缘,所述凸缘具有前表面和相对的顶表面,保持壁从所述相对的顶表面延伸并且终止于开口,所述开口能够使电子元件安装在由底座和内壁界定的空间中,其特征在于,所述设备包括:
2、-定位装置,其管理外胎的定位,所述定位装置具有固定支撑件和引导外胎围绕其旋转轴线旋转的一个或更多个旋转装置;和
3、-固定装置,其执行将紧固装置固定至外胎的内表面的预定位置,所述固定装置包括:
4、-机器人,其具有由可枢转细长臂支撑并且从细长臂延伸至自由端的夹持装置;和
5、-夹持器,其在夹持装置的自由端处沿着纵向轴线布置,实现紧固装置在等待位置和对接位置之间移动,在所述等待位置夹持器通过其保持壁来保持紧固装置而不发生变形,在所述对接位置夹持器使紧固装置朝向外壳移动从而实现紧固装置对接在外胎的内表面的预定位置,所述夹持器包括:
6、-外壳,其具有固定外壳和滑动外壳,所述滑动外壳沿着夹持器的纵向轴线布置,所述外壳在附接端和对接端之间具有预定长度,在所述附接端实现将外壳可移动地附接至机器人,在所述对接端实现将附接装置对接至外胎;和
7、-对接指状物,其具有与夹持器的纵向轴线共同的纵向轴线,所述指状物具有在致动端和相对的变形端之间延伸的预定长度,在所述致动端执行指状物的往复运动,在所述相对的变形端当夹持器停止工作时在指状物和沿着指状物的纵向轴线对准的紧固装置的中心之间执行接合。
8、在该设备的一些实施方案中,外壳的固定外壳在外壳的紧固端和相对端之间延伸,以限定滑动外壳延伸至其中并且使控制致动器布置至其中的空间,控制致动器往复运动以实现滑动外壳在延伸位置和收缩位置之间沿着纵向轴线进行相应移动,在所述延伸位置滑动外壳相对于固定外壳延伸,在所述收缩位置滑动外壳相对于固定外壳收缩;外壳的滑动外壳在邻近固定外壳的相对端布置的激活端和对接端之间延伸至固定外壳的空间,以限定指状物延伸至其中并且变形致动器布置至其中的空间,变形致动器往复运动以实现指状物在夹持位置和变形位置之间进行相应移动,在所述夹持位置紧固装置通过夹持器保持于等待位置,在所述变形位置指状物接合于紧固装置的中心。
9、在该设备的一些实施方案中,夹持器进一步包括布置在外壳的对接端的夹持腔室,所述夹持腔室包括:
10、-大致圆柱形构件,其在附接端和具有覆盖区的变形端之间延伸,在所述附接端夹持腔室接合外壳的对接端,在所述变形端夹持器与紧固装置的底座的上表面接触;和
11、-中心导管,其具有与夹持器和指状物的纵向轴线共同的纵向轴线,其中,所述中心导管能够使指状物在指状物的夹持位置和变形位置之间自由移动,使得指状物相对于中心导管的定位能够使夹持腔室中的轮廓被限定对应于紧固装置的保持壁的轮廓。
12、在该设备的一些实施方案中,固定装置进一步包括真空控制系统,包括:
13、-至少一个真空发生器,其向夹持器提供真空;
14、-一个或更多个歧管,其控制向夹持器的真空输送;以及
15、-一个或更多个压力调节器,其能够调节供应至夹持器的真空压力。
16、在该设备的一些实施方案中,旋转装置包括一个或更多个下滚轮以及一个或更多个上滚轮,外胎安装在所述下滚轮上,所述上滚轮由固定支撑件的框架保持于较高的位置,每个下滚轮和每个上滚轮呈现与外胎的各个侧面接合的大致圆锥形的几何形状。
17、在该设备的一些实施方案中,定位装置进一步包括至少一个处理装置,所述处理装置在壳体的内表面和紧固装置的底座的前表面接触之前,对两者进行处理。
18、在该设备的一些实施方案中,加工装置包括至少一个激光器和用于吸入与激光加工相关联的灰尘的装置。
19、本发明还涉及由所公开设备执行的固定方法,所述固定方法包括以下步骤:
20、-定位外胎的步骤,在该步骤期间,当外胎呈现于预计位置时,外胎以大致可旋转的方式安装在定位装置;
21、-移动和保持步骤,在该步骤期间,机器人执行在紧固装置的底座的前表面和外胎的内表面的预定位置之间的对准,该步骤包括在等待位置和对接位置之间移动夹持器的步骤;
22、-粘合步骤,在该步骤期间,将预定量的粘合剂涂布至紧固装置的底座的前表面;
23、-变形步骤,在该步骤期间,指状物移动以使紧固装置变形,该步骤在移动和保持步骤以及粘合步骤之后执行;
24、-对接和定位步骤,在该步骤期间,机器人在指状物延伸的情况下将夹持器布置于外胎,使得指状物能够接合紧固装置的中心;
25、-由夹持器执行返回等待位置的步骤,在该步骤期间,指状物保持于夹持位置,并且夹持器释放紧固装置的保持壁;
26、使得在加工期间,夹持器缺少真空直至恢复步骤。
27、在该方法的一些实施方案中,对接和放置步骤包括以下步骤:
28、-沿着底座的周向外缘对紧固装置施压的步骤;
29、-旋转步骤,在该步骤期间,机器人旋转夹持器以分配涂布至紧固装置的前表面的粘合剂,在对紧固装置施压的同时执行该步骤。
30、在该方法的一些实施方案中,该方法进一步包括准备步骤,在该步骤期间,外胎的内表面和紧固装置的底座的前表面由包括至少一个激光器的处理装置进行处理。
31、在该方法的一些实施方案中,反复地执行该方法的一个或更多个步骤。
32、从随后的具体描述中,本发明的其他方面将变得显而易见。
- 还没有人留言评论。精彩留言会获得点赞!