用于制造工件的3D打印系统和方法以及用于将工件保持器附接到3D打印装置的适配器组与流程
用于制造工件的3d打印系统和方法以及用于将工件保持器附接到3d打印装置的适配器组
1.近年来,使用3d打印系统使用增材制造来制造工件已经变得更加普遍。因此,许多工业部门使用3d打印系统来制造各种各样的产品,范围从日常家用物品到更复杂的物品,诸如用于医疗用途的物品。因此,例如,3d打印系统还经常用于制造牙科对象诸如牙冠和牙桥以及正畸器具诸如矫治器和弹簧保持器。
2.一种可用的3d打印系统被称为熔融沉积成型(fdm),其中热塑性细丝被馈送通过热挤出机以软化塑料。然后通过打印头将软化的塑料分层放置以创建3d打印对象。
3.更高的表面质量可以通过基于树脂的3d打印系统来实现,该基于树脂的3d打印系统包括立体光刻设备(sla)系统。类似于fdm系统,sla系统使用增材方法通过将材料逐层施加到工件来生产物理对象。
4.sla系统基于通过将光图案从光模块投影到可硬化树脂层上来固化光敏聚合物材料(通常为液体树脂)的概念。光模块可以是激光器或数字投影仪,其中使用数字投影仪的系统通常被称为数字光处理(dlp)系统。
5.多喷嘴喷墨打印(mjp)是用于制造工件的另一种3d打印技术。类似于sla,mjp系统使用光(在大多数情况下为uv光)来交联光聚合物。然而,不是扫描激光器来固化层,而是打印头以第一层的形状喷射光聚合物的液滴。在大多数情况下附接到打印头的光源使聚合物聚合或固化并形成层的形状。构建平台然后移位工件,并且更多材料被沉积到前一层上。重复该过程,直到零件完成打印为止。
6.3d打印系统诸如上述3d打印系统通常包括具有构建表面的构建板,工件被打印到该构建表面上。一旦已经将工件打印到构建板的构建表面上,通常通过使用移除工具(例如使用刮刀)从构建板的构建表面刮下所打印的工件来将工件从构建板移除。移除工具因此通常由使用者手动操作。
7.移除工具的尖端因此通常被放置在构建板的构建表面上,并且力沿着构建表面朝向所打印的工件施加在移除工具上,以便从构建表面刮下工件。
8.一旦从构建板移除,工件然后在大多数情况下被移位到后处理阶段,诸如清洁和/或固化和/或表面精加工阶段,以便完成工件的制造过程。因此,由于在从构建板移除工件时工件尚未固化,因此在从构建板移除时工件通常没有完全硬化。
9.因此,例如如上所述,使用移除工具从构建板机械地移除工件可能由于使用移除工具施加到工件的力而导致对工件的损坏。损坏可包括刮擦、磨损、破裂、变形等。在移除时树脂固化不完全的情况下,注意工件可更软并且更容易变形,诸如弯曲、卷曲或扭转。这些变形可能是细微的,并且可能在更完全地固化和硬化工件的后续加工步骤中不被注意到。一旦完全固化,变形就变成永久的。
10.此外,移除过程是冗长且耗时的过程,其通常需要在制造过程中进行人工干预并且因此限制生产率。
11.此外,工件从构建板的移除过程通常不能将工件的所有材料从构建板完全移除,因此在构建板的构建表面上留下残余材料。这需要在移除工件之后,在另一工件可被打印
到构建板上之前,清除构建板上的残余打印材料。这需要对制造过程进行进一步的人工干预并且进一步限制生产率。此外,构建板上的残余材料和/或清洁流体可导致对用于制造工件的树脂材料的污染。
12.us 2020/238615 a1(staal等人)涉及一种增材制造装置,其包括被构造成在使用期间保持或支撑至少一种产品的模块化构建平台,该构建平台包括多个能够分离的模块化平台单元中的至少一个。
13.us 2017/266890 a1(volk)描述了具有构建室和可调节地联接到构建室的构建平台的增材制造装置。
14.因此,本发明的目的是提供一种提高3d打印工艺的生产率和效率的3d打印系统。
15.该目的通过包括用于制造至少两个工件的3d打印装置的3d打印系统来实现。3d打印系统可被构造成其中要制造的工件被增材地打印到表面上的任何打印系统。优选地,3d打印系统可被构造成sla、mjp或fdm系统,如开始所描述的。3d打印装置包括构建板。在现有技术已知的常规3d打印系统中,构建板通常提供工件被增材地打印到其上的打印表面。
16.工件可优选地是用于患者口腔中的牙科修复的牙科对象,诸如牙冠和/或牙桥。工件还可以是正畸器具,诸如弹簧保持器和矫治器。此外,工件可以是患者牙齿和/或上颌和/或下颌的模型,例如用作所述牙齿和/或上颌和/或下颌的期望状态的模型,以使用3d打印系统或通过其他制造手段来帮助制造例如夹板、夜用护板、保持器和其他正畸器具。
17.3d打印系统和3d打印装置可被构造成同时或按顺序制造至少两个工件。在按顺序制造至少两个工件的情况下,可在单个制造过程中制造至少两个工件,而不干预制造过程。因此,可制造一个工件并且然后可制造另外的工件,并且然后可将两个工件移动到一个或多个后处理阶段。
18.3d打印系统还包括至少两个工件保持器。每个工件保持器具有制造表面,在该制造表面上可增材地制造至少一个工件。每个工件保持器还具有将工件保持器以可松脱方式附接到构建板的附接装置。
19.因此,不是将工件打印到构建板的构建表面上,而是3d打印系统包括独立的工件保持器,即至少两个工件保持器,其具有它们自己的制造表面,工件可被打印到这些制造表面上。
20.通过提供具有将工件保持器以可松脱方式附接到构建板的附接装置的工件保持器,工件保持器可容易地从构建板移除,诸如通过在工件保持器上施加推力(即,滑动运动)或拉力,并且然后可从3d打印系统移位,例如移位到一个或多个后处理阶段。
21.在大多数情况下,可在工件上执行多个后处理步骤。在已经打印工件之后,可将工件移位到用于将多余材料从工件移除的阶段,诸如通过移动工件并且因此在多余材料中生成质量惯性力以便移除工件表面上的不需要的粘附的多余材料。另选地,可将材料移除介质诸如溶剂和/或喷气流和/或磨料施加到工件上以便移除多余材料。
22.然后,可例如使用操作机器人将工件移位到固化阶段,在该阶段中,工件暴露于固化光,优选地uv光,该固化光可使材料硬化以便使工件的材料更坚固和更硬。
23.然后,可将工件移位到表面精加工阶段,在该阶段中,诸如通过对工件进行喷砂处理,将工件的表面精加工到所需程度的表面质量。
24.此外,后处理可包括用材料诸如聚合物和/或金属氧化物层涂覆相应的工件,以改
善表面光洁度、密封杜绝湿气以及/或者用作抗菌密封件。例如,可使用化学气相沉积工艺进行涂覆。
25.上述后处理步骤应被理解为仅仅是示例性的。因此,可将工件移位到比上述更多的后处理阶段或更少的后处理阶段。此外,可以与上述顺序不同的顺序将工件移位到上述后处理步骤。
26.在现有技术已知的3d打印系统中,在后处理之前从构建板移除工件,并且然后将工件移位到相应的后处理阶段。因此,在大多数情况下,每个后处理阶段包括它自身的接合部,该接合部被构造成在相应后处理步骤期间将工件固定在适当位置。
27.然而,在本发明的情况下,在每个打印过程之后,不必从构建板的构建表面移除工件,诸如通过使用刮刀从构建板的构建表面刮下工件。
28.例如,与现有技术系统相比,这减少了3d打印装置的停机时间,在现有技术系统中,通常需要使用者诸如技术人员小心地从构建板移除工件并且随后清洁构建板。由于大多数工件在该阶段尚未固化,因此从构建板移除工件而不损坏工件或构建板可能是费力且耗时的。因此,由于本发明提出使用公共接合部,工件被打印到该公共接合部上并且工件能够在该公共接合部上例如移位到后处理阶段,因此可通过消除或至少减少停机时间来增加工件的制造速度,以便提高生产率和制造效率。
29.因此,通过如本公开中所提出的,通过机械可附接和可移除接合部来替换化学结合接合部以将工件附接到3d打印系统和从3d打印系统释放工件提供了更容易的释放机构,其允许从构建板快速且容易地移除工件。
30.此外,在一些制造过程中,诸如被构造用于经由热成形制造牙托或透明牙托矫治器的那些制造过程中,在本文所公开的3d打印系统中可完全省略将工件从它们各自的工件保持器分离。因此,如果工件保持器的成本忽略不计,诸如通过生产低成本工件保持器,则可进一步显著降低生产成本。
31.此外,通过消除或至少减少构建板上的残余材料,可消除或至少减少例如由于残余材料和/或清洁材料导致的用于制造工件的树脂的污染。
32.此外,还可避免或至少减少对工件的损坏,因为工件不暴露于物理力,诸如用于从构建板移除工件的刮擦力。一旦完成整个制造过程,即在后处理诸如固化之后,可能需要从工件保持器移除工件。然而,由于工件在后处理之后,特别是在固化之后处于更坚固和/或坚硬的状态,因此与如开始所述的移除过程相比,在后处理之后施加到工件上的物理力对工件不造成损坏或至少显著减少对工件的损坏。
33.因此,可提高所制造的工件的质量并且/或者可消除或至少减少修复对工件的损坏的修复过程。
34.此外,由于可将工件布置在不同的工件保持器上,因此可根据要制造的工件使制造过程个性化。因此,例如,在将多个工件打印到工件保持器上之后,工件中的一些工件可能需要某些后处理步骤,而其他工件需要不同的后处理步骤。因此,制造过程可灵活地构造,使得工件可根据它们的要求在它们相应的工件保持器上被移动到不同的后处理阶段。
35.优选地,附接装置可包括适配器,该适配器被构造成以可松脱方式附接到构建板并且以可松脱方式接纳工件保持器的至少一部分以便以可松脱方式将工件保持器附接到构建板。
36.因此,适配器可通过在工件保持器与构建板之间提供接合部来帮助将工件保持器附接到构建板。这可例如使得工件保持器能够被附接到现有3d打印装置的常规构建板,而无需修改构建板或仅最低限度地修改构建板。
37.此外,适配器可向构建板提供用于多个工件保持器的公共机械连接接合部,从而允许通过简单地从构建板移除适配器来从构建板移除多个工件。因此,不是从构建板单独地移除每个单个工件保持器,而是可通过移除适配器来从构建板移除承载全部或至少多个工件的适配器。这进一步减少了3d打印装置的停机时间,从而提高了效率和生产率。
38.适配器的大小可设置成覆盖构建板的面向要制造的工件的表面的大部分,即,在常规3d打印系统中工件通常被打印到其上的构建板的表面。适配器的大小可优选地设置成覆盖构建板的表面的至少40%,更优选地覆盖构建板的表面的至少50%,更优选地覆盖构建板的表面的至少60%,更优选地覆盖构建板的表面的至少70%,最优选地覆盖构建板的表面的至少50%。优选地,适配器可基本上呈矩形形状。然而,其他多边形形状也是可行的。
39.优选地,工件保持器的一部分可被接纳在适配器中,同时其另一部分可延伸超过构建板的面向用于硬化工件的光源的表面。
40.优选地,适配器可包括至少一个凹部,该至少一个凹部被构造成以可滑动方式接纳工件保持器的至少一部分。
41.通过将工件保持器基本上平移地移位到凹部中,工件保持器的该部分能够以可滑动方式接纳在至少一个凹部中。然而,术语“以可滑动方式接纳”还可涵盖当工件保持器被接纳在凹部中时通过将工件保持器基本上旋转到凹部中来移位工件保持器。此外,术语“以可滑动方式接纳”也涵盖了包括将工件保持器接纳在凹部中的平移和旋转运动的组合运动,诸如在卡口式卡扣的情况下。
42.另选地,可通过将工件保持器中的每个工件保持器的至少一部分拧入适配器的至少一部分中来将工件保持器附接到适配器。为此,优选地,适配器可包括螺纹部分,该螺纹部分被构造成与布置在工件保持器中的每个工件保持器的一部分上或其中的螺纹部分接合。优选地,工件保持器可各自包括外螺纹,并且适配器可包括被构造成接合工件保持器的外螺纹的对应内螺纹。另选地,工件保持器可各自包括内螺纹,并且适配器可包括被构造成接合工件保持器的内螺纹的对应外螺纹。
43.凹部优选地可以是l形或t形狭槽,以便提供工件保持器与适配器之间的连接。
44.凹部还可被构造成提供压配合,优选地轻微压配合诸如平移配合,以便将工件保持器的该部分固定在凹部中,同时允许工件保持器沿着凹部滑动,例如以便定位工件保持器或从适配器移除工件保持器。
45.优选地,凹部可从适配器的端面延伸穿过适配器的至少一部分。因此,例如,工件保持器的要被接纳在凹部中的部分可在适配器的端面处滑入凹部中到达凹部内的位置。优选地,凹部可从适配器的第一端面延伸到适配器的与第一端面相对的第二端面。因此,工件保持器可从第一端面滑入凹部中并且可从第二端面从凹部中移除。这允许工件保持器的有效且快速的装载和移除过程。
46.优选地,每个工件保持器可包括:接纳区段,该接纳区段被构造成被接纳在适配器的凹部中;制造区段,该制造区段限定制造表面;和连接区段,该连接区段被构造成当接纳区段被接纳在凹部中时延伸出凹部并且将接纳区段与布置在凹部之外的制造区段连接。
47.因此,限定制造表面的制造区段可以限定的距离延伸出凹部,以便防止可硬化材料粘附到构建板和/或适配器。接纳区段、制造区段和连接区段可被构造成由单一材料制成的单一部件。然而,接纳区段、制造区段和连接区段也可以是单独的零件,可选地也由不同的材料制成,并且可例如通过在这些区段中的每个区段之间提供形状配合和/或摩擦连接和/或材料结合而彼此连接。
48.也可增材地制造工件保持器以及因此其区段中的至少一些区段。因此,工件保持器可被制造为低成本的一次性零件。这些区段中的一些区段可非增材地制造并且可例如通过如上所述的连接装置连接到增材地制造的区段。
49.优选地,至少一个工件保持器的第一区段可相对于工件保持器的第二区段是可转动和/或可旋转的。
50.优选地,制造区段可相对于接纳区段是可转动和/或可旋转的。
51.因此,制造区段可相对于接纳区段转动和/或旋转,例如以便调整制造表面相对于指向工件的硬化光的方向的角度。这可通过增加硬化光对要制造的工件的可接近性来增加制造过程的灵活性。
52.优选地,每个工件保持器和/或适配器和/或构建板可包括从其表面延伸的至少一个凸起部,并且每个工件保持器和/或适配器和/或构建板可包括至少一个开口,该至少一个开口被构造成接纳将每个工件保持器以可松脱方式附接到构建板的至少一个凸起部。
53.使用凸起部和开口,可将工件保持器附接到构建板,以便将工件打印到工件保持器的制造表面上。一旦工件被打印到制造表面上,包括所打印的工件的工件保持器可从构建板移除,例如以便将工件保持器和所打印的工件移位到后处理阶段,例如使用拉力以便克服摩擦力和/或磁力。在3d打印系统包括如上所述的适配器的情况下,可通过从布置在工件保持器与构建板之间的适配器移除工件保持器来从构建板移除工件保持器。另选地,可通过从构建板移除整个适配器来从构建板移除工件保持器,从而也移除工件保持器。
54.优选地,凸起部可以是圆柱形固定销,其可被接纳在开口中。优选地,凸起部和开口可形成压配合,以便在工件保持器与构建板之间提供固定装置。另选地,固定销或其至少一部分可以是锥形的,或包括拔模角,而不是纯粹的圆柱形。附加地或可选地,可设置磁性元件以提供磁性连接力。
[0055]“磁性元件”是能够变成或具有磁性的元件。一旦它是磁性的,它就产生磁场。示例包括铁、镍、钴、铬、锰和磁性合金诸如铝镍钴、钐-钴或钕-铁-硼磁体。磁性元件包括永磁体和电磁体。为了确保磁性连接力,磁性元件通常需要磁性元件的磁性连接力延伸到其上的磁性配合件。
[0056]
磁性元件可单独地存在于工件保持器、适配器或构建板中,或者可存在于工件保持器和适配器中,或者工件保持器和构建板中,或者构建板和适配器中。优选地,可提供摩擦配合和磁力以将工件保持器附接到构建板。
[0057]
优选地,凸起部可包括围绕该凸起部的外周的至少一部分形成的至少一个凹部。开口还可包括至少一个锁销,该至少一个锁销被构造成当凸起部被接纳在该开口中时接合凹部以保持工件保持器。
[0058]
因此,锁销可提供将工件保持器锁定在适当位置的锁定装置。锁销还可诸如通过声音或通过触觉反馈向使用者或操作机器人提供工件保持器被适当地锁定在适当位置的
肯定配准。这可确保工件保持器并且特别是其制造表面处于正确位置。因此,这可确保,例如使用附接配准装置,一旦工件保持器的制造表面被附接到构建板,工件保持器的制造表面就基本上布置在一个平面中,以便实现要制造的工件的高打印质量。
[0059]
锁销优选地是可偏转的,优选地在基本上垂直于凸起部的纵向轴线的方向上偏转。另选地或附加地,凸起部也可以是可偏转的,优选地在基本上垂直于凸起部的纵向轴线的方向上偏转。
[0060]
优选地,可设置围绕凹部的外周布置的多个锁销。
[0061]
优选地,工件保持器和/或适配器和/或构建板可包括至少一个配准传感器,该至少一个配准传感器被构造成识别工件保持器的充分附接和定位,使得工件保持器并且特别是其制造表面基本上处于构建板上的预先确定的位置中。例如,配准传感器可以是布置在工件保持器和/或适配器和/或构建板的开口中的开关或光电屏障。另选地或附加地,配准传感器可布置在适配器和构建板之外,与工件保持器相距一定距离。在这种情况下,配准传感器可以是光学元件,诸如光电屏障,该光学元件被构造成检测工件保持器是否基本上布置在预先确定的位置中的单个平面中。
[0062]
另选地或附加地,3d打印系统可包括读取器,诸如rfid读取器,并且工件保持器可各自设置有至少一个可读标签,诸如rfid标签。因此,例如,rfid读取器可经由相应rfid标签的检测来检测工件保持器的存在,以识别工件保持器的充分附接和定位。
[0063]
配准传感器可被构造成在工件保持器没有根据预先确定的值和/或公差定位的情况下发出警告信号。
[0064]
优选地,可设置操作机器人,以便移位工件保持器和所打印的工件。操作机器人可优选地被构造成例如通过抓握工件保持器的边缘来抓握工件保持器,以便将力诸如拉力施加到工件保持器上,以便将工件保持器从构建板移除。另选地,工件保持器可由使用者手动移位。
[0065]
此外,工件保持器可包括移除联接装置,诸如从工件保持器的表面延伸到工件保持器的表面中的一个或多个另外的凸起部或开口,优选地从制造表面和/或从基本上垂直于该制造表面的工件保持器的侧表面延伸,用于操作机器人或其他移除工具(诸如手动接合工具)与其联接。因此,移除联接装置可提供用于操作机器人的联接装置,以例如使用摩擦配合或形式配合联接到工件保持器,并且将力诸如拉力施加到工件保持器上,以便从构建板移除工件保持器,并且优选地将工件保持器和所打印的工件移位到后处理阶段。
[0066]
移除联接装置可优选地是优选地在工件的制造过程期间使用3d打印系统打印到工件保持器上的结构,诸如一个或多个凸起部。
[0067]
移除联接装置还可包括将工件保持器与操作机器人联接的磁性元件,诸如电磁体或永磁体。此外,操作机器人可包括磁性元件,并且工件保持器可包括将工件保持器联接到操作机器人的含铁材料。
[0068]
优选地,工件保持器、适配器和构建板中的至少一者可包括将工件保持器以可松脱方式附接到构建板的至少一个磁性元件。
[0069]
磁性元件可提供磁性附接力以便将工件保持器附接到构建板。一旦工件被打印到制造表面上,包括所打印的工件的工件保持器可从构建板移除,例如以便将工件保持器和所打印的工件移位到后处理阶段。
[0070]
磁性元件可包括永磁体。另选地或附加地,磁性元件可以是电磁体,其中将工件保持器附接到构建板的磁力可选择性地由电流产生。
[0071]
在一个实施方案中,构建板可包括以网格图案布置在构建板上的多个磁性元件。因此,磁性元件的布置可在构建板上提供可附接工件保持器的预先确定的位置。这进一步提高了3d打印系统的制造质量和制造速度。
[0072]
优选地,构建板可包括多个磁性元件,并且每个工件保持器可包括至少一个磁性元件。多个磁性元件可优选地被布置在构建板上,使得一旦工件保持器被附接到构建板,布置在构建板上的至少两个磁性元件的面向工件保持器的磁性元件的端部具有不同的磁极。
[0073]
优选地,布置在构建板上的磁性元件可被布置成使得彼此相邻的至少两个磁性元件的端部具有与彼此相邻的至少两个另外的磁性元件的端部不同的磁极,一旦工件保持器被附接到构建板,前者的端部就面向工件保持器的磁性元件。
[0074]
因此,不同的磁极可在构建板上提供可附接工件保持器的预先确定的位置,因为磁极仅允许相反的极的附接。因此,例如,布置在构建板上的磁性元件的正极会排斥工件保持器的磁性元件的正极。相反,布置在构建板上的磁性元件的负极会吸引工件保持器的磁性元件的正极。因此,工件保持器可仅被附接到布置在构建板上的磁性元件的负极。
[0075]
可选地,附接装置可包括真空发生器,该真空发生器被构造成在形成于构建板中的至少一个开口中生成真空力,以将工件保持器以可松脱方式附接到构建板。优选地,构建板可包括跨构建板的至少一部分分布的多个开口。
[0076]
因此,可通过激活或停用真空发生器以便激活或停用将工件保持器附接到构建板的吸力来将工件保持器选择性地附接到构建板。真空发生器可包括真空源,诸如真空泵,例如活塞泵、隔膜泵或旋转叶轮泵。真空发生器还可包括布置在真空源与构建板之间以选择性地允许和不允许将吸力施加到构建板的阀。
[0077]
优选地,工件保持器可以是连续轨道形条,每个轨道形条优选地具有大致呈i形或l形的横截面。因此,连续轨道形条可提供细长的制造表面,例如以便打印多个工件和/或以便将细长工件打印到工件保持器上。
[0078]
在i形或l形的横截面的情况下,可提供工件保持器的基本上彼此垂直的至少两个区段,使得一个区段可提供用于将工件保持器附接到构建板的附接区段和/或用于引导工件保持器的引导装置。垂直于附接区段的区段可远离构建板延伸,并且可为要打印的工件提供制造表面。
[0079]
然而,其他形状的工件保持器也是可能的。例如,工件保持器可具有燕尾形附接区段,以便使用燕尾连接将工件附接到构建板。
[0080]
在一个实施方案中,工件保持器中的每个工件保持器的接纳在凹部中的部分可被构造成在适配器的至少一个凹部中形成推动单元。
[0081]
推动单元应当被理解为至少两个相邻的工件保持器,其中工件保持器的至少部分彼此邻接。工件保持器可通过在工件保持器中的一个工件保持器上施加推力而移入和/或移出凹部,其中该力经由其邻接部分被转移到另一工件。因此,至少两个相邻邻接的工件保持器作为单个单元在凹部中移位。
[0082]
这实现了用于移位工件保持器的有效且快速的装置,例如以便一旦工件已经被打印到制造表面上就将工件保持器从适配器的凹部移除。
[0083]
优选地,适配器可包括多个凹部,每个凹部从适配器的端面延伸穿过适配器的至少一部分。优选地,多个凹部可彼此平行地布置,每个凹部被构造成以可滑动方式接纳至少两个工件保持器中的至少一个工件保持器的一部分。
[0084]
因此,多个工件可通过将工件保持器的一部分滑动到这些凹部中的一个凹部中而被附接到构建板。
[0085]
优选地,凹部可从适配器的第一端面延伸到适配器的与第一端面相对的第二端面。因此,工件保持器可从第一端面滑入凹部中并且可从第二端面从凹部中移除。这允许工件保持器的有效且快速的装载和移除过程。
[0086]
优选地,制造表面可具有矩形、圆形、拱形或马蹄形中的任一种形状。通过提供具有各种可用形状的制造表面,可更容易和更有效地打印具有不同形状的工件。
[0087]
因此,例如,通过提供定制成要制造的工件的形状的工件保持器的形状,每个工件保持器在构建板上占据的面积被最小化,使得例如每个制造过程可制造更多的工件。
[0088]
因此,根据在相应制造表面上要制造的工件的形状,工件保持器可优选地具有不同形状的制造表面。
[0089]
根据要制造的工件的尺寸和数量,制造表面也可以具有不同的大小。
[0090]
优选地,工件保持器中的至少一个工件保持器可通过增材制造来制造。
[0091]
优选地,至少两个工件保持器中的至少一个工件保持器的至少制造表面可包括以下材料中的至少一种材料:陶瓷(优选地氧化锆)、塑料和金属。
[0092]
在一个实施方案中,适配器可使用夹紧机构和/或使用磁性连接被安装到构建板。磁性连接可包括被构造成生成将适配器附接到构建板的磁力的电磁体。然而,磁性连接也可包括永磁体。
[0093]
夹紧机构可包括适配器与构建板之间的压配合或形式配合。例如,适配器的一部分可被接纳在构建板的开口中,或者反之亦然,用于提供压配合和/或形式配合。另选地或附加地,独立元件可将适配器附接到构建板,诸如螺旋夹具。此外,适配器可被以可滑动方式附接到构建板,诸如使用适配器和/或构建板的一部分被以可滑动方式接纳在构建板和适配器中的另一者的一部分中。因此,适配器可被以可松脱方式附接到构建板。
[0094]
因此,可通过在适配器上施加拉力和/或滑动力来从构建板释放适配器。因此,例如,不是通过从适配器移除工件保持器来从构建板移除工件,而是可从构建板释放承载所有或至少多个工件的整个适配器,例如以便将工件移位到后处理阶段。
[0095]
优选地,3d打印系统还可包括替换工具,该替换工具被构造成通过平行于构建板滑动工件保持器来从适配器移除其制造表面附接有工件的工件保持器。
[0096]
优选地,替换工具可被构造成将不具有附接到其制造表面上的工件的至少一个空工件保持器滑入适配器中。
[0097]
在一个实施方案中,替换工具可包括至少一个凹部,该至少一个凹部从替换工具的端面延伸穿过替换工具的至少一部分并且被构造成以可滑动方式接纳其制造表面未附接有工件的至少一个空工件保持器和/或其制造表面附接有工件的至少一个工件保持器的一部分。
[0098]
优选地,凹部可从替换工具的第一端面延伸到替换工具的与第一端面相对的第二端面。
[0099]
优选地,替换工具可包括多个凹部,每个凹部从替换工具的端面延伸穿过替换工具的至少一部分。多个凹部可彼此平行地布置,并且可被构造成各自以可滑动方式接纳其制造表面未附接有工件的至少一个空工件保持器和/或其制造表面附接有工件的至少一个工件保持器的一部分。
[0100]
优选地,凹部可从替换工具的第一端面延伸到替换工具的与第一端面相对的第二端面。
[0101]
优选地,替换工具可被构造成将替换工具的至少一个凹部与适配器的至少一个凹部对准。因此,工件可从替换工具的一个或多个凹部滑入适配器的一个或多个凹部中。这实现了工件保持器的快速且有效的装载和移除过程。
[0102]
优选地,替换工具可包括被构造成至少部分地接纳适配器的开口和多个凹部。优选地,至少一个凹部可被布置在开口的每一侧上,布置在开口的一侧上的至少一个凹部与布置在开口的相对侧上的至少一个凹部对准。
[0103]
在一个实施方案中,适配器和/或构建板可包括被构造成将工件保持器锁定在适当位置的锁紧元件。这允许在制造过程期间固定工件保持器,以便防止或至少使工件保持器的移动最小化。
[0104]
在一个实施方案中,3d打印系统还可包括后处理装置,这些后处理装置包括用于从工件移除多余材料的装置、固化装置、表面精加工装置、热成形装置和标记装置中的至少任意装置。至少两个工件保持器和相应的后处理装置可被构造成使得可通过相应的后处理装置对工件进行后处理,其中工件被附接到工件被增材地制造到其上的相同工件保持器。
[0105]
优选地,用于从工件移除多余材料的装置可包括离心机,该离心机具有转子,该转子被构造成接纳工件并且在工件的多余材料中生成质量惯性力,由此从工件中清除多余材料。
[0106]
优选地,表面精加工装置可包括被构造成将喷砂引导到工件上的喷砂站。另选地,表面精加工装置可被构造成将其他研磨介质诸如玻璃珠、碎玻璃、塑料磨料和/或碳化硅引导到工件上以实现工件的期望表面质量。表面精加工装置可包括被构造成附接到工件保持器的门,诸如喷砂门。喷砂门可包括具有允许研磨介质到达工件的开口的结构。因此,门可限制工件暴露于研磨介质至工件的预先确定的部分,并且/或者可将研磨介质集中到工件的至少一部分上。
[0107]
优选地,热成形装置可被构造成用于真空成形或正压成形,例如用于制造正畸器具,诸如牙托或牙托矫治器。因此,例如,患者的牙齿和/或下颌和/或上颌的模型可使用3d打印装置打印。该模型可用于使用加热要制成牙托和/或牙托矫治器的材料并随后使用真空或正压将材料拉到该模型上来形成牙托和/或牙托矫治器,其中材料可优选地为透明热塑性材料。在牙托和/或牙托矫治器已经形成之后,牙托和/或牙托矫治器以及模型可彼此分离。随后,可修剪牙托和/或牙托矫治器以移除多余材料。
[0108]
另选地,不是热成型装置或除了热成型装置之外,3d打印系统还可包括气相沉积装置。因此,例如,牙托或牙托矫治器可通过将材料(诸如聚合物,诸如聚对二甲苯)沉积到使用3d打印装置打印的患者的牙齿和/或下颌和/或上颌的模型上来制造。在已经使用气相沉积装置在模型上形成牙托和/或牙托矫治器之后,牙托和/或牙托矫治器以及模型可彼此分离。随后,可修剪牙托和/或牙托矫治器以移除多余材料。
[0109]
另选地,正畸器具诸如牙托和/或牙托矫治器可使用3d打印装置直接打印而不需要热成形。
[0110]
3d打印系统还可包括将所打印的工件处理为后处理装置的cnc铣削站或抛光台。因此,例如可在第一步骤中增材地制造具有基本上粗糙的表面的工件。在cnc铣削步骤中,在cnc铣削站处,粗糙的工件的表面可被铣削以实现工件的所需表面质量。因此,可更快地执行增材制造步骤,同时经由铣削步骤实现足够的表面质量。
[0111]
在一个实施方案中,3d打印系统还可包括控制器,该控制器被构造成基于要制造的工件从具有不同大小和形状的多个工件保持器中选择至少一个工件保持器。
[0112]
例如,每个工件保持器可包括标识符,该标识符指定相应工件保持器的类型,诸如相应工件保持器的制造表面的大小和形状。标识符可以是条形码、qr码、文本、色码或任何其他视觉标识符。此外,标识符可附加地或另选地包括rfid标签。因此,每个工件保持器的标识符可由使用者手动读取或者例如由光学扫描装置读取,以便确定相应工件保持器的类型。
[0113]
这也能够使工件保持器被跟踪。因此,例如,其对应制造表面附接有工件的工件保持器可被发送到不同的位置,诸如不同的工厂,例如以执行加工或后处理步骤。在这种情况下,标识符可使得能够识别、跟踪和/或监测工件保持器。
[0114]
此外,控制器或与其相关联的软件可包括算法,该算法被构造成选择最适合于要打印的工件的工件保持器。例如,该算法可被构造成模拟要打印的工件与可用工件保持器的测试配合并且选择最适合于该工件的工件保持器。
[0115]
优选地,控制器可被构造成基于工件的外边缘与工件保持器的外边缘之间的最小可实现距离从多个工件保持器中选择至少一个工件保持器,以便占据工件保持器上所需的最少量的面积。通过将用于要打印的特定工件的工件保持器的适用性的标准基于工件的外边缘与工件保持器的边缘之间的最小距离以便占据工件保持器上所需的最少量的面积,可在构建板上实现工件的高组装密度。因此,可增加工件的数量和制造速度。
[0116]
在一个实施方案中,3d打印系统还可包括至少一个操作机器人,该操作机器人被构造成操作工件保持器并且将工件保持器附接到构建板,并且优选地还将工件保持器移动到后处理装置。
[0117]
在一个实施方案中,3d打印系统可包括位置检测装置,该位置检测装置被构造成检测工件保持器在构建板上的位置并且检测所检测到的位置与工件保持器在构建板上的预先确定的目标位置的偏差。位置检测装置可优选地进一步被构造成将校正因子应用于操作机器人,以便校正随后由操作机器人放置在构建板上的至少一个另外的工件保持器的定位。
[0118]
因此,可优化工件保持器在构建板上的定位。这进一步提高了制造过程的质量、速度和效率。可将校正因子和/或工件在构建板上的定位存储在由3d打印系统提供的存储器中。
[0119]
开头所述的目的还是通过用于将工件保持器附接到3d打印装置的适配器组来实现的。关于3d打印系统描述的优点和特征相应地应用于下文所述的适配器。
[0120]
适配器组包括:
[0121]
a)至少一个适配器,该至少一个适配器被构造成安装到3d打印装置的构建板;
[0122]
b)至少两个工件保持器,每个工件保持器被构造成由适配器以可松脱方式接纳,并且每个工件保持器提供制造表面,至少一个工件可被增材地制造到该制造表面上。
[0123]
优选地,适配器可包括至少一个凹部,该至少一个凹部被构造成接纳工件保持器中的每个工件保持器的至少一部分。
[0124]
优选地,凹部可从适配器的端面延伸穿过适配器的至少一部分。
[0125]
开头所述的目的还是通过用于使用本文所述的3d打印系统中的任一个3d打印系统来制造至少两个工件的方法来实现的。关于3d打印系统描述的优点和特征相应地应用于下文所述的方法。
[0126]
该方法包括以下步骤:
[0127]
a)将多个可硬化材料层相继地硬化到至少两个工件保持器的至少两个制造表面上,以在每个制造表面上形成至少一个工件;
[0128]
b)通过向工件保持器施加力,从3d打印装置的构建板移除其制造表面附接有工件的至少两个工件保持器。
[0129]
在一个实施方案中,步骤b)可优选地通过将接纳在从适配器的附接到构建板的端面延伸的凹部中的工件保持器中的每个工件保持器的一部分沿着该凹部滑动并滑出该凹部来执行。
[0130]
优选地,形成推动单元的至少两个工件保持器的部分可沿着凹部滑动并滑出该凹部。
[0131]
优选地,步骤b)可使用替换工具来执行。替换工具可具有至少一个凹部,该凹部从替换工具的端面延伸穿过该替换工具的至少一部分并且接纳其制造表面未附接有工件的至少一个空工件保持器的至少一部分。替换工具的至少一个凹部可与适配器的至少一个凹部对准,并且空工件保持器可沿着替换工具的凹部滑动并且滑出替换工具的凹部并滑入适配器的凹部中,从而沿着适配器的凹部推动和滑动其制造表面附接有工件的工件保持器并且从适配器的凹部滑出。
[0132]
优选地,工件保持器可在打印过程期间诸如使用固定或锁紧元件被固定到适当位置。
[0133]
在一个实施方案中,在其制造表面附接有工件的至少一个工件保持器沿着适配器的凹部被推动和滑动并且被推出和滑出适配器的凹部之后,其制造表面附接有工件的至少一个工件保持器可被接纳在替换工具的至少一个另外的凹部中。
[0134]
优选地,步骤b)可通过拉动工件保持器来执行,从而从形成在构建板和/或工件保持器中的至少一个开口释放从构建板和/或工件保持器的表面延伸的至少一个凸起部。
[0135]
优选地,步骤b)可通过拉动工件保持器以克服工件保持器与构建板之间的磁性连接来执行。
[0136]
在一个实施方案中,在步骤b)之后,该方法可包括以下步骤:
[0137]
c)将其制造表面附接有工件的工件保持器移位到工件的后处理阶段,该后处理阶段包括以下项中的至少任意项:从工件移除多余材料、固化、标记和表面精加工;
[0138]
d)使用从工件移除多余材料、固化、标记和表面精加工中的至少任意项对工件进行后处理,其中工件被附接到在步骤a)中在其上形成的工件的相同工件保持器的制造表面。
[0139]
优选地,在步骤c)和d)中,具有附接到每个工件保持器的制造表面的至少一个工件的至少两个工件保持器中的至少一个工件保持器可被移位到不同的后处理阶段,并且可在与另一工件保持器不同的相应后处理阶段进行后处理。
[0140]
优选地,步骤b)以及可选地还有步骤c)可使用被构造成操作工件保持器的至少一个操作机器人来执行。
[0141]
以下方面列表提供了本发明的另选的和/或另外的特征:
[0142]
1.一种3d打印系统,该3d打印系统包括用于制造至少一个工件的3d打印装置,其中该3d打印装置包括构建板,并且其中该3d打印系统还包括具有至少一个工件可被增材地制造到其上的制造表面的至少一个工件保持器和将该工件保持器以可松脱方式附接到该构建板的附接装置。
[0143]
2.根据方面1所述的3d打印系统,包括至少两个独立的工件保持器,每个工件保持器具有至少一个工件可被增材地制造到其上的制造表面和将这些工件保持器中的每个工件保持器以可松脱方式附接到该构建板的附接装置。
[0144]
3.根据方面1或2所述的3d打印系统,其中附接装置包括适配器,该适配器被构造成以可松脱方式附接到该构建板并且以可松脱方式接纳该工件保持器的至少一部分,以便将该工件保持器以可松脱方式附接到该构建板。
[0145]
4.根据方面3所述的3d打印系统,其中该适配器包括至少一个凹部,该至少一个凹部被构造成以可滑动方式接纳该工件保持器的至少一部分。
[0146]
5.根据方面4所述的3d打印系统,其中该凹部从该适配器的端面延伸穿过该适配器的至少一部分。
[0147]
6.根据方面4或5所述的3d打印系统,其中该工件保持器包括:接纳区段,该接纳区段被构造成被接纳在该适配器的该凹部中;制造区段,该制造区段限定该制造表面;和连接区段,该连接区段被构造成当该接纳区段被接纳在该凹部中时延伸出该凹部并且将该接纳区段与布置在该凹部之外的该制造区段连接。
[0148]
7.根据前述方面中的任一项所述的3d打印系统,其中该工件保持器的第一区段相对于该工件保持器的第二区段是可转动和/或可旋转的。
[0149]
8.根据方面7所述的3d打印系统,其中该制造区段相对于该接纳区段是可转动和/或可旋转的。
[0150]
9.根据前述方面中的任一项所述的3d打印系统,其中该工件保持器和/或该适配器和/或该构建板包括从其表面延伸的至少一个凸起部,并且该工件保持器和/或该适配器和/或该构建板包括至少一个开口,该至少一个开口被构造成接纳将该工件保持器以可松脱方式附接到该构建板的至少一个凸起部。
[0151]
10.根据方面9所述的3d打印系统,其中该凸起部包括围绕该凸起部的外周的至少一部分形成的至少一个凹部,并且其中该开口包括至少一个锁销,该至少一个锁销被构造成当该凸起部被接纳在该开口中时接合该凹部以保持该工件保持器。
[0152]
11.根据前述方面中的任一项所述的3d打印系统,其中该工件保持器、该适配器和该构建板中的至少一者包括将该工件保持器以可松脱方式附接到该构建板的至少一个磁性元件。
[0153]
12.根据方面11所述的3d打印系统,其中该构建板包括以网格图案布置在该构建
板上的多个磁性元件。
[0154]
13.根据方面12所述的3d打印系统,其中该构建板包括多个磁性元件并且该工件保持器包括至少一个磁性元件,并且其中该多个磁性元件被布置在该构建板上,使得一旦该工件保持器被附接到该构建板,布置在该构建板上的至少两个磁性元件的面向该工件保持器的该磁性元件的端部具有不同的磁极。
[0155]
14.根据方面13所述的3d打印系统,其中布置在该构建板上的这些磁性元件被布置成使得彼此相邻的至少两个磁性元件的端部具有与彼此相邻的至少两个另外的磁性元件的端部不同的磁极,一旦该工件保持器被附接到该构建板,前者的端部就面向该工件保持器的该磁性元件。
[0156]
15.根据前述方面中任一项所述的3d打印系统,其中该工件保持器是连续轨道形条,优选地具有大致呈i形或l形的横截面。
[0157]
16.根据前述方面中任一项所述的3d打印系统,其中该适配器包括多个凹部,每个凹部从该适配器的端面延伸穿过该适配器的至少一部分,其中该多个凹部彼此平行地布置,每个凹部被构造成以可滑动方式接纳该工件保持器的一部分。
[0158]
17.根据前述方面中任一项所述的3d打印系统,其中该制造表面具有矩形、圆形、拱形或马蹄形中的任一种形状。
[0159]
18.根据方面17所述的3d打印系统,其中根据在相应制造表面上要制造的工件的形状,该工件保持器具有不同形状的制造表面。
[0160]
19.根据前述方面中任一项所述的3d打印系统,其中该工件保持器和/或该适配器是通过增材制造来制造的。
[0161]
20.根据前述方面中任一项所述的3d打印系统,其中该工件保持器的至少该制造表面包括以下材料中的至少一种材料:陶瓷(优选地氧化锆)、塑料和金属。
[0162]
21.根据方面3至20中任一项所述的3d打印系统,其中该适配器使用夹紧机构和/或使用磁性连接被安装到该构建板。
[0163]
22.根据前述方面中的任一项所述的3d打印系统,还包括替换工具,该替换工具被构造成通过平行于该构建板滑动该工件保持器来从该适配器移除其制造表面附接有工件的该工件保持器。
[0164]
23.根据方面22所述的3d打印系统,其中该替换工具被构造成将其制造表面未附接有工件的至少一个空工件保持器滑入该适配器中。
[0165]
24.根据方面22或23所述的3d打印系统,其中该替换工具包括至少一个凹部,该至少一个凹部从该替换工具的端面延伸穿过该替换工具的至少一部分并且被构造成以可滑动方式接纳其制造表面未附接有工件的至少一个空工件保持器和/或其制造表面附接有工件的至少一个工件保持器的一部分。
[0166]
25.根据方面22至24中任一项所述的3d打印系统,其中该替换工具包括多个凹部,该多个凹部各自从该替换工具的端面延伸穿过该替换工具的至少一部分,其中该多个凹部彼此平行地布置并且被构造成各自以可滑动方式接纳其制造表面未附接有工件的至少一个空工件保持器和/或其制造表面附接有工件的至少一个工件保持器的一部分。
[0167]
26.根据方面24或25所述的3d打印系统,其中该替换工具被构造成将该替换工具的该至少一个凹部与该适配器的该至少一个凹部对准。
[0168]
27.根据方面24至26中任一项所述的3d打印系统,其中该替换工具包括被构造成至少部分地接纳该适配器的开口和多个凹部,其中至少一个凹部被布置在该开口的每一侧上,布置在该开口的一侧上的该至少一个凹部与布置在该开口的相对侧上的该至少一个凹部对准。
[0169]
28.根据前述方面中任一项所述的3d打印系统,其中该适配器和/或该构建板包括被构造成将该工件保持器锁定在适当位置的锁紧元件。
[0170]
29.根据前述方面中任一项所述的3d打印系统,还包括后处理装置,这些后处理装置包括固化装置、加热装置、标记装置、用于从该工件移除多余材料的装置、表面精加工装置、支撑件移除装置和表面处理装置中的至少一个装置,其中该工件保持器和该相应的后处理装置被构造成使得该工件能够通过该相应的后处理装置对该工件进行后处理,其中该工件被附接到该工件被增材地制造到其上的相同工件保持器。
[0171]
30.根据前述方面中任一项所述的3d打印系统,还包括控制器,该控制器被构造成基于要制造的工件从具有不同大小和形状的多个工件保持器中选择至少一个工件保持器。
[0172]
31.根据方面30所述的3d打印系统,其中该控制器被构造成基于该工件的外边缘与该工件保持器的外边缘之间的最小可实现距离从该多个工件保持器中选择该至少一个工件保持器,以便占用该工件保持器上所需的最少量的面积。
[0173]
32.根据前述方面中任一项所述的3d打印系统,还包括至少一个操作机器人,该至少一个操作机器人被构造成操作该工件保持器并且将该工件保持器附接到该构建板,并且优选地还将该工件保持器移动到后处理装置。
[0174]
33.根据方面32所述的3d打印系统,还包括位置检测装置,该位置检测装置被构造成检测该工件保持器在该构建板上的位置并且检测所检测到的位置与该工件保持器在该构建板上的预先确定的目标位置的偏差,并且其中该位置检测装置优选地还被构造成将校正因子应用于该操作机器人,以便校正随后由该操作机器人放置在该构建板上的至少一个另外的工件保持器的定位。
[0175]
34.根据前述方面中任一项所述的3d打印系统,其中该附接装置包括真空发生器,该真空发生器被构造成在形成于该构建板中的至少一个开口中生成真空力,以将该工件保持器以可松脱方式附接到该构建板。
[0176]
35.一种用于将工件保持器附接到3d打印装置的适配器组,该适配器组包括:
[0177]
a)至少一个适配器,该至少一个适配器被构造成安装到3d打印装置的构建板;
[0178]
b)至少一个工件保持器,该至少一个工件保持器被构造成由该适配器以可松脱方式接纳,并且该工件保持器提供制造表面,至少一个工件能够被增材地制造到该制造表面上。
[0179]
36.根据方面35所述的适配器组,包括至少两个独立的工件保持器,每个工件保持器被构造成由该适配器以可松脱方式接纳,并且每个工件保持器提供制造表面,至少一个工件能够被制造到该制造表面上。
[0180]
37.根据方面35或36所述的适配器组,其中该适配器包括至少一个凹部,该至少一个凹部被构造成接纳该工件保持器的至少一部分。
[0181]
38.根据方面37所述的适配器组,其中该凹部从该适配器的端面延伸穿过该适配器的至少一部分。
[0182]
39.一种用于使用根据前述方面中任一项所述的3d打印系统来制造至少一个工件的方法,该方法包括以下步骤:
[0183]
a)将多个可硬化材料层相继地硬化到该至少一个工件保持器的该制造表面上,以在该制造表面上形成至少一个工件;
[0184]
b)通过向该工件保持器施加力,从该3d打印装置的该构建板移除其制造表面附接有工件的该工件保持器。
[0185]
40.根据方面39所述的方法,其中步骤b)通过将接纳在从适配器的附接到该构建板的端面延伸的凹部中的该工件保持器的一部分沿着该凹部滑动并滑出该凹部来执行。
[0186]
41.根据方面40所述的方法,其中步骤b)使用替换工具来执行,该替换工具具有至少一个凹部,该至少一个凹部从该替换工具的端面延伸穿过该替换工具的至少一部分并且接纳其制造表面未附接有工件的至少一个空工件保持器的至少一部分,其中该替换工具的该至少一个凹部与该适配器的该至少一个凹部对准,并且该空工件保持器沿着该替换工具的该凹部滑动并且滑出该替换工具的该凹部并滑入该适配器的该凹部中,从而沿着该适配器的该凹部推动和滑动其制造表面附接有工件的该工件保持器并且从该适配器的该凹部滑出。
[0187]
42.根据方面41所述的方法,其中在具有附接到它的制造表面的工件的该至少一个工件保持器沿着该适配器的该凹部被推动和滑动并且被推出和滑出该适配器的该凹部之后,其制造表面附接有工件的该至少一个工件保持器被接纳在该替换工具的至少一个另外的凹部中。
[0188]
43.根据方面39所述的方法,其中步骤b)通过拉动该工件保持器来执行,从而从形成在该构建板和/或该工件保持器中的至少一个开口释放从该构建板和/或该工件保持器的表面延伸的至少一个凸起部。
[0189]
44.根据方面39所述的方法,其中步骤b)通过拉动该工件保持器以克服该工件保持器与该构建板之间的磁性连接来执行。
[0190]
45.根据方面39至44中任一项所述的方法,其中在步骤b)之后,该方法包括以下步骤:
[0191]
c)将其制造表面附接有工件的该工件保持器移位到这些工件的后处理阶段,该后处理阶段包括以下项中的至少一者:从这些工件移除多余材料、固化、加热、表面精加工、表面处理、支撑件移除和标记;
[0192]
d)使用以下项中的至少任意项:从该工件移除多余材料、固化、表面精加工和标记,对该工件进行后处理,其中该工件被附接到在步骤a)中在其上形成该工件的相同工件保持器的该制造表面。
[0193]
46.根据方面45所述的方法,其中在步骤d)之后,该方法包括以下步骤:
[0194]
e)从该工件保持器移除该工件,并且可选地从该工件保持器移除残余打印材料。
[0195]
47.根据方面39至46中任一项所述的方法,其中步骤b)以及可选地还有步骤c)和/或步骤e)使用被构造成操作该工件保持器的至少一个操作机器人来执行。
[0196]
48.根据方面39至47中任一项所述的方法,其中使用该3d打印系统制造至少两个工件,并且用至少两个工件保持器来执行步骤a)至e),其中在每个工件保持器的每个制造表面上形成至少一个工件。
[0197]
49.根据方面45和48所述的方法,其中在步骤c)和d)中,具有附接到每个工件保持器的该制造表面的至少一个工件的至少两个工件保持器中的至少一个工件保持器被移位到不同的后处理阶段,并且在与另一工件保持器不同的相应后处理阶段进行后处理。
[0198]
以下参考附图进一步阐述了本发明的优选实施方案。
[0199]
图1示出了根据本发明的实施方案的透视图;
[0200]
图2示出了根据本发明的另一个实施方案的透视图;
[0201]
图3示出了根据本发明的另一个实施方案的透视图;
[0202]
图4示出了根据本发明的另一个实施方案的移除工具的透视图;
[0203]
图5示出了图4的实施方案的另一个透视图;
[0204]
图6示出了图4的实施方案的另一个透视图;
[0205]
图7示出了图4的实施方案的另一个透视图;
[0206]
图8示出了根据本发明的另一个实施方案的透视图;
[0207]
图9示出了根据本发明的另一个实施方案的透视图;
[0208]
图10示出了根据本发明的另一个实施方案的透视图;
[0209]
图11示出了根据本发明的另一个实施方案的透视图;
[0210]
图12示出了根据本发明的另一个实施方案的透视图;
[0211]
图13示出了根据本发明的另一个实施方案的透视图。
[0212]
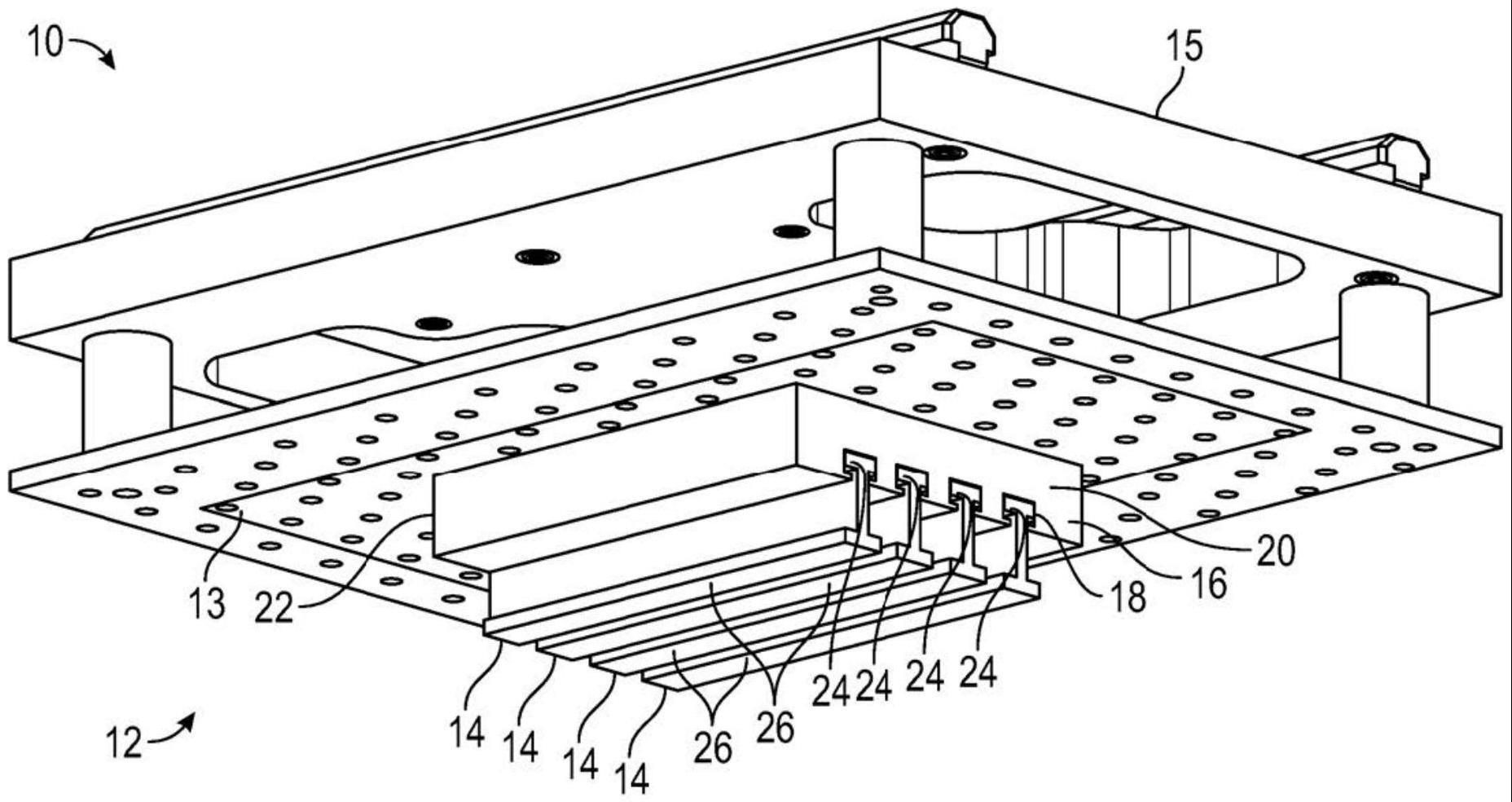
图1示出了包括3d打印装置12的3d打印系统10,该3d打印装置具有附接到构建平台15的构建板13。3d打印系统10包括被构造成连续轨道形条的四个工件保持器14。
[0213]
3d打印系统10还包括具有形成在其中的四个凹部18的适配器16。凹部18从适配器16的第一端面20延伸到适配器16的与第一端面20相对的第二端面22。
[0214]
工件保持器14各自具有接纳区段24,该接纳区段接纳在适配器16的凹部18中。工件保持器14还各自限定制造表面26,工件可被打印到该制造表面上。
[0215]
尽管以下附图可示出上述零件,但是出于清楚的目的,在附图中省略了一些附图标记。
[0216]
图2示出了图1的适配器16。适配器16还包括两个锁紧元件28,该两个锁紧元件可被接纳在形成于适配器16中的锁定开口30中。锁紧元件28可将工件保持器14固定在凹部18中。
[0217]
适配器16还包括扣紧元件32,这些扣紧元件被构造成将适配器16扣紧到构建板13。另选地或附加地,适配器16和/或构建板13可具有将适配器16扣紧到构建板13的磁性元件,诸如电磁体或永磁体。
[0218]
图3示出了图1的3d打印系统10,其中工件34被打印到工件保持器14的制造表面26上。因此,制造表面26在图3中不可见,因为它们被工件34覆盖。
[0219]
图4示出了移除工具36,该移除工具被构造成从适配器16移除其制造表面26附接有工件34的工件保持器14。
[0220]
如图4所示,移除工具36包括从替换工具36的第一端面40延伸到移除工具36的第二端面41的四个凹部38。凹部38彼此平行地布置并且被构造成各自以可滑动方式接纳其制造表面26未附接有工件34的空工件保持器14的接纳区段24。
[0221]
替换工具36还包括开口42,该开口被构造成至少部分地接纳适配器16。替换工具
36还包括布置在开口42的与凹部38相对的一侧上的四个另外的凹部44。凹部44和凹部38在开口42的相对侧上彼此对准。
[0222]
如图4所示,工件保持器14的接纳区段24被接纳在凹部44中。因此,具有附接到制造表面26的工件34的工件保持器14已经从适配器16移除。
[0223]
因此,移除工具36可被传送到后处理阶段,以便将工件保持器14装载到对应的后处理装置上,同时工件34被附接到由3d打印系统10打印到其上的相同工件保持器14上。
[0224]
图5至图7示出了使用图4的移除工具36在三个移除步骤中的移除过程。
[0225]
在图5中,具有工件保持器14的适配器16被接纳在移除工具36的开口42中,这些工件保持器具有附接到其制造表面26的工件34。移除工具36设置有四个空工件保持器14,这些工件保持器不具有附接到其制造表面26的工件34。空工件保持器14由此滑入凹部38中,如图6中可见。
[0226]
空工件保持器14然后从凹部38滑入形成在适配器16中的凹部18中,如图7所示。具有附接在其制造表面26的工件34的工件保持器14由此从形成于适配器16中的凹部18滑入凹部44中。
[0227]
因此,空工件保持器14被装载到适配器16中,同时具有附接到其制造表面26的工件34的工件保持器14被从适配器16移除。
[0228]
图8示出了另选构造的工件保持器14a。图8所示的工件保持器14a的制造表面26具有大致呈三角形的形状,而不是轨道形条构造。此外,工件保持器14a包括三个区段:制造区段46,该制造区段限定制造表面26;接纳区段48,该接纳区段被构造成接纳在如上所述的凹部18、38和44中;和连接区段50,该连接区段将制造区段46与接纳区段48连接。
[0229]
优选地,制造区段46可相对于接纳区段48是可转动和/或可旋转的。
[0230]
图9示出了具有多个工件保持器14a的适配器16,如结合图7所述的。工件保持器14a的接纳区段48由此被接纳在适配器16的凹部18中。
[0231]
图10示出了另一另选构造的工件保持器14b。如图11所示,工件保持器14b包括凸起部52,这些凸起部被构造成接纳在形成于构建板13中的开口54中。
[0232]
图12示出了另一另选构造的工件保持器14c。代替凸起部52,工件保持器14c包括提供将工件保持器14c附接到构建板13的磁力的磁性元件56,在这里被构造成永磁体。构建板13优选地由含铁材料制成。
[0233]
图13示出了经由附接到工件保持器14c的磁性元件56和布置在构建板13上的另外的磁性元件58附接到构建板13的工件保持器14c。另选地,构建板13的磁性元件58可被省略。在这种情况下,构建板13由含铁材料制成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1