制造具有芯构件的风力涡轮机叶片的方法和具有结构构件的风力涡轮机叶片与流程
本发明涉及制造包括芯构件的风力涡轮机叶片的方法以及通过所述方法能够获得的风力涡轮机叶片。
背景技术:
1、风力提供清洁的且环境友好的能量的源。风力涡轮机通常包括塔架、发电机、齿轮箱、机舱和一个或多个转子叶片。风力涡轮机叶片使用已知的翼型件原理捕获风的动能。现代风力涡轮机可以具有在长度方面超过90米的转子叶片。
2、风力涡轮机叶片通常通过由树脂和纤维或编织织物的层形成两个壳体部分或壳体半部来制造。翼梁帽或主层压体放置或集成在壳体半部中并且可以与抗剪腹板或翼梁桁杆组合以形成用于叶片的结构支撑。翼梁帽或主层压体可以接合到壳体的吸力和压力半部的内部或集成在壳体的吸力和压力半部的内部内。
3、风力涡轮机转子叶片通常使用夹层构造生产,在夹层构造中,芯被提供在纤维复合物材料的每个侧部上。这种芯材料可以由轻木、塑料、泡沫和/或蜂窝件制成。在这些夹层构造中的一些中,必须在芯材料内形成通孔以用于接收一个或多个功能部件,诸如用于风力涡轮机的雷电保护的接收器或导体、用于转子叶片的附接的横向螺栓、用于危险识别的器件、传感器和/或排放装置。
4、制造风力涡轮机叶片的这些已知方法具有许多缺点,因为它们趋于在构造期间以及在后续的质量控制程序中消耗不成比例的量的人力、时间和专门技术。具体地,在叶片壳体制造过程期间在叶片模具中将功能部件装配到芯材料中的步骤,关于在要求的容差内形成可接受的/完美的装配而言,可能是有挑战性的并且耗时的。功能部件必须装配到已经放置在叶片壳体中的芯材料中的预制的凹槽/凹陷中。因此,这种嵌入的功能部件的定位仅可能通过切去芯材料和在叶片壳体铺设过程中调整定位来调整。这是繁冗且耗时的。
5、因此本发明的一个目的是提供用于风力涡轮机叶片的结构构件,其允许功能叶片部件的更有效且灵活的放置。
6、本发明的另一目的是提供用于制造风力涡轮机叶片的方法,其避免在芯材料铺设在模具中之后在芯材料中的破坏性的且耗时的切除。
7、本发明的另一目的是提供制造风力涡轮机叶片的较不耗时且较便宜的方法,以及保持制造容差的改进的方式。
技术实现思路
1、已经发现,前述目的中的一个或多个能够通过提供制造风力涡轮机叶片的方法来达到,该风力涡轮机叶片具有包括压力侧和吸力侧以及前缘和后缘的成型廓形,前缘和后缘带有具有在其之间延伸的弦长的弦,风力涡轮机叶片沿展向方向在根部端部和末梢端部之间延伸,方法包括以下步骤:将包括一个或多个纤维层的纤维铺设件布置在叶片模具的模具腔体内,将负荷承载结构和芯构件布置在纤维铺设件上使得芯构件布置在负荷承载结构和前缘之间和/或负荷承载结构和后缘之间,向纤维铺设件、负荷承载结构和芯构件供应树脂,以及固化树脂,其中芯构件包括具有圆形横截面的第一孔,第一柱形插入件能够旋转地布置在芯构件的第一孔内,第一柱形插入件具有中心轴线、形成在第一柱形插入件中的凹部,凹部优选地在柱形插入件的顶部基部或底部基部中,其中凹部关于第一柱形插入件的中心轴线偏心地布置。
2、发现这提供在必要的距离范围内的凹部的定位的容易且有效的调整,因此避免了在芯材料铺设在模具中之后在芯材料中的破坏性的且耗时的切除。通过相对于芯构件旋转柱形插入件,将移动凹部到需要的定位是可能的。相比于现有技术解决方案,这导致模具周期时间的显著减少。另外,本发明的方法避免了当不得不在铺设之后形成另外的切除时由于错误的/不好的技艺而在芯构件内形成树脂池。
3、叶片模具将典型地包括用于风力涡轮机叶片的壳体半部的模具。在一些实施例中,叶片轮廓的顶部侧和底部侧(典型地压力侧和吸力侧)分别通过将纤维铺设件布置在两个模具部分中的每个中来分开地制造。然后,两个半部能够通常借助于内部凸缘部分胶合在一起。胶合剂在上叶片半部降低到下叶片半部上之前施加到下叶片半部的内面。另外地,一个或两个抗剪腹板通常附接到叶片半部的内部。
4、用于风力涡轮机叶片的壳体部分典型地借助于vartm(真空辅助树脂转移模制)制造为纤维复合物结构,其中液体聚合物(也称为树脂)被填充到叶片模具腔体中,其中纤维铺设件连同负荷承载结构和芯材料已经插入模具腔体中,并且其中模具腔体中产生真空,由此将聚合物抽吸进来。聚合物能够是热固性塑料或热塑性塑料。
5、典型地,模具腔体被用弹性真空袋覆盖。通过产生真空,液体树脂能够被抽吸进来并且与包含在此的纤维材料填充模具腔体。在大多数情况下,施加的树脂是聚酯或环氧树脂,并且典型地纤维铺设件是基于玻璃纤维和/或碳纤维的。
6、本发明的风力涡轮机叶片包括一个或多个芯构件(诸如夹层芯构件),该一个或多个芯构件可选地用纤维增强材料(诸如一个或多个纤维增强聚合物层)覆盖或夹在其之间。芯构件能够用作在这种层之间的隔离物以形成夹层结构,并且典型地由刚性的、轻量的材料制成以便降低复合物结构的重量。为了确保液体树脂在浸渍过程期间的有效的分散,芯材料可以被提供有树脂分散网络,例如通过在芯材料的表面中提供通道或凹槽。
7、负荷承载结构优选地是翼梁帽或主层压体。根据一些实施例,方法进一步包括将一个或多个抗剪腹板布置在负荷承载结构上的步骤。每个抗剪腹板可以包括腹板本体、在腹板本体的第一端部处的第一腹板脚部凸缘以及在腹板本体的第二端部处的第二腹板脚部凸缘。在一些实施例中,抗剪腹板基本上是i形的。可替代地,抗剪腹板可以是基本上c形的。
8、一个或多个芯构件布置在负荷承载结构和前缘之间和/或负荷承载结构和后缘之间。因此,沿弦向方向看,芯构件优选地邻近负荷承载结构布置。叶片可以包括至少5个、诸如至少10个这种芯构件,其可以被提供为芯材料的区块,诸如聚合物泡沫的区块或轻木的区块。
9、向纤维铺设件、负荷承载结构和芯构件供应树脂的步骤优选地使用vartm过程进行。在一些实施例中,芯构件中的一个或多个是芯材料的区块,诸如轻木的区块或聚合物形式的区块。区块可以具有基本上矩形的横截面。
10、本发明的叶片制造过程中使用的芯构件中的至少一个包括具有圆形横截面的第一孔和能够旋转地布置在芯构件的第一孔内的第一柱形插入件。在一些实施例中,芯构件中的两个或更多个(诸如四个或更多个)包括具有圆形横截面的相应第一孔和能够旋转地布置在芯构件的第一孔内的第一柱形插入件。在一个实施例中,负荷承载结构的任一弦向侧部上的芯构件中的至少一个包括具有圆形横截面的第一孔和能够旋转地布置在芯构件的第一孔内的第一柱形插入件。在一些实施例中,芯构件中的两个或更多个(诸如四个或更多个)包括具有圆形横截面的相应的第一孔和能够旋转地布置在芯构件的第一孔内的第一柱形插入件。
11、在优选的实施例中,第一孔具有在30和300mm之间的直径。优选的是,第一孔是通孔。通孔可以从芯构件的一个侧部(例如其顶部表面)延伸到芯构件的相对的侧部(例如其底部表面)。当芯构件布置在模具腔体中时,芯构件的顶部表面面向上,并且芯构件的底部表面面向下。在优选的实施例中,第一孔是沿叶片的基本上摆振向方向延伸的基本上竖直的通孔。第一孔优选地具有柱形形状。当使用夹层芯构件时,第一孔还可以延伸通过(一个或多个)纤维层(芯构件布置在其之间中)。
12、第一柱形插入件将典型地是圆柱形插入件。因此,柱形插入件将通常具有沿着其整个长度的圆形横截面。优选的是,柱形插入件中的每个成形为直圆柱。柱形插入件将通常包括圆形或盘形顶部基部、圆形或盘形底部基部和在顶部基部与底部基部之间的侧部表面。在一些实施例中,第一柱形插入件直接接收在芯构件的第一孔内。在其他实施例中,第一柱形插入件经由一个或多个另外的柱形插入件(诸如第二柱形插入件和第三柱形插入件)接收在芯构件的第一孔内,如下文进一步解释的。
13、第一柱形插入件具有延伸通过其圆形横截面的中心的中心轴线。因此,中心轴线经过其两个基部(即柱的顶部基部和底部基部)的相应的中心。第一柱形件包括凹部,其中凹部关于第一柱形插入件的中心轴线偏心地布置。因此,凹部从第一柱形插入件的中心轴线偏移。典型地,凹部将形成在柱形插入件的圆形顶部基部内。当具有柱形插入件的芯构件布置在叶片模具中时,顶部基部典型地面向上,而底部基部典型地在叶片模具中面向下。
14、在一些实施例中,凹部具有圆形横截面。在其他实施例中,凹部具有矩形或椭圆形横截面。在一些实施例中,凹部可以成形为在在第一柱形插入件的顶部基部表面中或底部基部表面中延伸的狭槽、通道、凹槽或腔体。优选地,凹部不延伸通过整个柱形插入件。在其他实施例中,凹部是延伸通过第一柱形插入件的通孔。
15、在优选的实施例中,方法进一步包括在将芯构件布置在纤维铺设件上之后将功能部件插入到第一柱形插入件的凹部中。在优选的实施例中,功能部件从包括叶片雷电保护系统的接收器或导体、诸如螺栓的紧固构件、传感器和排放装置的组中选择。特别优选的是,功能部件是叶片的雷电保护系统的部件。雷电保护系统的部件可以是冲击终止装置,诸如避雷针、导体、接地杆件或等势结合和电涌(surge)保护装置。在一些实施例中,功能部件是雷电保护系统的电流连接端子或其的部分。
16、在优选的实施例中,方法进一步包括,在将芯构件布置在纤维铺设件上之后,相对于芯构件旋转第一柱形插入件以用于调整凹部在芯构件内的位置。因此,在芯构件已经布置在叶片模具腔体内之后以及在芯构件固定到一个或多个其他叶片构件(诸如纤维铺设件或负荷承载结构)之后,凹部的位置是有利地可调整的。因此,由于差的对准或制造容差导致的对于切割或以其他方式形成(另外的)凹部以用于接收功能部件的需要由本发明克服。在一些实施例中,通过相对于芯构件旋转第一柱形插入件来调整凹部和负荷承载结构之间的弦向距离。在一些实施例中,通过相对于芯构件旋转第一柱形插入件来调整凹部和叶片末梢之间的展向距离。
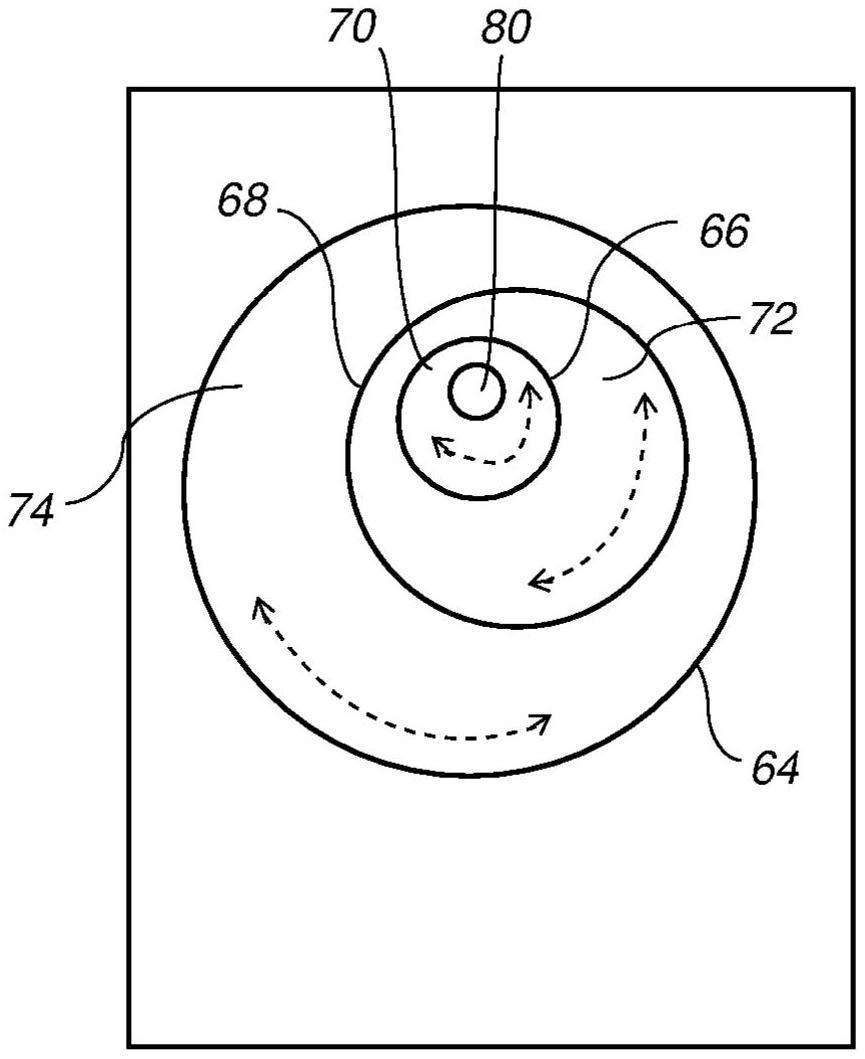
17、在优选的实施例中,芯构件进一步包括能够旋转地布置在芯构件的第一孔内的第二柱形插入件,其中第二柱形插入件的直径超过第一柱形插入件的直径,第二柱形插入件具有中心轴线和具有圆形横截面的第二孔,第二孔关于第二柱形插入件的中心轴线偏心地布置,并且其中第一柱形插入件能够旋转地布置在第二柱形插入件的第二孔内。
18、在优选的实施例中,方法进一步包括在将芯构件布置在纤维铺设件上之后,相对于芯构件旋转第二柱形插入件以用于调整凹部在芯构件内的位置。在一些实施例中,通过相对于芯构件旋转第二柱形插入件来调整凹部和负荷承载结构之间的弦向距离。在一些实施例中,通过相对于芯构件旋转第二柱形插入件来调整凹部和叶片末梢之间的展向距离。
19、在优选的实施例中,芯构件包括能够旋转地布置在芯构件的第一孔内的第三柱形插入件,其中第三柱形插入件的直径超过第二柱形插入件的直径,第三柱形插入件具有中心轴线和具有圆形横截面的第三孔,第三孔关于第三柱形插入件的中心轴线偏心地布置,并且其中第二柱形插入件能够旋转地布置在第三柱形插入件的第三孔内。在一些实施例中,通过相对于芯构件旋转第三柱形插入件来调整凹部和负荷承载结构之间的弦向距离。在一些实施例中,通过相对于芯构件旋转第三柱形插入件来调整凹部和叶片末梢之间的展向距离。
20、在优选的实施例中,方法进一步包括在将芯构件布置在纤维铺设件上之后,相对于芯构件旋转第三柱形插入件以用于调整凹部在芯构件内的位置。
21、在优选的实施例中,方法进一步包括切割柱形开口至芯构件中或通过芯构件切割柱形开口以提供具有圆形横截面的第一孔和第一柱形插入件。可以用诸如孔锯的切割工具进行此步骤,该切割工具例如包括具有沿着外边缘的切割刀片的中空钻头。
22、在另一方面,本发明涉及通过前述方法能够获得的风力涡轮机叶片。
23、在另一方面,本发明涉及一种风力涡轮机叶片,该风力涡轮机叶片具有包括压力侧和吸力侧以及前缘和后缘的成型廓形,前缘和后缘带有具有在其之间延伸的弦长的弦,风力涡轮机叶片沿展向方向在根部端部和末梢端部之间延伸,其中风力涡轮机叶片包括布置在叶片内的结构构件,诸如芯构件或夹层芯构件,结构构件包括具有圆形横截面的第一孔、能够旋转地布置在结构构件的第一孔内的第一柱形插入件,第一柱形插入件具有中心轴线、形成在第一柱形插入件中的凹部,其中凹部关于第一柱形插入件的中心轴线偏心地布置。
24、在优选的实施例中,叶片进一步包括能够旋转地布置在结构构件的第一孔内的第二柱形插入件,其中第二柱形插入件的直径超过第一柱形插入件的直径,第二柱形插入件具有中心轴线和具有圆形横截面的第二孔,第二孔关于第二柱形插入件的中心轴线偏心地布置,并且其中第一柱形插入件能够旋转地布置在第二柱形插入件的第二孔内。
25、在优选的实施例中,叶片进一步包括能够旋转地布置在结构构件的第一孔内的第三柱形插入件,其中第三柱形插入件的直径超过第二柱形插入件的直径,第三柱形插入件具有中心轴线和具有圆形横截面的第三孔,第三孔关于第三柱形插入件的中心轴线偏心地布置,并且其中第二柱形插入件能够旋转地布置在第三柱形插入件的第三孔内。
26、在优选的实施例中,凹部配置成用于接收叶片部件,该叶片部件从包括叶片雷电保护系统的接收器或导体、诸如螺栓的紧固构件、传感器和排放装置的组中选择。
27、在优选的实施例中,第一孔、第二孔和/或第三孔是通孔。在优选的实施例中,第一孔具有10-300mm、优选地50-250mm的直径。在优选的实施例中,第一柱形插入件、第二柱形插入件和/或第三柱形插入件具有直圆形柱的形状。
28、在另一方面,本发明涉及结构构件,诸如芯构件或夹层芯构件,以用于布置在风力涡轮机转子叶片中,结构构件包括具有圆形横截面的第一孔、能够旋转地布置在结构构件的第一孔内的第一柱形插入件,第一柱形插入件具有中心轴线、形成在第一柱形插入件中的凹部,其中凹部关于第一柱形插入件的中心轴线偏心地布置。
29、在优选的实施例中,结构构件是芯构件,诸如由轻木或聚合物制成的夹层芯构件。在一些实施例中,结构构件是芯材料的区块,诸如轻木的区块或泡沫聚合物的区块。区块可以具有基本上矩形的横截面。
30、在优选的实施例中,结构构件进一步包括能够旋转地布置在结构构件的第一孔内的第二柱形插入件,其中第二柱形插入件的直径超过第一柱形插入件的直径,第二柱形插入件具有中心轴线和具有圆形横截面的第二孔,第二孔关于第二柱形插入件的中心轴线偏心地布置,并且其中第一柱形插入件能够旋转地布置在第二柱形插入件的第二孔内。
31、在优选的实施例中,结构构件进一步包括能够旋转地布置在结构构件的第一孔内的第三柱形插入件,其中第三柱形插入件的直径超过第二柱形插入件的直径,第三柱形插入件具有中心轴线和具有圆形横截面的第三孔,第三孔关于第三柱形插入件的中心轴线偏心地布置,并且其中第二柱形插入件能够旋转地布置在第三柱形插入件的第三孔内。
32、以上关于制造风力涡轮机叶片的方法讨论的所有特征和实施例同样适用本发明的于风力涡轮机叶片和结构构件,并且反之亦然。
33、如本文使用的,术语“结构构件”意指用于形成结构的与风力涡轮机叶片的任何其他构件(诸如纤维铺设件)接合的任何单独构件。
34、如本文使用的,术语“展向”被用来描述测量值或元件沿着叶片从其根部端部到其末梢端部的取向。在一些实施例中,展向是沿着风力涡轮机叶片的纵向轴线和纵向延伸范围的方向。
- 还没有人留言评论。精彩留言会获得点赞!