打印头的控制方法与流程
1.本技术涉及增材制造技术领域,特别是一种打印头的控制方法。
背景技术:
2.近年来,增材制造技术的应用越来越广泛,3d(3dimension)打印技术、4d(4dimension)打印技术均属于增材制造技术。应用领域涉及药物制剂,组织工程,生物医疗,机器人等。
3.4d打印技术是在3d打印技术的基础上发展起来的,在空间三维结构打印的基础上增加了对时间维度(dimension)的设计,使打印的产品具有时变功能,使打印出的三维形状的产品,在环境作用下(如ph值,溶液,水,声,光,热,电,磁场,振动等)按设定的时间发生预定的形状或特性的变化从而达到特定的功能,比如,可以使打印出的药物在设定的时间和位置打开并按预定的速率释放,再比如,可以使打印出的三维植入药械长效释放并在设定的时间内降解。4d打印技术的时变功能可采用智能材料打印或多材料打印实现,其中采用多材料打印技术,降低了对材料的要求,更容易获得广泛的应用。
4.多材料打印要求打印设备配置多个打印头,通过多个打印头的交替给料实现多材料的成型。另外,打印设备还配置打印平台,打印过程中,打印平台沿x轴和y轴水平运动,打印头整体沿z轴运动,打印头的活塞在料筒中沿e轴(即挤出轴,e轴与z轴平行或重合)运动,在活塞的驱动下物料自打印头的喷嘴孔挤出到打印平台的目标位置处。
5.打印头的打印过程主要分以下两种情形:
6.一种情形是,打印路径连续,这种情形下,主要采用速度控制模式或者位置控制模式来控制打印头的挤出量。
7.速度控制模式是根据设定好的挤出速度进行匀速挤出,缺点在于,打印过程中x轴和y轴运动并不是一个匀速运动,而是一个持续多次加减速的过程,因此要求挤出量也要配合上x轴、y轴的加减速运动进行协调运动。
8.位置控制模式是根据gcode(切片软件生成的加工代码)中的e轴坐标以及x轴坐标、y轴坐标一起进行3轴插补运算后,计算出e轴移动距离。因此这种挤出方式比速度控制模式挤出更合适,但该种挤出方式e轴的移动距离完全取决于gcode中的e轴坐标,较依赖于切片软件在模型切片过程中的挤出量配置是否合理。
9.实际使用过程中,料筒内物料存在局部分布不均的情况,这种情况下,上述两种控制模式均无法满足连续均匀出料的要求。
10.另一种情形是,打印路径不连续,前一条打印路径的终点和后一条打印路径出发点之间有一段距离。这时候去往下一打印路径的途中肯定不能继续挤出物料,否则轻则拉丝,重则模型毁损,这段距离打印头就需要空走。
11.目前避免打印头空走拉丝的方式是回抽,就是在空走之前先让打印头高速反转一段材料,这样就能够瞬间把打印头的加热腔里的材料抽光,再移动过去,中间就不会挤出材料,到了下一打印路径的出发点后,再把刚才抽回去的丝按一样的长度挤回来,继续打印。
回抽方式的弊端是空走时间不能太久,且无法持续等待,若等待时间过长则会出现漏料和泄压,等待时间越长,漏料和泄压越多,在下次打印开始时,漏料多会堆积在打印初始位置,泄压多,会在初始一小段打印过程中挤出轴无法有效挤出,严重影响打印质量和精度。而多材料打印过程中,需要切换打印头,切换打印头的过程会导致一些打印头的等待时间较长,因而,这种回抽方式不适合多材料打印。
12.综上,目前的采用速度控制模式或者位置控制模式的打印头在料筒内物料存在局部分布不均的情况下无法满足连续均匀出料的要求,目前的采用回抽方式的打印头,不适合多材料打印。
技术实现要素:
13.本技术提供一种打印头的控制方法,所述控制方法包括以下控制策略:
14.s1、量产打印前,进行多次试产打印,期间利用打印头的压力检测模块检测打印头的挤出压力;压力检测模块的采样频率可以预先设定好,例如采样周期可以设定为100毫秒,通常打印头打印一层的过程中,压力检测模块会根据采样周期持续采集打印头的挤出压力;然后根据多次试产打印过程中的检测结果通过预设算法计算得出所用的每个打印头打印每层时所对应的参考压力的基准值p’。
15.s2、进行量产打印,期间利用当前打印头的压力检测模块实时检测当前打印头的挤出压力,实时比较当前检测到的压力值p与当前打印头打印当前层时所对应的参考压力的基准值p’的大小。量产打印的打印条件应与试产打印最终确定的打印条件一致,所谓打印条件一致是指材料性能、材料加热温度、喷嘴孔径、喷嘴与打印层间的间隙、挤出轴单位时间内移动距离(挤出速度)等参数均相同。
16.s3、根据s2得出的比较结果实时调节当前打印头的挤出压力。
17.一种实施方式中,当前打印头打印当前层时所对应的参考压力的基准值p’根据在多次试产打印过程中检测到的该打印头打印该层时的压力通过预设算法计算得出;
18.或者,选取与当前层厚度一致的另一层为采样层,当前打印头打印当前层时所对应的参考压力的基准值p’根据在多次试产打印过程中检测到的该打印头打印采样层时的压力通过预设算法计算得出。
19.一种实施方式中,s3包括以下控制策略:
20.s31、预设速度或位置控制因子k,控制因子k的初始值为k0;当前打印头的挤出轴的目标速度=预设的挤出轴的初始速度
×
k,或者,当前打印头的挤出轴电机的目标脉冲量=当前计算出的挤出轴移动距离
×k×
预设的挤出轴的初始脉冲当量;
21.s32、根据当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’,通过预设算法调节控制因子k的大小,以此调节物料挤出量。
22.一种实施方式中,s32中的预设算法为:若当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’满足:p<p’(1-d%),则k=k0+(p
’‑
p)/p’;若当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’满足:p’(1-d%)≤p<p’(1+d%),则k=k0;若当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’满足:p’(1+d%)≤p≤mp’,其中2≤m,则k=k0-(p-p’)/p’;其中,d%为预先设定的当前打印头的死区值。或者,s32中的预设算法也可以是常规pid算
法、改进的pid算法、模糊控制算法、神经网络算法等调节稳定且不产生振荡的算法。
23.一种实施方式中,所述控制方法还包括以下控制策略:
24.s4、当前打印头的活塞正向进给到供料终点时,压力检测模块与打印头的另一部件触碰,若当前检测到的压力值p与当前打印头的参考压力的基准值p’满足:m p’<p,其中,2≤m,则表明当前打印头的活塞已经到达供料终点,这时控制当前打印头的旋转刮料件旋转刮料并控制当前打印头的喷嘴孔关闭并控制当前打印头的活塞反向回位到初始位置,然后控制自动进料模块给当前打印头的料筒补充物料,实现物料用尽时的自动物料补充。
25.一种实施方式中,所述控制方法还包括以下控制策略:
26.s5、若s4中补充完物料后,仍需当前打印头继续进行打印,则控制当前打印头沿z轴移动到目标打印高度,然后控制当前打印头的活塞正向进给,直至当前检测到的压力值p和当前打印头的参考压力的基准值p’满足:p’≤p<p’(1+d%),这样补充完物料后能自动接续打印,实现了连续作业。
27.一种实施方式中,所述控制方法还包括以下控制策略:
28.s6、若需要将当前打印头切换为另一打印头,则在切换前先控制当前打印头的喷嘴孔关闭并控制当前打印头的活塞反向回位一段距离(该距离不易过长,比如可以为1mm)。这样,可避免切换打印头的途中出现漏料、拉丝和拖尾现象以及打印头长时间等待过程中出现漏料现象,因此,适用于多材料打印。
29.一种实施方式中,所述控制方法还包括以下控制策略:
30.s7、若需要将当前打印头自当前打印路径切换到与当前打印路径不相连的另一打印路径,则在切换前控制当前打印头的喷嘴孔关闭。这样,可避免切换打印路径的途中出现漏料、拉丝和拖尾现象。若当前打印路径的终点与要切换到的打印路径的出发点距离较远,则可在切换前控制当前打印头的活塞反向回位一段距离,若距离较近,则无须控制当前打印头的活塞反向回位一段距离。
31.一种实施方式中,s6和s7中关闭当前打印头的喷嘴孔的方式是:在当前打印头到达当前打印路径的终点前,提前控制当前打印头的转阀的阀芯向关闭方向旋转预定角度(比如45
°
)到达第一位置,当前打印头的阀芯处于所述第一位置时,当前打印头的喷嘴孔尚未完全关闭,这样打印头可通过喷嘴孔提前泄压,在当前打印头到达当前打印路径的终点时,控制当前打印头的转阀的阀芯继续向关闭方向旋转直至转阀的阀芯的第一截流面关闭当前打印头的喷嘴孔,这样能保障在后续切换打印路径或切换打印头的途中不漏料。
32.一种实施方式中,当前打印头的阀芯处于所述第一位置时,当前打印头的转阀的阀芯的第二截流面关闭当前打印头的喷嘴孔上游的流道出口。这样,能够更好地保障在后续切换打印路径或切换打印头的途中不会漏料。
33.一种实施方式中,所述控制方法还包括以下控制策略:
34.s8、量产打印时,根据当前打印头的进给速率或打印路径的曲率调节当前打印头的喷嘴孔开度和/或当前打印头的转阀开关的流道出口开度。比如,可以在打印路径弯曲度较大位置,调小当前打印头的喷嘴孔开度和/或当前打印头的流道出口开度。这样可以进一步提升打印质量。
35.本技术提供的控制方法与速度控制模式结合控制物料的挤出量时,挤出轴单位时间内的移动距离一致,因而挤出压力也一致。
36.本技术提供的控制方法与位置控制模式结合控制物料的挤出量时,挤出轴单位时间内的移动距离根据切片软件生成的挤出轴e轴坐标与x轴、y轴坐标经过3轴插补计算出来,因而挤出轴单位时间内的移动距离存在一个加减速的变化,因此打印过程中的挤出压力理论上是有波动的,但是该挤出压力也是在一个较固定的范围内小幅度波动,不会发生巨大的振荡变化。
37.因此,本技术提供的控制方法无论是与速度控制模式结合还是与位置控制模式结合,均可保障物料的连续均匀挤出,避免出现断料、堆料等影响打印质量的现象。
38.采用本技术提供的控制方法与速度控制模式或位置控制模式结合控制打印头的物料挤出量,可达到以下技术效果:在打印路径连续时即便料筒内物料局部分布不均也能实现物料的连续均匀挤出,避免出现断料或堆料现象。在切换打印头、切换打印路径以及结束打印时可及时关闭当前打印头的喷嘴孔,从而避免出现漏料、拉丝和拖尾现象。在料筒中物料用尽时,可自动补充物料,补充完物料后可自动接续打印,实现连续作业。切换下来的打印头的活塞能小距离回位泄压,避免了切换下来的打印头在长时间等待过程中出现漏料现象,因此能满足多材料打印需求。
附图说明
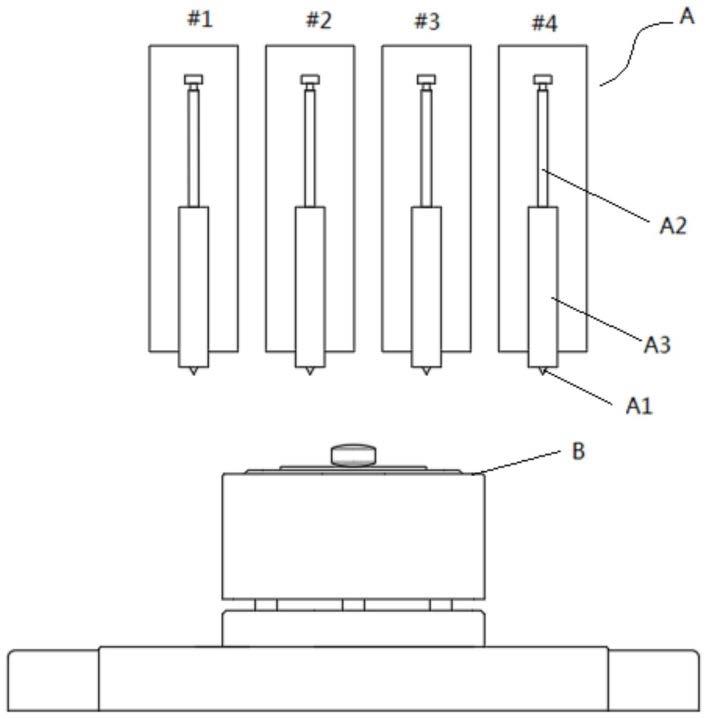
39.图1为一种打印机的示意图;
40.图2为一种打印机的压力检测模块、料筒、活塞、旋转刮料件等组装状态下的剖视图;
41.图3为一种打印机的转阀、喷嘴孔、流道出口等部件的剖视图;
42.图4为本技术提供的控制方法调节物料挤出压力的流程;
43.图5为速度控制模式下gcode执行流程;
44.图6为位置控制模式下gcode执行流程。
45.附图标记说明:
46.a打印头;
47.a1喷嘴,a2活塞,a3料筒,a4传压杆,a5压力传感器,a6旋转刮料件,a7阀芯,a8流道出口,a9喷嘴孔;
48.b打印平台。
具体实施方式
49.为了使本技术领域的技术人员更好地理解本技术的技术方案,下面结合附图和具体实施方式对本技术的技术方案作进一步的详细说明。
50.在量产打印前需要进行试产打印,无论试产打印还是量产打印,均需要进行以下准备作业:
51.(1)将待打印的工件的三维模型导入计算机切片软件,设置打印参数,打印参数包括层数、每层厚度、每层选用的打印头、打印头的喷嘴孔径、打印速度、填充率、切片方式、打印头的加热温度等,设置完成后进行切片,将切片后的生成文件传输至3d打印软件。
52.具体的,可以将底层厚度设置得小于上层厚度。举例来说,若要打印的工件为10层,1层为其底层,2层-9层均为上层,可以将1层的厚度设置得小于2层-9层任一上层的厚
度。
53.工件的每层可以选用一个打印头或多个打印头打印,以图1所示的打印机为例,图1所示的打印机具有打印平台和四个打印头,四个打印头分别为#1号打印头、#2号打印头、#3号打印头、#4号打印头,则工件的任一层可以仅由四个打印头中的一个打印头打印而成,也可以由四个打印头中的两个、三个或四个打印头接续打印而成。
54.(2)将打印头的压力检测模块调零,以消除安装误差。
55.(3)向所用的打印头的料筒中装填物料,并加热至预设温度。
56.本技术提供的打印头的控制方法的一种实施例包括以下控制策略:
57.s1、量产打印前,在特定打印条件下进行多次试产打印,期间利用打印头的压力检测模块检测打印头的挤出压力,根据多次试产打印过程中的检测结果通过预设算法计算得出所用的每个打印头打印每层时所对应的参考压力的基准值p’。
58.具体的,当前打印头打印当前层时所对应的参考压力的基准值p’可以通过以下两种获取方式获取:
59.第一种获取方式是,当前打印头打印当前层时所对应的参考压力的基准值p’根据在多次试产打印过程中检测到的该打印头打印该层时的压力通过预设算法计算得出。举例来说,若#1号打印头参与工件的1层打印,则#1号打印头打印1层时所对应的参考压力的基准值p’根据在多次试产打印过程中检测到的#1号打印头打印1层时的压力通过预设算法计算得出。
60.第二种获取方式是,选取与当前层厚度一致的另一层为采样层,当前打印头打印当前层时所对应的参考压力的基准值p’根据在多次试产打印过程中检测到的该打印头打印采样层时的压力通过预设算法计算得出。举例来说,若#1号打印头参与工件的2层和3层打印,工件的2层和3层厚度一致,选取2层为采样层,则#1号打印头打印3层时所对应的参考压力的基准值p’根据在多次试产打印过程中检测到的#1号打印头打印2层时的压力通过预设算法计算得出。
61.若当前打印头打印的当前层为工件的底层,则当前打印头打印当前层时所对应的参考压力的基准值p’可通过上述第一种获取方式获取。
62.若当前打印头打印的当前层为工件的上层,则当前打印头打印当前层时所对应的参考压力的基准值p’既可通过上述第一种获取方式获取,也可通过上述第二种方式获取。
63.选择当前打印头越早打印出的层为采样层越有利,因此,如果当前打印头打印当前层之前已经先后打印了与当前层厚度一致的多层的话,则优选最先打印的与当前层厚度一致的层为采样层。举例来说,若#1号打印头参与工件的1层、2层、3层、4层打印,1层厚度为0.1mm,2层、3层和4层的厚度均为0.2mm,这时对于4层这一当前层,既可选取2层为采样层,也可选取3层为采样层,优选最先打印的2层为采样层,#1号打印头打印4层时所对应的参考压力的基准值p’根据在多次试产打印过程中检测到的#1号打印头打印2层时的压力计算得出。
64.具体的,s1中,预设算法可以是均值算法、加权算法等,在此对通过s1中的预设算法的类型不作限制。
65.具体的,s1中,需判断所用的每个打印头打印每层时所对应的参考压力的基准值p’是否均已确定,均确定后方可进行量产打印。判断方式是:查询要用的每个打印头打印每
层时所对应的参考压力的当前值是否等于其初始值(初始值是预先设定的,具体可以设定为0),如果不等于的话,表明参考压力的基准值p’已经确定,如果等于的话,则继续进行试产打印和根据试产打印过程的检测结果通过预设算法计算p’,直至要用的每个打印头打印每层时所对应的参考压力的p’均已确定。
66.s2、在所述特定打印条件下进行量产打印,期间利用当前打印头的压力检测模块实时检测当前打印头的挤出压力,实时比较当前检测到的压力值p与当前打印头打印当前层时所对应的参考压力的基准值p’的大小。
67.s3、根据s2得出的比较结果实时调节当前打印头的挤出压力。
68.具体的,s3包括以下控制策略:
69.s31、预设速度或位置控制因子k,控制因子k的初始值为k0。
70.本技术提供的控制方法可与速度控制模式或位置控制模式结合控制物料挤出量。
71.控制方法具有前瞻预处理功能,该功能可以根据运动路径计算出平滑的速度规划,减少冲击,提高加工精度。由于前瞻功能的开启,gcode在调用插补指令时先将数据压入前瞻缓存区,在运行时再由前瞻缓存区将待执行代码逐行移动至运动缓存区,最后调用指令启动执行。因此在整个打印过程中,gcode无法修改,即gcode中的x、y、e轴坐标值不变。
72.速度控制模式下,gcode执行流程见附图5,x轴、y轴坐标进行2轴插补,挤出轴采用速度控制模式挤出,与gcode中的e轴坐标无关,因此挤出轴e轴的速度值在执行过程中可以实时修改,所以可以直接修改挤出轴的挤出速度来达到调节物料挤出量的目的。
73.位置控制模式下,gcode执行流程见附图6,e轴的挤出位置是根据gcode中的挤出轴e轴坐标与x轴、y轴坐标经过3轴插补计算得出的,由于整个打印过程中gcode无法修改,因此挤出轴挤出位置无法像速度控制模式实时修改。考虑到挤出轴电机最终接收的数据是以脉冲量pulse为单位的数据,而挤出轴电机接收到的脉冲量越大,实际移动距离越大,又有挤出轴电机接收的脉冲量=挤出轴的计算移动距离
×
挤出轴的脉冲当量,因此可以通过修改挤出轴的脉冲当量来调节挤出轴的实际移动距离,从而间接达到调节物料挤出量的目的。
74.s32、根据当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’,通过预设算法调整控制因子k的大小;
75.速度控制模式下,当前打印头的挤出轴的挤出速度=预设的挤出轴的初始速度
×
k,通过调节k的大小来改变挤出轴的挤出速度,以此达到改变物料挤出量的目的;
76.位置控制模式下,当前打印头的挤出轴电机的脉冲量=当前计算出的挤出轴移动距离
×k×
预设的挤出轴的初始脉冲当量,通过调节k的大小来改变挤出轴电机的脉冲量,从而间接改变挤出轴的移动距离,以此达到改变物料挤出量的目的。
77.具体的,位置控制模式下,可以减小前瞻缓存区的长度,例如前瞻缓存区n=20段,该20段数据执行完约2-3秒,每执行完20段数据,在下一次20段数据压入前瞻缓存区的之前,调节k的大小。还可以在驱动器与电机之间增加脉冲信号调解器,该调解器可独立设置信号放大倍率,与前瞻缓存区数据不发生关系。
78.具体的,s32中的预设算法可以是:若当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’满足:p<p’(1-d%),则k=k0+(p
’‑
p)/p’;若当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’满足:p’(1-
d%)≤p<p’(1+d%),则k=k0;若当前检测到的压力值p和当前打印头打印当前层时所对应的参考压力的基准值p’满足:p’(1+d%)≤p≤mp’,其中,2≤m,则k=k0-(p-p’)/p’;其中,d%为预先设定的当前打印头的死区值,不同打印头的死区值可以设置为不同,也可以设置为相同。
79.或者,s32中的预设算法也可以是常规pid算法、改进的pid算法、模糊控制算法、神经网络算法等调节稳定且不产生振荡的算法。
80.s4、当前打印头的活塞正向进给到供料终点时,压力检测模块与打印头的另一部件触碰,若当前检测到的压力值p与当前打印头的参考压力的基准值p’满足:m p’<p,其中,2≤m,则表明当前打印头的活塞已经到达供料终点,这时控制当前打印头的旋转刮料件旋转刮料(具体可以控制旋转刮料件正向旋转几圈后再反向旋转几圈),并控制当前打印头的喷嘴孔关闭,并控制当前打印头的活塞反向回位到初始位置,然后控制自动进料模块给当前打印头的料筒补充物料,实现物料用尽时的自动物料补充。
81.例如,图2所示的打印头,该打印头的料筒a3中插装有活塞a2,活塞a2设有通孔。该打印头还设有旋转刮料件a6,该打印头的压力检测模块包括压力传感器a5和传压杆a4,传压杆a4穿插在活塞的通孔中。当活塞正向进给到供料终点(料筒底端)时,传压杆a5的底端面与旋转刮料件a6触碰,触碰瞬间,压力检测模块检测到的压力值p比其他时刻检测到的压力值p大,因此能据此判断出活塞已经到达了供料终点、料筒中的物料已经用尽。
82.s5、若s4中补充完物料后,仍需当前打印头继续进行打印,则控制当前打印头沿z轴移动到目标打印高度,然后控制当前打印头的活塞正向进给,直至当前检测到的压力值p和当前打印头的参考压力的基准值p’满足:p’≤p<p’(1+d%),这样补充完物料后能自动接续打印,实现了连续作业。
83.s6、若需要将当前打印头切换为另一打印头,则在切换前先控制控制当前打印头的喷嘴孔关闭并控制当前打印头的活塞反向回位一段距离(该距离不易过长,比如可以为1mm)。这样,可避免切换打印头的途中出现漏料、拉丝和拖尾现象以及打印头长时间等待过程中出现漏料现象,因此,适用于多材料打印。另外,如果存在干涉的话,切换前还控制当前打印头沿z轴上升到非干涉位置。
84.s7、若需要将当前打印头自当前打印路径切换到与当前打印路径不相连的另一打印路径,则在切换前控制当前打印头的喷嘴孔关闭。这样,可避免切换打印路径的途中出现漏料、拉丝和拖尾现象。若当前打印路径的终点与要切换到的打印路径的出发点距离较远,则可在切换前控制当前打印头的活塞反向回位一段距离,若距离较近,则无须控制当前打印头的活塞反向回位一段距离。
85.具体的,s6和s7中,关闭当前打印头的喷嘴孔的方式可以是:在当前打印头到达当前打印路径的终点前,提前控制当前打印头的转阀的阀芯向关闭方向旋转预定角度(比如45
°
)到达第一位置,当前打印头的阀芯处于所述第一位置时,当前打印头的喷嘴孔尚未完全关闭,这样打印头可通过喷嘴孔提前泄压,在当前打印头到达当前打印路径的终点时,控制当前打印头的转阀的阀芯继续向关闭方向旋转直至转阀的阀芯的第一截流面关闭当前打印头的喷嘴孔,这样能保障在后续切换打印路径或切换打印头的途中不漏料。
86.具体的,若转阀在喷嘴孔上游还设有流道出口的话,则可配置为:当前打印头的阀芯旋转到上述第一位置时,转阀的阀芯的第二截流面关闭当前打印头的转阀的流道出口。
这样,能够更好地保障在后续切换打印路径或切换打印头的途中不漏料。
87.例如,图1所示的打印头,其转阀的喷嘴孔a9上游设有流道出口a8,物料自流道出口a8流出后自喷嘴孔a9挤出。该实施例中,阀芯a7的第一截流面形成在阀芯a7的底端面,阀芯a7的第二截流面形成在阀芯a7的侧面。
88.s8、量产打印时,根据当前打印头的进给速率或打印路径的曲率调节当前打印头的喷嘴孔开度和/或当前打印头的转阀开关的流道出口开度。比如,可以在打印路径弯曲度较大位置,调小当前打印头的喷嘴孔开度和/或当前打印头的转阀开关的流道出口开度。这样可以进一步提升打印质量。
89.需说明,结合本文中所公开的实施例描述的方法或算法的控制策略可以直接用硬件、处理器执行的软件模块,或者二者的结合来实施。软件模块可以置于随机存储器(ram)、内存、只读存储器(rom)、电可编程rom、电可擦除可编程rom、寄存器、硬盘、可移动磁盘、cd-rom、或技术领域内所公知的任意其它形式的存储介质中。
90.本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1