一种塑料件加工用注塑机的制作方法
1.本发明涉及注塑机技术领域,具体为一种塑料件加工用注塑机。
背景技术:
2.注塑机一般用于对塑料材质的工件进行熔融注塑加工,现有技术中,塑料的注塑加工操作虽然成型快捷,但是整体的结构强度不足,因此会在塑料颗粒堆中添加金属粉末(一般为铝粉)或者陶瓷颗粒,从而与熔融状态的塑料一同成型,增加塑料件的结构强度,但是现有的同类注塑机在加工上述塑料件时存在以下问题:由于在料斗中添加了除了塑料颗粒以外的其他物质颗粒,因此为了保证料斗中物料的充分混合,会在料斗中添加额外的电机等通用驱动设备驱动运行的搅拌结构,虽然能够起到一定的搅拌混合效果,但是实际运行耗能过高不够节能环保。
技术实现要素:
3.本发明的目的在于提供一种塑料件加工用注塑机,以解决上述背景技术中提出由于在料斗中添加了除了塑料颗粒以外的其他物质颗粒,因此为了保证料斗中物料的充分混合,会在料斗中添加额外的电机等通用驱动设备驱动运行的搅拌结构,虽然能够起到一定的搅拌混合效果,但是实际运行耗能过高不够节能环保的问题。
4.为实现上述目的,本发明提供如下技术方案:一种塑料件加工用注塑机,包括成型部和驱动部,两者均安装在机架上,并且成型部与驱动部之间设置有输送部,所述输送部上安装有料斗,所述输送部的内部设置有第一绞龙,所述第一绞龙安装在主轴上,位于输送部内部且水平分布的所述主轴的右端与驱动部中的电机相连,所述输送部通过料管和料斗相连通,电机带动主轴和第一绞龙转动、使物料在输送部中输送熔化、并从喷嘴流动至成型部内的模具中,还包括第一锥齿,两个相互啮合的所述第一锥齿分别安装在主轴和竖轴上,垂直分布的所述竖轴转动安装在料斗的底端中心处,并且竖轴的顶端和搅拌件相连,电机运行通过主轴和相互啮合的两个第一锥齿驱动竖轴转动、竖轴带动搅拌件转动、混合料斗内的塑料颗粒和添加料颗粒。
5.作为优选的:所述搅拌件由弯管和芯杆构成,芯杆设置在弯管的内部,并且弯管呈螺旋状分布,两者的底端均与竖轴的顶端固定连接,且弯管的顶端和第一竖筒转动连接,垂直分布的所述第一竖筒固定在料斗的顶端,所述料斗上还设置有颗粒添加机构,所述颗粒添加机构用于向料斗中添加金属粉末或陶瓷颗粒。所述颗粒添加机构包含有充入管、第一开孔以及气管和气泵,所述充入管与第一竖筒和芯杆之间的空隙相连通,该空隙与弯管和芯杆之间的空间相连通,所述第一开孔开设在弯管的表面并且与弯管和芯杆之间的空间相连通,所述芯杆的内部空间与气管相连通且两者为转动连接,所述气管的尾端与气泵的输出端相连通,并且芯杆的表面开设有覆盖了弹性片的气孔,所述气泵运行通过气管朝向芯杆内部充气、弹性片受力膨胀、将芯杆与弯管之间的颗粒添加料从第一开孔处挤出。
6.作为优选的:所述搅拌件包含有搅拌杆,所述搅拌杆固定安装在竖轴的上半段,所
述竖轴的顶端和第二竖筒转动连接,第二竖筒固定安装在料斗的顶端,所述竖轴带动搅拌杆转动对物料进行搅拌,所述料斗上还设置有与搅拌杆相连的出料机构,所述出料机构用于朝向料斗中添加颗粒料。作为优选的:所述出料机构包含有第二开孔、第一空腔和第二空腔,开设在搅拌杆表面的第二开孔和开设在搅拌杆内部的第一空腔相连通,所述第一空腔和开设在竖轴以及第二竖筒中的第二空腔相连通,所述第二空腔与第二竖筒顶端安装的添加管相连通,并且第二空腔与连接管相连通,连接管的左端为向下倾斜分布且固定在第二竖筒上,且连接管的右端和供气机构相连。所述供气机构为风机,所述风机的输出端与连接管的右端相连,风机运行通过连接管朝向第二空腔中充入气体、使添加管处于负压状态、继而将添加管中的颗粒吹至第一空腔的内部并从第二开孔出喷出与塑料颗粒混合。
7.作为优选的:所述供气机构包含有风盒和扇叶以及扇轴,风盒安装在输送部的外表面,风盒内部设置的扇轴底端通过两个相互啮合的第二锥齿和主轴相连,位于风盒内部的所述扇叶固定在扇轴的顶端,并且风盒与连接管相连。所述输送部的内部还设置有混合件,所述混合件用于对输送部中含有金属或陶瓷颗粒的塑料颗粒料进行进一步混匀。所述混合件包含有第一横轴和第一挡板,所述料管的底端位于第一挡板的左侧,固定在主轴上的第一挡板转动贴合在输送部的内部,水平分布的所述第一横轴转动安装在第一绞龙以及第一挡板上,且第一横轴上安装有分散杆,所述分散杆位于第一绞龙的板间隙之间,并且第一横轴的右端固定有第一齿轮,所述第一齿轮和等角度设置在输送部内壁的第一齿块相啮合。
8.作为优选的:所述混合件包含有第二挡板和第三挡板,第三挡板和第二挡板分别固定在主轴断开处的左右两侧,两个挡板之间设置有两个第二绞龙,所述第二绞龙固定在第二横轴上,所述第二绞龙的侧边缘处和挡块以及输送部的内壁相贴合,挡块安装在两个挡板之间,并且第三挡板上开设有开口,主轴通过两个挡板带动两组第二绞龙以及挡块在输送部内部转动,利用产生的离心力使陶瓷或金属颗粒在塑料颗粒中分布均匀,驱动机构通过第二横轴带动第二绞龙转动、对混合完成的物料进行持续输送。所述驱动机构包含有第二齿轮和第二齿块,两个所述第二齿轮分别安装在两个第二横轴的右端头处,所述第二齿轮和等角度固定在输送部内壁的第二齿块相啮合。
9.与现有技术相比,本发明的有益效果是:该塑料件加工用注塑机,将料斗中的搅拌件的转动与注塑机中主轴的转动相关联,因此无需使用额外的电机、利用注塑机本身的运行即可实现物料在料斗中的均匀搅拌混合,同时在料斗以及螺旋输送部中添加相应的混合结构,能够充分的利用金属粉末或陶瓷颗粒的共有性质、对塑料颗粒以及添加料进行充分的均匀分配,避免因添加料的分布不均导致结构不强度不均以及塑料件表面波纹的产生;1.弯管的结构设计,使主轴在带动弯管转动对料斗内部的物料进行充分搅拌的同时,能够利用气泵的间歇充气、对落入弯管与芯杆之间的金属粉末或陶瓷颗粒进行添加操作,使位于塑料颗粒堆内部的弯管能够直接将添加料充分的添加至塑料颗粒中,同时配合自身的转动实现物料的同步混匀;2.搅拌杆以及内部空腔的结构设计,能够在竖轴转动对物料进行搅拌的同时,利用供气机构的运行以及文丘里原理将需要添加的物料、通过负压以及气流输送的方式、输送至塑料颗粒堆中;进一步的,采用气流输送的方式,使添加料跟随气流一同进入塑料颗粒堆内部的
同时、利用气流的冲击作用将物料添加点附近的塑料颗粒吹动一定的距离,确保金属粉末或陶瓷颗粒能够十分均匀的分布在料斗中;3.通过在第一绞龙中穿插可转动的第一横轴的方式能够利用第一绞龙在转动输送物料的过程中,通过第一齿轮齿块之间的啮合传动使第一横轴能够带动分散杆处于同步转动的状态,从而利用分散杆在绞龙的板结构缝隙之间对输送过程中的物料进行进一步的混合;4.通过在主轴断开处设置两个第二绞龙的方式,能够使第二绞龙与挡块同步转动时产生的离心力、利用金属粉末或陶瓷颗粒密度大于塑料的特性、使暂时位于第二绞龙与挡块之间的物料在跟随同步转动过程中、实现塑料颗粒与添加料的充分混合,同时利用其转动以及第二齿轮齿块之间的啮合对第二绞龙进行自转操作,实现物料的正常输送。
附图说明
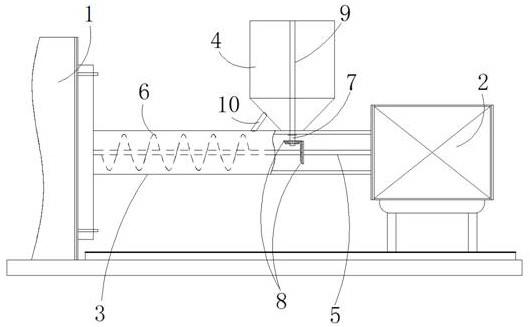
10.图1为本发明整体正视结构示意图;图2为本发明第一实施例的搅拌件结构示意图;图3为本发明图2中芯杆充气前后的剖面结构示意图;图4为本发明第二实施例的搅拌件结构示意图;图5为本发明第三实施例的风盒正剖面结构示意图;图6为本发明第三实施例的混合件结构示意图;图7为本发明图6中的第一挡板侧视结构示意图;图8为本发明第四实施例的混合件结构示意图;图9为本发明图9中第三挡板左侧视结构示意图;图10为本发明图9中第二挡板右侧视结构示意图。
11.图中:1、成型部;2、驱动部;3、输送部;4、料斗;5、主轴;6、第一绞龙;7、竖轴;8、第一锥齿;9、搅拌件;10、料管;11、弯管;12、芯杆;13、第一竖筒;14、充入管;15、第一开孔;16、气孔;17、弹性片;18、搅拌杆;19、第二竖筒;20、第二开孔;21、第一空腔;22、第二空腔;23、添加管;24、连接管;25、风盒;26、扇叶;27、扇轴;28、第二锥齿;29、第一挡板;30、第一横轴;31、分散杆;32、第一齿轮;33、第一齿块;34、第二挡板;35、第三挡板;36、开口;37、第二绞龙;38、第二横轴;39、挡块;40、第二齿轮;41、第二齿块。
具体实施方式
12.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
13.请参阅图1-10,本发明提供如下技术方案:实施例一:注塑机包括成型部1和驱动部2,两者均安装在机架上,并且成型部1与驱动部2之间设置有输送部3,输送部3上安装有料斗4,输送部3的内部设置有第一绞龙6,第一绞龙6安装在主轴5上,位于输送部3内部且水平分布的主轴5的右端与驱动部2中的电机相连,输送
部3通过料管10和料斗4相连通,电机带动主轴5和第一绞龙6转动、使物料在输送部3中输送熔化、并从喷嘴流动至成型部1内的模具中,还包括第一锥齿8,两个相互啮合的第一锥齿8分别安装在主轴5和竖轴7上,垂直分布的竖轴7转动安装在料斗4的底端中心处,并且竖轴7的顶端和搅拌件9相连,电机运行通过主轴5和相互啮合的两个第一锥齿8驱动竖轴7转动、竖轴7带动搅拌件9转动、混合料斗4内的塑料颗粒和添加料颗粒。
14.为了确保塑料颗粒与金属粉末或陶瓷颗粒构成的添加连混合均匀,在本实施中,搅拌件9由弯管11和芯杆12构成,芯杆12设置在弯管11的内部,并且弯管11呈螺旋状分布,两者的底端均与竖轴7的顶端固定连接,且弯管11的顶端和第一竖筒13转动连接,垂直分布的第一竖筒13固定在料斗4的顶端,料斗4上还设置有颗粒添加机构,颗粒添加机构用于向料斗4中添加金属粉末或陶瓷颗粒,颗粒添加机构包含有充入管14、第一开孔15以及气管和气泵,充入管14与第一竖筒13和芯杆12之间的空隙相连通,该空隙与弯管11和芯杆12之间的空间相连通,第一开孔15开设在弯管11的表面并且与弯管11和芯杆12之间的空间相连通,芯杆12的内部空间与气管相连通且两者为转动连接,气管的尾端与气泵的输出端相连通,并且芯杆12的表面开设有覆盖了弹性片17的气孔16,气泵运行通过气管朝向芯杆12内部充气、弹性片17受力膨胀、将芯杆12与弯管11之间的颗粒添加料从第一开孔15处挤出,如图2和图3所示,添加料经由充入管14投放至第一竖筒13和芯杆12之间的内部空间中,并继而掉落至弯管11与芯杆12的内部空间中,随后可使图2中右上角虚线所示的气泵相应运行,气泵间歇的经由气管向芯杆12的内部空间充入/吸出空气,此时气孔16上覆盖的弹性片17便会如图3所示、在弯管11与芯杆12之间的空隙中膨胀,因此位于其中的添加料便会相应的从第一开孔15处挤出、配合弯管11自身的转动,使添加料充分的混合在料斗4内部的塑料颗粒中。
15.实施例二:在本实施例中,搅拌件9包含有搅拌杆18,搅拌杆18固定安装在竖轴7的上半段,竖轴7的顶端和第二竖筒19转动连接,第二竖筒19固定安装在料斗4的顶端,竖轴7带动搅拌杆18转动对物料进行搅拌,料斗4上还设置有与搅拌杆18相连的出料机构,出料机构用于朝向料斗4中添加颗粒料。
16.为了进一步的提高添加料在料斗4中分布的均匀度,与实施例一不同的是,如图4所示,物料是通过直接与气流相接触的方式进入到塑料颗粒堆中,采用与气流直接接触的方式意味着气流在穿过第二开孔20与塑料接触时,气流还会将开孔附近的塑料吹离,从而配合搅拌杆18的转动,进一步提高添加料在塑料颗粒中的分布均匀度,出料机构包含有第二开孔20、第一空腔21和第二空腔22,开设在搅拌杆18表面的第二开孔20和开设在搅拌杆18内部的第一空腔21相连通,第一空腔21和开设在竖轴7以及第二竖筒19中的第二空腔22相连通,第二空腔22与第二竖筒19顶端安装的添加管23相连通,并且第二空腔22与连接管24相连通,连接管24的左端为向下倾斜分布且固定在第二竖筒19上,且连接管24的右端和供气机构相连,供气机构为风机,风机的输出端与连接管24的右端相连,风机运行通过连接管24朝向第二空腔22中充入气体、使添加管23处于负压状态、继而将添加管23中的颗粒吹至第一空腔21的内部并从第二开孔20出喷出与塑料颗粒混合,图4中右上角虚线所示的风机运行、经由连接管24朝向第二空腔22的内部持续充入气体,气体在穿过第二空腔22、第一空腔21以及第二开孔20处喷出,由于连接管24的左端为向下倾斜的与第二空腔22相连通,
因此连接管24和第二空腔22连接点的上方会处于负压状态,因此与添加管23相连通的添加料容纳器具中的添加料、便会经由添加管23进入到第二空腔22中,并最终从第二开孔20处进入到塑料颗粒堆中。
17.实施例三:为了进一步的实现节能环保的目的,在本实施例中,与实施例二直接使用风机不同的是,供气机构包含有风盒25和扇叶26以及扇轴27,风盒25安装在输送部3的外表面,风盒25内部设置的扇轴27底端通过两个相互啮合的第二锥齿28和主轴5相连,位于风盒25内部的扇叶26固定在扇轴27的顶端,并且风盒25与连接管24相连,当主轴5处于转动状态时,如图5所示,在两个相互啮合的第二锥齿28的传动作用下,扇轴27会同步转动并带动扇叶26一同转动,因此代替风机产生气流吹入连接管24中。
18.在现有技术中,由于物料从料斗4内部进入到螺旋输送部3内部的过程中整体分布状态不稳定,因此有可能会导致金属粉末或陶瓷颗粒在输送部3中处于无序分散的状态,这就导致了塑料件在成型后结构强度分布不匀、且容易在塑料件上产生条纹,为了保证添加料与塑料颗粒在输送部3中也能保持混匀状态,在本实施例中,如图6和图7所示,输送部3的内部还设置有混合件,混合件用于对输送部3中含有金属或陶瓷颗粒的塑料颗粒料进行进一步混匀,混合件包含有第一横轴30和第一挡板29,料管10的底端位于第一挡板29的左侧,固定在主轴5上的第一挡板29转动贴合在输送部3的内部,水平分布的第一横轴30转动安装在第一绞龙6以及第一挡板29上,且第一横轴30上安装有分散杆31,分散杆31位于第一绞龙6的板间隙之间,并且第一横轴30的右端固定有第一齿轮32,第一齿轮32和等角度设置在输送部3内壁的第一齿块33相啮合,主轴5在带动第一绞龙6转动输送的过程中,会带动第一挡板29同步转动,因此跟随同步公转状态下的第一横轴30会在同样公转的第一齿轮32与固定不同的第一齿块33的啮合传动作用下、第一横轴30会同步处于转动状态,从而带动分散杆31在绞龙板的板间隙中转动,实现进一步物料的混合。
19.实施例四:为了进一步提高物料在输送部3中的混匀效率,在本实施例中,与实施例三不同的是:如图8-10所示,混合件包含有第二挡板34和第三挡板35,第三挡板35和第二挡板34分别固定在主轴5断开处的左右两侧,两个挡板之间设置有两个第二绞龙37,第二绞龙37固定在第二横轴38上,第二绞龙37的侧边缘处和挡块39以及输送部3的内壁相贴合,挡块39安装在两个挡板之间,并且第三挡板35上开设有开口36送,驱动机构包含有第二齿轮40和第二齿块41,两个第二齿轮40分别安装在两个第二横轴38的右端头处,第二齿轮40和等角度固定在输送部3内壁的第二齿块41相啮合,主轴5通过两个挡板带动两组第二绞龙37以及挡块39在输送部3内部转动,根据添加料的密度要比塑料颗粒密度大的原理(基本原理:物体围绕中心轴旋转时会受到离心力f的作用。当物体的质量为m、体积为v、密度为d、旋转半径为1、角速度为o(弧度数/秒)时,可得:f=mo2r或者f=vd.o2r。在离心过程中,被离心物质还要克服浮力和摩擦力的阻碍作用。浮力f} 和摩擦力f} }分别由下式表示:f"=vd' .o02r (2)f"=f dr/dt (3)其中d}为溶液密度,f为摩擦系数,dr/dt 为沉降速度(单位时间内旋转半径的改变)。基本原理在一定条件下,可有:在一定条件下,可有:f=f
°
+f”vd. o2r =v.d'o2r + f. dr/dtdr/dt =vo2r (d-d")/f(4)式(4)表明,沉降速度与被离心物质的体积、密度差呈正比,与f成反比。若以s表示单位力场(o2r=1)下的沉降速度,则s=v(d-d")/f。s即为沉降系
数。),利用产生的离心力使陶瓷或金属颗粒在塑料颗粒中分布均匀,与此同时同步公转的第二齿轮40和固定不动的第二齿块41相接触,利用两者的啮合传动,通过第二横轴38带动第二绞龙37转动、对混合完成的物料进行持续输。
20.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1