一种可自动更换3D耗材丝的换丝机构
一种可自动更换3d耗材丝的换丝机构
技术领域
1.本发明属于3d打印机换丝技术领域,具体涉及一种可自动更换3d耗材丝的换丝机构。
背景技术:
2.近年来,随着社会技术的不断发展,3d打印技术广泛应用于消费品制造、零件制造、文物修复、生物医学、汽车及航空航天等领域;而现在3d打印机更是走进了各大喜爱diy制作者的手里,尤其深受大学生和研究生们的喜爱,这对于他们参加竞赛和课题研究有着很大的帮助。市场上常见的打印机多当单色打印,且当一卷耗材使用完毕时不能自动更换。
3.现有的3d打印机大多只能打印一种颜色,对于一些外观上的需求,只能通过后期上色,也是十分的耗时间。更重要的是,当打印物品需要上百克乃至更大的部件时,在无人看管的情况下,或是因为耗材位置摆放的不合理,或是剩余耗材不足以支撑打印整个模型,等等其他的问题会出现模型打废的情况。而且,打印一个体积较大和质量较好的部件通常需要4个小时到几十个小时不等,这就意味不会有人在旁边时时观察是否出现打废的情况。而一旦打废,一是浪费耗材,二是浪费时间;更何况一卷耗材的价格也是蛮贵的,几十至上百一卷,一卷为500克或者1000克。
技术实现要素:
4.本发明针对现有技术不足,提供一种可自动更换3d耗材丝的换丝机构。
5.本发明所采用的技术方案如下:
6.本发明包括换丝结构、夹紧送丝结构和熔断检测结构。
7.所述换丝结构,包括旋转换丝零件、第一光电传感器和旋转电机;所述旋转换丝零件上设有弧形槽口检测孔、圆形检测孔和进丝孔,所述旋转换丝零件与所述旋转电机连接,所述旋转电机带动所述旋转换丝零件转动,所述第一光电传感器用于检测弧形槽口检测孔和圆形检测孔,耗材丝通过所述旋转换丝零件上的进丝孔进丝。
8.所述夹紧送丝结构,包括齿轮组、槽轮、齿轮齿条组、挤出电机和夹紧舵机;所述齿轮组包括主动齿轮、传动齿轮和从动齿轮,所述齿轮组通过啮合传动,所述主动齿轮固定在挤出电机的电机轴上,所述挤出电机带动齿轮组转动;所述齿轮齿条组包括齿轮和齿条,所述齿轮与夹紧舵机的舵机轴固定连接,所述齿条与所述齿轮啮合,所述槽轮由所述齿轮齿条组带动直线平移,与所述从动齿轮配合用于共同夹紧耗材丝。
9.所述熔断检测结构包括熔断器、导管、第二光电传感器;所述熔断器通过加热电阻丝进行加热,所述加热电阻丝搭配旋转换丝零件旋转时,使耗材丝与加热电阻丝接触,从而熔断耗材丝;所述熔断器后方设有一导管,耗材丝通过熔断器后进入所述导管,所述导管上设有一圆槽口通孔,所述第二光电传感器通过圆槽口通孔检测耗材丝的有无。
10.本发明与现有技术相比,具有如下有益效果:1、整个装置体积小、操作方便,适用于各种打印机。2、利用旋转换丝零件,可随时换丝、换丝的颜色。3、可以精准续丝,防止中途
断丝。4、减少耗材浪费,节约成本,提高换丝效率。5、换丝数量、耗材大小均可灵活制定。6、灵活放置,作为外设的使用,可拆卸,可安装其他打印机上,也可放置在平面上。7、用户可以通过app控制,可以随时通过app软件发指令使打印机换丝。8、制作成本低。
附图说明
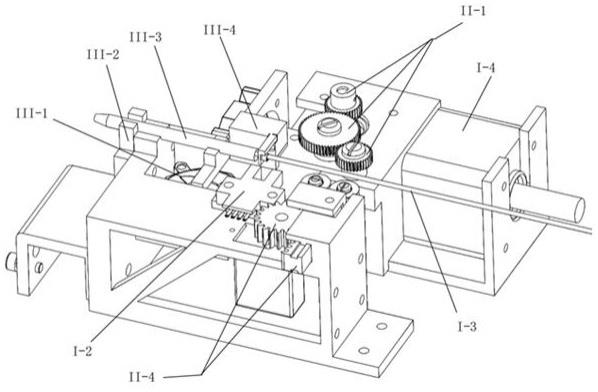
11.图1为本发明实施例的整体结构示意图。
12.图2为本发明实施例中整体结构的爆炸示意图。
13.图3为本发明实施例中换丝结构示意图。
14.图4为本发明实施例中换丝结构原理初始位置正视示意图。
15.图5为本发明实施例中夹紧送丝结构松开位置结构示意图。
16.图6为本发明实施例中夹紧送丝结构夹紧位置结构示意图。
17.图7为本发明实施例中熔断检测结构示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.参见图1至图7,本发明包括换丝结构i、夹紧送丝结构ii、熔断检测结构iii、固定结构iv、机架v、外壳vi、电路控制盒vii。
21.所述换丝结构i包括旋转换丝零件i-1、光电传感器i-2、耗材丝i-3、旋转电机i-4。所述旋转换丝零件i-1与旋转电机电机i-4轴紧固连接,所述旋转电机i-4上有 4个安装孔与机架v前端安装孔螺纹连接,所述旋转换丝零件i-1上有让耗材丝i-3通过的进丝孔,所述旋转换丝零件i-1末端上有一薄外圈,所述薄外圈上有与进丝孔对应的圆形孔和弧形槽口,所述圆形孔和弧形槽口在旋转换丝零件i-1旋转时可依次被光电传感器i-2检测到。
22.所述夹紧送丝结构ii包括主动齿轮ii-1-1、传动齿轮ii-1-2、从动齿轮ii-1-3、槽轮ii-2、连接件ii-3、齿条ii-4-1、齿轮ii-4-2、夹紧舵机ii-5、挤出电机ii-6。所述主动齿轮ii-1-1与挤出电机ii-6的电机轴紧固连接,所述挤出电机ii-6上有4 个安装孔与机架v后端安装孔螺纹连接,所述传动齿轮ii-1-2通过螺杆安装在机架v 上,所述传动齿轮ii-1-2可绕着螺杆旋转,所述主动齿轮ii-1-1与传动齿轮ii-1-2 啮合配合,所述传动齿轮ii-1-2与从动齿轮ii-1-3啮合配合,所述从动齿轮ii-1-3 通过螺杆安装在机架v上,所述从动齿轮ii-1-3可绕着螺杆旋转,所述槽轮ii-2通过螺杆安装在连接件ii-3上,所述槽轮ii-2可绕着螺杆旋转,所述连接件ii-3上有安装孔与齿条ii-4-1固定连接,所述机架v的右侧表面的凹槽与齿条ii-4-1配合,所述齿条ii-4-1可在凹槽内滑动,所述齿条ii-4-1与齿轮ii-4-2啮合配合,所述齿轮ii-4-2与夹紧舵机ii-5的轴紧固连接,所述机架v右侧有安装孔与夹
紧舵机ii-5 上的安装孔螺纹连接。
23.所述熔断检测结构iii包括散热风扇iii-1、光电传感器iii-2、导管iii-3、熔断器iii-4。所述散热风扇iii-1上有安装孔与机架v上安装孔螺纹连接,所述光电传感器iii-2与机架v上安装孔螺纹连接,所述导管iii-3与机架v上安装孔固定连接,所述熔断器iii-4与机架v上安装孔螺纹连接。所述熔断器通过加热电阻丝进行加热,所述加热电阻丝搭配旋转换丝零件旋转时会使耗材丝与加热电阻丝接触熔断耗材丝,所述熔断器后方设有一导管,耗材丝通过熔断器后进入所述导管,所述导管与熔断器十分接近,所述熔断器靠近旋转换丝零件一端呈一漏斗形,方便耗材丝通过,所述熔断器下方设有一扇热风扇,所述散热风扇给所述熔断器散热用,所述导管上设有一圆槽口通孔,所述光电传感器通过圆槽口通孔检测耗材丝的有无。
24.所述固定结构iv上有安装孔与机架v的安装孔进行螺纹连接。
25.所述外壳vi包括下外壳vi-1和上外壳vi-2。所述下外壳vi-1四角有安装孔与上外壳vi-2安装孔螺纹配合,所述下外壳vi-1与上外壳vi-2的前端有圆形孔,所述旋转换丝零件i-1前端套在圆形孔中,所述旋转换丝零件i-1前端可自由旋转,所述下外壳vi-1与上外壳vi-2的前端有缺口,所述导管iii-3从缺口处露出,所述固定结构iv有安装孔从缺口处与机架v后端安装孔螺纹连接。
26.所述电路控制盒vii上有安装孔与机架v的安装孔进行螺纹连接。
27.优选的,所述旋转换丝零件可根据不同的换丝数量需求定制进丝孔与检测孔数量,也可根据不同的耗材丝需求定制进丝孔的大小,所述旋转换丝零件的检测孔其中一个为弧形槽,其目的是检测时间不一样,以表示初始位置,便于进行复位。
28.优选的,所述电机型号为42bygh47-401a,所述舵机型号为km1850md伺服器,所述光电传感器为ee-sx670-wr(u槽型)。
29.优选的,所述齿轮组传动比为1:1,所述主动齿轮模数m=0.4,齿数z1=35,所述传动齿轮模数m=0.4,齿数z2=60,所述从动齿轮模数m=0.4,z3=35,所述齿轮齿条组的齿轮与齿条模数为1,其中齿轮齿数为20。
30.优选的,所述外壳的下外壳是为了使整个装置更好的放置,若是要将此换丝机构通过所述固定结构固定在打印机上,则外壳可去掉以减轻重量,也可装上以美观。
31.本发明的工作原理:本发明根据不同的使用用途,大体分为两种情况,替代原有 3d打印机的挤出机使用和不替代原有3d打印机的挤出机使用,用
‘
整体式’和
‘
外设式’词语代替其含义。
32.当需要使用时,打印使用者从手机或者电脑app输入换丝种类、颜色距离分层等相关信息和约定时间,服务器接收到消息,然后给3d打印换丝机构发送指令输入至电路控制盒vii,控制3d打印换丝机构在打印机工作时进行相关耗材的切换。
33.所述电路控制盒vii根据设定好的指令自动更换耗尽的耗材丝,电路控制盒vii 预先存放好复位和续打换丝指令。复位指令的功能如图4,图4为换丝结构原理初始位置正视示意图,旋转换丝零件i-1上外周有可让耗材丝通过的耗材孔,旋转换丝零件 i-1上的检测孔与耗材孔一一对应,光电传感器i-2可检测到旋转换丝零件i-1上的检测孔,在旋转电机i-4左旋的情况下,光电传感器i-2采集到旋转换丝零件i-1上的检测孔为弧形槽信息,与其他检测孔不一致时,则可判断为初始位置,便于对后续更换耗材。续打换丝指令的功能如
图3、图5、图6和图7,根据预设的信息,当光电传感器iii-2通过导管iii-3的圆形槽口检测到没有耗材丝i-3后,通过旋转电机i-4 带动旋转换丝零件i-1旋转。根据预设的信息知道哪个耗材孔上有相应耗材丝,光电传感器i-2检测到对应旋转换丝零件i-1上的检测孔后,旋转电机i-4停止,夹紧舵机ii-5工作。夹紧舵机ii-5工作带动齿轮ii-4-2旋转,齿轮ii-4-2旋转带动齿条 ii-4-1向左移动。根据预留的信息,齿条ii-4-1上的槽轮ii-2向左移动刚好将新的耗材丝i-3压在从动齿轮ii-1-3上。根据预设的信息挤出电机ii-6旋转带动主动齿轮ii-1-1旋转,最终从动齿轮ii-1-3旋转将新的耗材丝i-3送入导管iii-3内,通过当光电传感器iii-2采集导管iii-3的圆形槽口有无耗材丝i-3的信息,根据预设的信息,一定时间后完成续打换丝指令。
34.所述vii电路控制盒根据收到指定指令进行更换耗材丝,耗材丝未使用完,更换丝的颜色或材料。根据电路控制盒vii收到的指令,熔断器iii-4通电加热熔断当前耗材丝,通过旋转电机i-4带动旋转换丝零件i-1旋转根据预设的信息知道哪个耗材孔上有相应耗材丝,光电传感器i-2检测到对应旋转换丝零件i-1上的检测孔后,旋转电机i-4停止,夹紧舵机ii-5工作。夹紧舵机ii-5工作带动齿轮ii-4-2旋转,齿轮ii-4-2旋转带动齿条ii-4-1向左移动。根据预留的信息,齿条ii-4-1上的槽轮 ii-2向左移动刚好将新的耗材丝i-3压住在从动齿轮ii-1-3上。根据预设的信息挤出电机ii-6旋转带动主动齿轮ii-1-1旋转,最终从动齿轮ii-1-3旋转将新的耗材丝i
‑ꢀ
3送入导管iii-3内,通过当光电传感器iii-2采集导管iii-3的圆形槽口有无耗材丝 i-3的信息,根据预设的信息,一定时间后完成更换耗材丝指令。
35.所述整体式是在执行指令过程中,对于挤出电机ii-6是当做整台3d打印机的挤出机来使用。
36.所述外设式是在执行指令过程中,对于挤出电机ii-6是不当做整台3d打印机的挤出机来使用,而是仅将耗材丝送入该台3d打印机的挤出机后,根据预留的消息,夹紧送丝结构ii松开,挤出电机ii-6不工作,如图5。
37.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1