具有内袋包装瓶的组装方法与流程
1.本发明属于包装容器技术领域,涉及一种包装瓶的组装方法,特别是一种具有内袋包装瓶的组装方法。
背景技术:
2.塑料瓶主要是通过塑料模具经过吹塑、挤吹或者注塑成型的塑料容器,在包装领域,在包装食品、溶剂和化学药品等物品时往往会使用高阻隔瓶,特别是在食品业中,用于无菌包装、热罐、包装肉类和调味品等,保证食品不易变质。
3.高阻隔瓶是在瓶身的内部设置阻隔夹层,有效避免了光线、空气和水分对内容物保质期造成的影响,为了将阻隔夹层设置到瓶身的内部,现有技术是在瓶身成型后,将阻隔材料通过吹塑的方式成型在瓶身的内部,形成阻隔夹层,但是由于吹塑阻隔夹层时瓶身内部具有一定的空气,导致阻隔夹层成型后与瓶身不够贴合,阻隔夹层与瓶身之间留有一些气泡,不仅影响美观,还会影响容器的内量。
4.在生产矿泉水瓶这类需要透明度的容器时,阻隔夹层往往会影响瓶身的透明度,因此还需要将阻隔材料进行拉伸,可以采用挤吹的工艺将阻隔夹层设置在瓶身的内部,但是这样不仅会导致阻隔夹层成型后与瓶身不够贴合,而且制造起来更加繁琐。
技术实现要素:
5.本发明提出了一种具有内袋包装瓶的组装方法,本发明要解决的技术问题是如何较简单地组装阻隔夹层和包装容器,并使阻隔夹层与瓶身贴合。
6.本发明的要解决的技术问题可通过下列技术方案来实现:一种具有内袋包装瓶的组装方法,依次按以下步骤顺序进行:第一步:组装部件;将包装瓶的外瓶安装在真空罐内,外瓶的颈部与真空罐形成密封,以及将内袋安装在外瓶的瓶口内,内袋为未展开的evoh隔层或铝箔隔层;第二步:封口;密封件中具有能控制内袋的内腔与大气是否连通的阀;控制阀处于关闭状态以及将密封件安装在外瓶的瓶口处,密封件使内袋的口部与外瓶的口部形成密封以及使内袋的内腔与大气隔离;第三步:抽真空;外瓶的瓶体上具有通气孔,将真空罐和外瓶内空气抽出,使内袋的内部与外瓶和真空罐的内部产生气压差;第四步:展开内袋;控制密封件中的阀开启,由于内袋的内部与外瓶的内部之间具有气压差,外界的空气进入内袋内扩充内袋,内袋逐渐展开以及贴合在外瓶的外壁上;第五步:下料;移除密封件以及将包装瓶从真空罐内取出。
7.作为优化,所述内袋的外壁上具有多根筋条,筋条可以让内袋扩充后更易与外瓶内壁贴合。
8.作为优化,所述第一步的组装部件过程中,内袋沿筋条折叠后安装在外瓶的瓶口内,成折叠型的内袋内部空气较少,在第三步抽真空的过程中,成折叠型的内袋不易展开,
如果内袋在抽真空的过程中展开过大,容易过早与外瓶的内壁贴合,在开启密封件中的阀后,内袋容易破损或展开不完整。
9.作为优化,所述真空罐的顶部具有承托面,所述承托面上设有密封环,外瓶上具有凸缘部,所述凸缘部位于密封环上,外瓶与密封环之间形成密封,使真空罐的内腔与大气隔离。
10.作为优化,所述第一步的组装部件过程中,首先将内袋安装在外瓶的瓶口内,再将外瓶安装在真空罐内。
11.作为优化,所述第一步的组装部件过程中,首先将外瓶安装在真空罐内,再将内袋安装在外瓶的瓶口内。
12.作为优化,所述内袋包括袋口部和袋身部,所述袋口部的外径与外瓶瓶口的内径吻合,所述袋口部的厚度大于袋身部的厚度。
13.作为优化,所述第二步的封口过程中,将袋口部外翻套在外瓶的瓶口上,使袋口部与外瓶的瓶口形成密封,所述密封件位于袋口部上端且与袋口部贴合,使密封件与袋口部形成密封。
14.作为优化,所述第二步的封口过程中,将密封件塞入内袋使密封件挤压袋口部,密封件与袋口部的内壁形成密封,袋口部的外壁与外瓶瓶口的内壁形成密封。
15.作为优化,所述真空罐还包括抽气管和抽气泵,所述抽气管与真空罐的内腔相连通,所述抽气泵与抽气管相连通,在第三步的抽真空过程中启动抽气泵。
16.与现有技术相比,本具有内袋包装瓶的组装方法是将制作好的evoh内袋或铝箔内袋放入包装瓶内,利用内袋内部与包装瓶内部之间的气压差,使内袋展开并与包装瓶的内壁贴合,从而得到具有内袋的包装瓶,将包装瓶内的空气抽出保证内袋能与包装瓶的内壁完全贴合,阻隔夹层与瓶身之间不会留有气泡,不仅提高了美观度,还不会影响容器的内量,并且此方法步骤较少,能高效简单地得到具有内袋的包装瓶。
附图说明
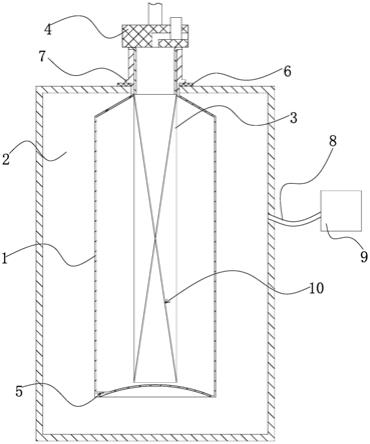
17.图1是具有内袋包装瓶的组装方法中第一步的剖视图。
18.图2是具有内袋包装瓶的组装方法中第二步的剖视图。
19.图3是具有内袋包装瓶的组装方法中第三步的剖视图ⅰ。
20.图4是具有内袋包装瓶的组装方法中第三步的剖视图ⅱ。
21.图5是具有内袋包装瓶的组装方法中第四步的剖视图。
22.图6是具有内袋包装瓶的组装方法中第一步的横剖视图。
23.图7是实施例三中第一步的横剖视图。
24.图中标记:1、外瓶;2、真空罐;3、内袋;4、密封件;5、通气孔;6、密封环;7、凸缘部;8、抽气管;9、抽气泵;10、筋条。
具体实施方式
25.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
26.实施例一:如图1至图6所示,一种具有内袋包装瓶的组装方法,依次按以下步骤顺
序进行:第一步:组装部件;第二步:封口;第三步:抽真空;第四步:展开内袋3;第五步:下料。
27.第一步:组装部件;真空罐2包括第一驱动件,第一驱动件与外瓶1相连接,首先通过第一驱动件将包装瓶的外瓶1安装在真空罐2内,真空罐2的顶部具有承托面,承托面上设有密封环6,外瓶1上具有凸缘部7,凸缘部7位于密封环6上,外瓶1与密封环6之间形成密封,使真空罐2的内腔与大气隔离,内袋3的外壁上具有多根筋条10,如图6所示,将内袋3沿筋条10折叠后安装在外瓶1的瓶口内,内袋3的材质为evoh,内袋3包括袋口部和袋身部,袋口部的外径与外瓶1瓶口的内径吻合,袋口部的厚度大于袋身部的厚度。
28.第二步:封口;真空罐2还包括第二驱动件,第二驱动件与密封件4相连接,将袋口部外翻套在外瓶1的瓶口上,使袋口部与外瓶1的瓶口形成密封,再通过第二驱动件将密封件4放于袋口部上端且与袋口部贴合,密封件4中具有能控制内袋3的内腔与大气是否连通的阀,此过程中控制阀处于关闭状态,使内袋3的内腔与大气隔离。
29.第三步:抽真空;真空罐2还包括抽气管8和抽气泵9,抽气管8与真空罐2的内腔相连通,抽气泵9与抽气管8相连通。
30.外瓶1的瓶体上具有通气孔5,启动抽气泵9,将真空罐2和外瓶1内空气抽出,使内袋3的内部与外瓶1和真空罐2的内部产生气压差。
31.第四步:展开内袋3;开启控制密封件4中的阀,由于内袋3的内部与外瓶1的内部之间具有气压差,外界的空气进入内袋3内扩充内袋3,内袋3逐渐展开以及贴合在外瓶1的外壁上,得到具有内袋3的包装瓶。
32.第五步:下料;通过第二驱动件移除密封件4,再通过第一驱动件将包装瓶从真空罐2内取出。
33.实施例二:本实施例同实施例一的结构及原理基本相同,基本相同之处不再累赘描述,仅描述不一样的地方,不一样的地方在于:第一步:组装部件;真空罐2包括第一驱动件,第一驱动件与外瓶1相连接,首先将内袋3安装在外瓶1的瓶口内,再通过第一驱动件将包装瓶的外瓶1安装在真空罐2内。
34.实施例三:本实施例同实施例一的结构及原理基本相同,基本相同之处不再累赘描述,仅描述不一样的地方,不一样的地方在于:如图7所示,将内袋3的两侧向内翻卷后安装在外瓶1的瓶口内。
35.实施例四:本实施例同实施例一的结构及原理基本相同,基本相同之处不再累赘描述,仅描述不一样的地方,不一样的地方在于:内袋3的材质为铝箔。
36.实施例五:本实施例同实施例一的结构及原理基本相同,基本相同之处不再累赘描述,仅描述不一样的地方,不一样的地方在于:第二步:封口;真空罐2还包括第二驱动件,第二驱动件与密封件4相连接,通过第二驱动件将密封件4塞入内袋3使密封件4挤压袋口部,密封件4与袋口部的内壁形成密封,袋口部的外壁与外瓶1瓶口的内壁形成密封。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1