一种覆膜设备的制作方法
1.本发明涉及真空覆膜技术领域,尤其涉及一种覆膜设备。
背景技术:
2.在塑料薄膜行业,现有的覆膜技术或者覆膜机,基本是胶辊与胶辊双面挤压拉伸薄膜进行覆盖在基材上,或者通过胶辊把薄膜按压在需要覆盖的基材上,从而完成覆膜功能。这容易造成薄膜的粘连重叠,使得薄膜产生的褶皱,从而使得覆膜效果极差。
技术实现要素:
3.为达此目的,本发明采用以下技术方案:
4.一种覆膜设备,包括安装支架、薄膜滚筒和覆膜机构;所述覆膜机构包括抽真空组件、覆膜组件和滚动辊;所述薄膜滚筒安装于所述安装支架,所述薄膜滚筒用于承装薄膜;所述滚动辊设有若干组气孔组,若干个所述气孔组沿着所述滚动辊的圆周排列于所述滚动辊的外表面;所述抽真空组件用于吸走所述气孔组内的空气,使得所述气孔组变为真空状态;所述覆膜组件用于将薄膜覆盖于板材。
5.优先地,所述滚动辊的内部设有若干个贯通的排气通道,若干个所述排气通道沿着所述滚动辊的圆周排列,且各个所述排气通道之间不连通;所述排气通道与所述气孔组连通;所述抽真空组件包括吸风机和卡装圆套;所述卡装圆套分别设于所述滚动辊的两端;所述卡装圆套设有若干个圆孔和若干个出气孔;若干个所述圆孔圆周地排列于所述卡装圆套的一端面,且若干个所述圆孔之间互不连通;若干个所述出气孔圆周地排列于卡装圆套的圆弧面,且若干个所述出气孔之间互不连通;所述圆孔所述出气孔连通;所述圆孔与所述排气通道连通;所述吸风机用于往所述出气孔吸气。
6.优先地,所述真空组件还包括连接套件和吸气管;所述连接套件的内部设有贯通的通气槽;所述连接套件卡装于所述卡装圆套的圆弧面,且使得所述通气槽与所述出气孔连通;所述吸气管穿插于所述连接套件的内部,且所述吸气管的进气端与所述通气槽连通;所述吸气管的出气端与所述风机连通。
7.优先地,所述连接套件包括锁紧套件和卡合套件;所述锁紧套件设有第一连接孔;所述卡合套件设有第二连接孔;所述锁件套件通过连接件连接所述第一连接孔和第二连接孔,使得所述卡合套件卡合于所述卡装圆套的圆弧面。
8.优先地,所述卡装圆套、所述连接套件和所述卡装圆套均采用油性尼龙板材料或者聚四氟乙烯材料制成。
9.优先地,所述覆膜组件包括伸缩气缸、轴承座和安装板;所述伸缩气缸铰接于伸缩安装支架,且所述伸缩气缸的伸缩驱动端可沿竖直方向伸缩;所述轴承座安装于所述安装支架;所述安装板的一端套设于所述轴承座,所述安装板的另一端与所述伸缩气缸的伸缩驱动端铰接,使得所述伸缩气缸的伸缩驱动端可驱动所述安装板上下升降;所述滚动辊套设于所述安装板。
10.优先地,所述切割组件包括切割气缸和切割线;所述切割气缸的伸缩驱动端可在竖直方向伸缩;所述切割线连接于所述切割气缸的伸缩驱动端。
11.优先地,所述切割线为铁丝或电热丝。
12.优先地,还包括压紧组件;所述压紧组件包括压紧气缸和压紧块;所述压紧气缸的伸缩驱动端可在竖直方向伸缩;所述压紧块安装于所述压紧气缸的伸缩驱动端。
13.优先地,所述安装支架还包括滚动驱动电机和传动齿轮箱;所述滚动驱动电机的滚动驱动端与所述传动齿轮箱连接;所述滚动辊的端部套设于所述传动齿轮箱内。
14.与现有技术相比,上述技术方案中的一个技术方案具有以下有益效果:
15.通过抽真空组件与所述气孔组连通,使得所述滚动辊产生吸附力,滚动辊依靠吸附力拉着薄膜,使薄膜保持平整,减少褶皱,保证薄膜张开;更优地,通过所述覆膜组件驱动所述滚动辊上下升降,拉扯覆盖于板材上的薄膜,减少薄膜的褶皱和重叠,保证覆膜效果,适应对各种厚度的基材进行覆膜。
附图说明
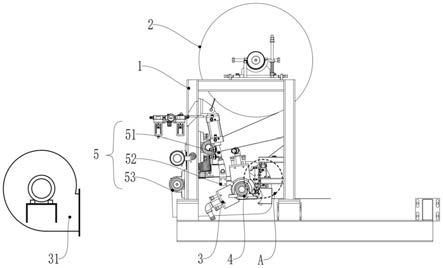
16.图1是本发明一个实施例的覆膜设备的正视图;
17.图2是本发明一个实施例的滚动辊的示意图;
18.图3是本发明一个实施例的卡装圆套的示意图;
19.图4是本发明一个实施例的吸气管、安装座和滚动辊之间的连接示意图;
20.图5是本发明一个实施例的吸气管、安装座和滚动辊之间的连接剖视图;
21.图6是本发明一个实施例的覆膜机构的示意图;
22.图7是图1中虚线圈a的局部放大图;
23.图8是本发明一个实施例的覆膜设备的后视图;
24.图9是本发明一个实施例的覆膜设备的俯视图。
具体实施方式
25.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
26.此外,术语“第一”、“第二”和“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”和“第三”的特征可以明示或者隐含地包括一个或者更多个该特征。
27.本技术中优选的一个实施例,如图1至图9所示,一种覆膜设备,包括安装支架1、薄膜滚筒2和覆膜机构;所述覆膜机构包括抽真空组件3、覆膜组件5和滚动辊4;所述薄膜滚筒2安装于所述安装支架1,所述薄膜滚筒2用于承装薄膜;所述滚动辊4设有若干组气孔组41,若干个所述气孔组41沿着所述滚动辊4的圆周排列于所述滚动辊4的外表面;所述抽真空组件3用于吸走所述气孔组41内的空气,使得所述气孔组41变为真空状态;所述覆膜组件5用于将薄膜覆盖于板材。
28.本实施例中,薄膜通过所述薄膜滚筒2导送至本覆膜设备上,而薄膜在本覆膜设备的导送方向如图1所示。在进行覆膜前,通过人工或机器,将薄膜的始端夹紧于板材的始端,
然后所述板材移动时,所述滚动辊4随之滚动,从而使得薄膜导送至板材上。进一步地,如图2所示,所示滚动辊4的外表面设有若干组的气孔组41,所述气孔组41由若干个沿着滚动辊4长度方向间隔均匀排列的气孔组41成,而若干组的所述气孔组41则沿着所述滚动辊4的圆周间隔均匀地排列。更进一步地,所述气孔组41通过与所述抽真空组件3连接,让抽真空组件3抽走气孔内的空气变为真空状态,使得所述气孔组41内产生负压力,从而所述滚动辊4会产生吸附力。因此,当所述薄膜在所述滚动辊4上导送时,滚动辊4会对薄膜进行拉扯吸附,从而增大薄膜的伸展度,减少薄膜重叠。更进一步地,因为所述滚动辊4一直对所述薄膜具有吸附,且薄膜的始端一直夹紧于板材的始端。最后,通过所述覆膜组件5驱动所述滚动辊4向下移动,使得覆盖于板材的薄膜被向下拉扯,从而进一步拉伸薄膜,减少薄膜的的褶皱,最后,通过机器或人工将薄膜切断,从而完成覆膜。因此,通过抽真空组件3与所述气孔组41连通,使得所述滚动辊4产生吸附力,保证薄膜张开;更优地,通过所述覆膜组件5驱动所述滚动辊4上下升降,拉扯覆盖于板材上的薄膜,减少薄膜的褶皱和重叠,保证覆膜效果。
29.具体地,所述滚动辊4的内部设有若干个贯通的排气通道42,若干个所述排气通道42沿着所述滚动辊4的圆周排列,且各个所述排气通道42之间不连通;所述排气通道42与所述气孔组41连通;所述抽真空组件3包括吸风机31和卡装圆套32;所述卡装圆套32分别设于所述滚动辊4的两端;所述卡装圆套32设有若干个圆孔321和若干个出气孔322;若干个所述圆孔321圆周地排列于所述卡装圆套32的一端面,且若干个所述圆孔321之间互不连通;若干个所述出气孔322圆周地排列于卡装圆套32的圆弧面,且若干个所述出气孔322之间互不连通;所述圆孔321所述出气孔322连通;所述圆孔321与所述排气通道42连通;所述吸风机31用于往所述出气孔322吸气。
30.在本实施例中,在吸风机31吸风的过程中,气体是从所述气孔组41被吸进所述排气通道42,然后再从所述排气通道42流进所述圆孔321内,最后从所述出气孔322内被吸出,从而实现吸气过程。因此,当所述薄膜覆盖于所述滚动辊4后,所述排气通道42内的气体被抽走,而所述薄膜又阻碍气体进入所述排气通道42,从而造成被覆盖的所述排气通道42内负压,使得所述滚动辊4对所述薄膜拉扯吸附从而增大薄膜的伸展度,减少薄膜重叠。值得说明的是,在其他实施例中,所述吸风机31可以为其他吸风装置,比如真空泵。
31.进一步地,所述抽真空组件3还包括连接套件33和吸气管34;所述连接套件33的内部设有贯通的通气槽331;所述连接套件33卡装于所述卡装圆套32的圆弧面,且使得所述通气槽331与所述出气孔322连通;所述吸气管34穿插于所述连接套件33的内部,且所述吸气管34的进气端与所述通气槽331连通;所述吸气管34的出气端与所述吸风机31连通。如图4所示,设置所述吸气管34和所述通气槽331的目的在于可以集中所述吸风机31的吸力,从而进一步地确保所述排气通道42内的气体被抽走,保证所述排气通道42内保持负压,从而保证所述滚动辊4对所述薄膜的拉扯吸附。
32.优选地,所述连接套件33包括锁紧套331件和卡合套件332;所述锁紧套331件设有第一连接孔;所述卡合套件332设有第二连接孔;所述锁件套件通过连接件连接所述第一连接孔和第二连接孔,使得所述卡合套件332卡合于所述卡装圆套32的圆弧面。如图6所示,所述连接套件33的卡装过程如下,首先将所述卡合套件332的圆弧连接面定位于所述卡装圆套32的圆弧面,然后再通过所述连接件依次穿过所述第一连接孔和第二连接,使得所述锁紧套331对所述卡合套件332向下的挤压力,从而使得所述卡合套件332的圆弧连接面可以
更好地夹紧所述卡装圆套32的圆弧连接面。这样设置使得所述连接套件33的结构简单紧凑,并且生产制造成本低。
33.优选地,所述卡装圆套32、所述连接套件33和所述卡装圆套32均采用油性尼龙板材料或者聚四氟乙烯材料制成。因为采用以上两种材料制成的零件,其耐磨性好,从而延长所述卡装圆套32、所述连接套件33和所述卡装圆套32的使用寿命。并且其自身密封性好,保证真空效果。
34.优选地,所述覆膜组件5包括伸缩气缸51、轴承座53和安装板52;所述伸缩气缸51铰接于伸缩安装支架1,且所述伸缩气缸51的伸缩驱动端可沿竖直方向伸缩;所述轴承座53安装于所述安装支架1;所述安装板52的一端套设于所述轴承座53,所述安装板52的另一端与所述伸缩气缸51的伸缩驱动端铰接,使得所述伸缩气缸51的伸缩驱动端可驱动所述安装板52上下升降;所述滚动辊4套设于所述安装板52。因为所述安装板52的一端套设于所述轴承座53,另一端与所述伸缩气缸51铰接,因此当所述伸缩气缸51进行伸缩时,可以带动所述安装板52绕着所述轴承座53升降,带动安装于安装板52上的滚动辊4上下移动,实现可以将覆盖的薄膜进行拉紧,从而确保覆膜质量。
35.优选地,所述安装支架1还包括切割组件;所述切割组件包括切割气缸6和切割线;所述切割气缸6的伸缩驱动端可在竖直方向伸缩;所述切割线连接于所述切割气缸6的伸缩驱动端。当所述覆膜组件5带动所述滚动辊4向下移动,拉紧所述薄膜后,所述切割气缸6可驱动所述切割线向下移动,快速切割所述薄膜,使得覆盖的薄膜与所述滚动辊4断开,从而快速进入下一个板材的覆膜流程,加快板材生产效率。
36.在实际生产制造中,切割薄膜的切割丝的种类繁多,但是在本实施例中,优选地,所述切割线为铁丝或电热丝。因为铁丝硬度好采用铁丝制成的切割线,生产制造成本低。而采用所述电热丝制成的切割线,因为可以加热,采用高温分割,从而加快切割效率。
37.优选地,还包括压紧组件;所述压紧组件包括压紧气缸71和压紧块72;所述压紧气缸71的伸缩驱动端可在竖直方向伸缩;所述压紧块72安装于所述压紧气缸71的伸缩驱动端。如图7所示,通过所述压紧气缸71驱动所述压紧块72向下移动,从而压紧覆盖于所述板材上的薄膜,因此,当所述覆膜组件5向下驱动所述滚动辊4时,使得薄膜两端被拉紧,从而确保薄膜的张开度,避免薄膜重叠,确保覆膜质量。
38.优选地,所述安装支架1还包括滚动驱动电机81和传动齿轮箱;所述滚动驱动电机81的滚动驱动端与所述传动齿轮箱连接;所述滚动辊4的端部套设于所述传动齿轮箱内。如图8所示,所述滚动驱动电机81的滚动驱动端驱动所述传动齿轮箱内的齿轮转动,带动套设于齿轮上的滚动辊4转动,从而使得薄膜可从所述薄膜卷筒上导送至所述板材上。
39.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1