注射成型机、层叠造型装置及移动速度控制方法与流程
1.本发明涉及注射成型机、层叠造型装置及移动速度控制方法。
背景技术:
2.在鱼雷式的注射成型机(树脂排出装置)中,需要控制从排出孔流出的树脂流量。例如,在日本特开平5-16195号公报中,公开了在通过喷嘴向模具填充树脂材料时,根据注射机内的压力或柱塞的挤出位置计算实际的流量,根据与目标流量之间的差进行反馈控制,从而控制注射流量的技术。
技术实现要素:
3.但是,在日本特开平5-16195号公报中,由于使用体积弹性模量来计算实际的流量,所以不能一边动作一边修正体积弹性模量,存在不能一边使注射成型机运转一边最佳地控制排出量的问题。
4.本发明是为了解决上述问题而完成的,其提供一种能够一边运转一边最佳地控制排出量的注射成型机、层叠造型装置以及移动速度控制方法。
5.本发明所涉及的注射成型机具备:缸体,其收容熔融树脂;排出喷嘴,其与所述缸体连通;以及活塞,其在所述缸体内滑动而对所述缸体内的所述熔融树脂进行加压,由此从所述排出喷嘴排出所述熔融树脂,所述注射成型机具备:目标压力取得部,其取得目标压力,所述目标压力是对所述缸体内的所述熔融树脂进行加压的目标值,其使从所述排出喷嘴排出的所述熔融树脂的流量成为指示流量;预测流出量计算部,其计算预测流出量,所述预测流出量是从所述排出喷嘴每单位时间排出的所述熔融树脂的预测值;移动速度计算部,其计算指示移动速度,所述指示移动速度是使对所述缸体内的所述熔融树脂进行加压的压力成为所述目标压力的所述活塞的移动速度、和使从所述排出喷嘴每单位时间排出的所述熔融树脂的流量成为所述预测流出量的所述活塞的移动速度相加而得到的速度;以及移动速度控制部,其以达到所述指示移动速度的方式控制所述活塞的移动速度。
6.通过这样的构成,能够提供一种能够一边运转一边最佳地控制排出量的注射成型机。
7.这是因为具备以成为指示移动速度(使对缸体内的熔融树脂进行加压的压力成为目标压力的、活塞的移动速度中的加压部分、和使从排出喷嘴每单位时间排出的熔融树脂的流量成为预测流出量的、活塞的移动速度中的流量部分相加而得的指示移动速度)的方式控制活塞的移动速度的移动速度控制部而达成的。
8.另外,也可以构成为:还具备取得部,其取得所述缸体内的所述熔融树脂的实测压力,所述预测流出量计算部基于所述实测压力来计算所述预测流出量,所述移动速度计算部基于所述实测压力与所述目标压力的差异,计算所述指示移动速度。
9.这样一来,通过根据实测压力计算预测流出量,并计算活塞的目标移动速度,从而能够不测定实际的流出量而控制排出流量,因此能够一边使注射成型机运转一边控制排出流量。
10.另外,也可以构成为:还具备存储部,其存储与所述熔融树脂对应的体积弹性模量,在开始排出的循环中,所述移动速度计算部使用存储在所述存储部中的体积弹性模量来计算所述指示移动速度。
11.这样一来,通过在开始排出的循环中使用预先存储的体积弹性模量,能够迅速地达到目标的指示流量。
12.另外,也可以构成为:还具备修正体积弹性模量计算部,其根据由实测压力计计算出的压力变化量以及实质的加压容积,修正所述体积弹性模量。
13.这样一来,能够实现与空气向熔融树脂的卷入程度对应的高精度的流量。
14.另外,也可以构成为:所述活塞是在该活塞的外周面上形成有槽部的鱼雷式活塞,在树脂原料被供给到所述缸体的与排出喷嘴侧相反的一侧的空间的状态下,所述活塞滑动,使所述树脂原料一边在所述空间中压缩一边穿过所述活塞的槽部而可塑化,从而成为熔融树脂。
15.另外,也可以具备所述缸体和所述活塞的多个组合。
16.本发明所涉及的层叠造型装置具备根据以上方案中任一项所述的注射成型机,并通过层叠从所述排出喷嘴排出的所述熔融树脂来对三维造型物进行造型。
17.本发明所涉及的移动速度控制方法是注射成型机的活塞的移动速度控制方法,所述注射成型机具备:缸体,其收容熔融树脂;排出喷嘴,其与所述缸体连通;以及所述活塞,其在所述缸体内滑动而对所述缸体内的所述熔融树脂进行加压,由此从所述排出喷嘴排出所述熔融树脂,所述移动速度控制方法包括:取得目标压力的目标压力取得步骤,所述目标压力是对所述缸体内的所述熔融树脂进行加压的目标值,其使从所述排出喷嘴排出的所述熔融树脂的流量成为指示流量;计算预测流出量的预测流出量计算步骤,所述预测流出量是从所述排出喷嘴每单位时间排出的所述熔融树脂的预测值;计算指示移动速度的移动速度计算步骤,所述指示移动速度是使对所述缸体内的所述熔融树脂进行加压的压力成为所述目标压力的所述活塞的移动速度、和使从所述排出喷嘴每单位时间排出的所述熔融树脂的流量成为所述预测流出量的所述活塞的移动速度相加而得到的速度;以及移动速度控制步骤,以达到所述指示移动速度的方式控制所述活塞的移动速度。
18.根据本发明,能够提供一种能一边运转一边最佳地控制排出量的注射成型机、层叠造型装置以及移动速度控制方法。
附图说明
19.下面将参照附图描述本发明的示例性实施例的特征、优点以及技术和工业意义,其中相同的符号表示相同的元件,其中:图1是概要地示出实施方式1的注射成型装置的图。图2是实施方式1的注射成型装置的控制系统的框图。图3是放大示出实施方式1的注射成型机的z轴-侧的部分的图。图4是图3的iv-iv向视截面图。图5是图1的v-v向视截面图。图6是图3的vi-vi向视截面图。图7是示出实施方式1的第一活塞单元及第二活塞单元的立体图。图8是示出实施方式1的第一活塞单元及第二活塞单元的分解图。图9是示出实施方式1的注射成型装置的动作的图。图10是示出实施方式1的注射成型装置的动作的图。图11是示出实施方式1的注射成型装置的动作的图。图12是示出实施方式1的注射成型装置的动作的图。图13是示出实施方式1的注射成型装置的动作的图。图14是实施方式2的注射成型机2a的构成图。图15是实施方式2的控制装置7a的构成图。图16a是表示喷嘴移动速度与指示流量之间的关系的曲线图(喷嘴直径为1mm、缸体直径为20mm的情况)。图16b是表示喷嘴移动速度与指示流量之间的关系的另一曲线图(喷嘴直径为12mm、缸体直径为100mm的情况)。图17是幂律指数的一例(代表例)。图18a是体积弹性模量的计算数值表的一例。图18b是标绘图18a而得的曲线图。图19是将压力与流量之间的关系转换为切断速度与熔融粘度之间的关系的具体例(树脂名:abs,温度:210℃)。图20是标绘图19中的“切断速度”以及“熔融粘度”而得的曲线图。图21是目标压力计算部31a的动作例的流程图。图22是移动速度计算部32a的动作例(鱼雷形构件移动速度前馈控制)的流程图。图23是示出了式10的各要素的概要图。图24是示出了式12~式15中的各要素的概要图。图25是排出的第二循环以后的动作例的流程图。图26是示出了式18~式19中的各要素的概要图。图27是流量控制的实施例1、实施例2共通的流程图。图28是将实施例1的模拟结果(1~3循环)汇总而得的表。
图29是将实施例2的模拟结果(1~3循环)汇总而得的表。
具体实施方式
20.以下,参照附图详细说明应用了本公开的具体的实施方式。然而,本公开不限于以下实施方式。另外,为了使说明明确,以下的记载和附图被适当地简化。
21.《实施方式1》首先,说明本实施方式的注射成型装置的构成。本实施方式的注射成型装置在使用注射成型机对工件进行层叠造型时适用。图1是概要地示出本实施方式的注射成型装置的图。图2是本实施方式的注射成型装置的控制系统的框图。另外,在以下的说明中,为了明确说明,使用三维(xyz)坐标系进行说明。
22.如图1及图2所示,注射成型装置1具备注射成型机2、供给装置3、工作台4(以下也称为底板4)、移动装置5、加热装置6及控制装置7。注射成型机2例如是能够连续地注射熔融树脂的构成。图3是放大示出本实施方式的注射成型机的z轴-侧的部分的图。图4是图3的iv-iv向视截面图。图5是图1的v-v向视截面图。图6是图3的vi-vi向视截面图。
23.如图1至图3所示,注射成型机2具备第一缸体11、第二缸体12、端部板13、第一活塞单元14、第二活塞单元15、第一驱动部16、第二驱动部17、注射部18和第一控制部19。
24.如图3所示,第一缸体11在z轴方向上延伸,以第一缸体11的z轴+侧的端部被封闭的有顶筒形状为基本形态。即,第一缸体11具备配置在z轴+侧的封闭部11a、以及与封闭部11a的周缘部连续且从封闭部11a向z轴-侧延伸的筒状的侧壁部11b,第一缸体11的z轴-侧的端部开放。
25.如图3所示,在第一缸体11的封闭部11a上形成有沿z轴方向贯通该封闭部11a的贯通孔11c。另外,如图3及图4所示,在第一缸体11的侧壁部11b的z轴+侧的部分形成有被供给树脂原料的供给孔11d。树脂原料例如为树脂颗粒(多个)。
26.如图3及图4所示,第二缸体12在z轴方向上延伸,与第一缸体11在y轴方向上排列。由于第二缸体12为与第一缸体11相同的构成,因此省略重复的说明,其具备具有贯通孔12c的封闭部12a、以及具有供给孔12d的侧壁部12b,第二缸体12的z轴-侧的端部开放。
27.如图3所示,端部板13固定在第一缸体11和第二缸体12的z轴-侧的端部。端部板13具备主体部13a和单向阀13b。主体部13a例如以板形状为基本形态,在y轴方向上隔开间隔地形成有贯通孔13c。
28.如图3所示,贯通孔13c在z轴方向上贯通主体部13a,在贯通孔13c的z轴-侧的部分具备收容单向阀13b的收容部13d。收容部13d的z轴+侧的面是随着从贯通孔13c的中心朝向外侧而向z轴-侧倾斜的倾斜面。
29.此时,贯通孔13c的z轴+侧的部分具备随着从贯通孔13c的中心朝向外侧而向z轴+侧倾斜的倾斜面,该倾斜面的z轴-侧的端部宜与收容部13d的z轴+侧的端部连续。
30.单向阀13b允许熔融树脂向z轴-侧流动,并阻断熔融树脂向z轴+侧流动。单向阀13b例如可以由止回阀构成,如图3所示,具备止回球13e和弹簧13f。在此,弹簧13f的弹性力只要适当设定成使得在预先设定的压力作用于止回球13e时单向阀13b开放即可。
31.如图3所示,这样的端部板13以由端部板13覆盖第一缸体11的z轴-侧的开放口及第二缸体12的z轴-侧的开放口的方式,经由穿过形成于主体部13a的螺栓孔13g的螺栓13h
固定在第一缸体11及第二缸体12的z轴-侧的端部。
32.此时,端部板13的y轴-侧的贯通孔13c相对于第一缸体11配置在z轴-侧,端部板13的y轴+侧的贯通孔13c相对于第二缸体12配置在z轴-侧。
33.在此,宜使端部板13的y轴-侧的贯通孔13c的中心轴与第一缸体11的中心轴大致重叠地配置,端部板13的y轴+侧的贯通孔13c的中心轴与第二缸体12的中心轴大致重叠地配置。
34.如图3所示,第一活塞单元14以能在第一缸体11的内部滑动的方式配置在该第一缸体11的内部。图7是示出本实施方式的第一活塞单元及第二活塞单元的立体图。图8是示出本实施方式的第一活塞单元及第二活塞单元的分解图。
35.如图7及图8所示,第一活塞单元14具备鱼雷形活塞14a、止回环14b、挡块14c、加压活塞14d及施力机构14e。鱼雷形活塞14a以鱼雷形活塞14a的z轴+侧的端部被封闭的有顶筒形状为基本形态,具有大致与第一缸体11的内周形状对应的外周形状。此时,鱼雷形活塞14a的z轴+侧的面宜做成随着从鱼雷形活塞14a的中央朝向周缘部而向z轴-侧倾斜的倾斜面。
36.如图7及图8所示,在鱼雷形活塞14a的外周面上形成有槽部14f。槽部14f在z轴方向上延伸,在鱼雷形活塞14a的周向上以大致相等的间隔配置。
37.其中,如后所述,槽部14f只要是如下形状及配置即可,即,能够在相对于第一缸体11的第一活塞单元14供给到z轴+侧的第一空间s1的树脂原料穿过槽部14f时,使树脂原料可塑化而成为熔融树脂,并使该熔融树脂相对于第一缸体11的第一活塞单元14流入z轴-侧的第二空间s2。
38.如图5、图7及图8所示,止回环14b为具有与第一缸体11的内周形状大致相等的外周形状的环状,相对于鱼雷形活塞14a配置在z轴-侧。挡块14c将止回环14b保持在鱼雷形活塞14a的z轴-侧的端部。
39.挡块14c例如如图8所示,具备环部14g及钩挂部14h。环部14g具有与鱼雷形活塞14a的内周形状大致相等的外周形状。钩挂部14h从与z轴正交的方向观察呈大致l字形状,钩挂部14h的竖直部分的z轴+侧的端部固定在环部14g上。
40.如图8所示,钩挂部14h的水平部分从钩挂部14h的竖直部分的z轴-侧的端部朝向环部14g的外侧突出。钩挂部14h在环部14g的周向上以大致相等的间隔配置。
41.在环部14g以及钩挂部14h的竖直部分穿过止回环14b的贯通孔的状态下,环部14g与鱼雷形活塞14a的z轴-侧的端部的开放口嵌合。由此,止回环14b经由挡块14c保持在鱼雷形活塞14a的z轴-侧的端部。
42.此时,钩挂部14h的竖直部分的z轴方向的长度比止回环14b的z轴方向的厚度长。由此,止回环14b能够在第一缸体11的z轴-侧的端部与钩挂部14h的水平部分之间沿z轴方向移动。其中,挡块14c只要是能够将止回环14b以能够在z轴方向上移动的方式保持在第一缸体11的z轴-侧的端部上的构成即可。
43.如图7及图8所示,加压活塞14d为加压活塞14d的z轴-侧的端部被封闭的有底筒形状,例如,加压活塞14d的z轴-侧的端面为与xy平面平行的大致平坦面。并且,加压活塞14d的外周形状与鱼雷形活塞14a的内周形状大致相等。
44.如图3所示,加压活塞14d以由密封构件14i堵塞鱼雷形活塞14a的内周面与加压活
塞14d的外周面之间的状态可滑动地插入在该鱼雷形活塞14a的内部。
45.即,鱼雷形活塞14a的内部作为加压活塞14d的滑动部发挥作用,加压活塞14d相对于鱼雷形活塞14a在z轴方向上滑动,由此,其相对于鱼雷形活塞14a的向第一缸体11的第二空间s2的突出量发生变化。另外,由加压活塞14d的外周缘包围的区域的面积、最大移动量等在后面叙述。
46.此时,如图7及图8所示,宜在加压活塞14d的z轴-侧的端面形成供熔融树脂侵入的侵入部14j,详细的功能将在后面叙述。侵入部14j例如是在加压活塞14d的z轴-侧的端面上形成的槽部,在与z轴正交的方向上延伸。
47.其中,侵入部14j只要是在加压活塞14d的z轴-侧的端面与端部板13的z轴+侧的端部接触的状态下,能够使熔融树脂侵入加压活塞14d的z轴-侧的端面与端部板13的z轴+侧的端部之间的形状即可。
48.施力机构14e将加压活塞14d相对于鱼雷形活塞14a向第一缸体11的第二空间s2侧施力。施力机构14e例如如图8所示,为螺旋弹簧等弹性构件。
49.施力机构14e以施力机构14e的z轴+侧的端部与鱼雷形活塞14a的z轴+侧的端部接触、施力机构14e的z轴-侧的端部与加压活塞14d的z轴-侧的端部接触的状态配置在加压活塞14d的内部。另外,施力机构14e的作用力等在后面叙述。
50.如图3所示,第二活塞单元15可在第二缸体12的内部滑动地配置在该第二缸体12的内部。由于第二活塞单元15是与第一活塞单元14相同的构成,所以省略重复的说明,如图5、图7及图8所示,其具备在外周面形成有槽部15f的鱼雷形活塞15a、止回环15b、具有环部15g及钩挂部15h的挡块15c、加压活塞15d及施力机构15e。
51.并且,如图3所示,在用密封构件15i堵塞鱼雷形活塞15a的内周面与加压活塞15d的外周面之间的状态下,加压活塞15d可滑动地插入在鱼雷形活塞15a的内部。此时,如图5、图7及图8所示,宜在加压活塞15d的z轴-侧的端面也形成供熔融树脂侵入的侵入部15j。
52.第一驱动部16在z轴方向上驱动第一活塞单元14。如图3所示,第一驱动部16具备马达16a、螺纹轴16b、滑块16c、杆16d和壳体16e。马达16a例如为伺服马达,固定在壳体16e的z轴+侧的端部。马达16a的输出轴的旋转角度由编码器16f(参照图2)检测。
53.如图3所示,螺纹轴16b在z轴方向上延伸,在壳体16e的内部通过轴承16g被可旋转地支承。并且,螺纹轴16b的z轴+侧的端部在穿过形成于壳体16e的z轴+侧的端部的贯通孔16h的状态下,能够从马达16a的输出轴传递驱动力地与该输出轴连接。
54.滑块16c具备螺纹孔,滑块16c的螺纹孔与螺纹轴16b啮合,以使滑块16c在壳体16e的内部沿着螺纹轴16b移动。这些螺纹轴16b以及滑块16c构成滚珠丝杠,被收容在壳体16e的内部。
55.如图3所示,杆16d在z轴方向上延伸,并穿过形成于壳体16e的z轴-侧的端部的贯通孔16i以及第一缸体11的贯通孔11c。杆16d的z轴+侧的端部固定在滑块16c上,杆16d的z轴-侧的端部固定在第一活塞单元14的鱼雷形活塞14a的z轴+侧的端部上。
56.如图3所示,壳体16e支承马达16a、螺纹轴16b、滑块16c以及杆16d。壳体16e例如为箱形状,在壳体16e的内部形成密闭空间。在这样的壳体16e的z轴-侧的端部固定有第一缸体11的封闭部11a。
57.第二驱动部17在z轴方向上驱动第二活塞单元15。由于第二驱动部17为与第一驱
动部16大致相同的构成,因此省略重复的说明,如图3所示,其具备马达17a、螺纹轴17b、滑块17c、杆17d以及壳体17e。
58.即,马达17a固定在壳体17e的z轴+侧的端部,马达17a的输出轴的旋转角度由编码器17f(参照图2)检测。如图3所示,螺纹轴17b经由轴承17g支承在壳体17e的内部,在螺纹轴17b穿过形成于壳体17e的z轴+侧的端部的贯通孔17h的状态下,螺纹轴17b的z轴+侧的端部与马达17a的输出轴连接。
59.滑块17c的螺纹孔与螺纹轴17b啮合,以使滑块17c在壳体17e的内部沿螺纹轴17b移动。杆17d穿过形成于壳体17e的z轴-侧的端部的贯通孔17i以及第二缸体12的贯通孔12c。并且,杆17d的z轴+侧的端部固定在滑块17c上,杆17d的z轴-侧的端部固定在第二活塞单元15的鱼雷形活塞15a的z轴+侧的端部上。
60.如图3所示,壳体17e支承马达17a、螺纹轴17b、滑块17c以及杆17d,在壳体17e的内部形成密闭空间。并且,在壳体17e的z轴-侧的端部固定有第二缸体12的封闭部12a。
61.在本实施方式中,如图1及图3所示,将壳体17e与第一驱动部16的壳体16e一体地形成,形成共通的密闭空间。因此,在以下的说明中,有时在示出第一驱动部16的壳体16e的情况下,也一并示出第二驱动部17的壳体17e。但是,壳体17e也可以由与第一驱动部16的壳体16e不同的构件构成。
62.注射部18以能够注射从第一缸体11和第二缸体12挤出的熔融树脂的方式,相对于端部板13配置在z轴-侧。如图3所示,注射部18具备:注射熔融树脂的注射口18a(树脂排出孔。相当于本发明的排出喷嘴。以下,也称为排出喷嘴18a或喷嘴18a)、从注射口18a向z轴+侧且y轴-侧延伸的第一分支路径18b、以及从注射口18a向z轴+侧且y轴+侧延伸的第二分支路径18c。在此,注射口18a宜为随着朝向z轴-侧而收缩的形状。
63.如图3所示,注射部18通过锁紧螺母18d固定到端部板13。此时,第一分支路径18b的z轴+侧的端部与端部板13的y轴-侧的贯通孔13c连通,第二分支路径18c的z轴+侧的端部与端部板13的y轴+侧的贯通孔13c连通。
64.注射部18被分割为形成有注射口18a的第一板18e和形成有第一分支路径18b及第二分支路径18c的第二板18f,第一板18e或第二板18f中的至少一方宜由陶瓷板构成,详细的功能在后面叙述。在此,在注射部18上可以形成收容单向阀13b的一部分的收容部。
65.第一控制部19根据编码器16f、17f的检测结果,控制第一驱动部16的马达16a及第二驱动部17的马达17a,详细情况在后面叙述。
66.供给装置3将树脂原料供给到第一缸体11及第二缸体12。如图1至图3所示,供给装置3具备排气部31、料斗32、加压部33以及第二控制部34。排气部31从第一缸体11的第一空间s1、第二缸体12中相对于第二活塞单元15位于z轴+侧的第一空间s3、以及由鱼雷形活塞14a、15a和加压活塞14d、15d围成的空间排出气体。
67.详细而言,排气部31具备排气通路31a、排气孔31b以及排气阀31c。如图3所示,排气通路31a分别形成在第一驱动部16的杆16d和鱼雷形活塞14a、以及第二驱动部17的杆17d和鱼雷形活塞15a中。排气通路31a穿过杆16d、17d的内部,贯通鱼雷形活塞14a、15a的z轴+侧的端部,在z轴方向上延伸。
68.排气通路31a的z轴-侧的端部进行分支,到达杆16d、17d的z轴-侧的端部的周面,并且到达由鱼雷形活塞14a、15a和加压活塞14d、15d围成的空间,排气通路31a的z轴+侧的
端部到达杆16d、17d的z轴+侧的端面。
69.因此,排气通路31a的z轴-侧的端部与由第一缸体11的第一空间s1及鱼雷形活塞14a和加压活塞14d围成的空间、或由第二缸体12的第一空间s3及鱼雷形活塞15a和加压活塞15d围成的空间连通,排气通路31a的z轴+侧的端部配置在第一驱动部16的壳体16e的内部。
70.排气孔31b形成在第一驱动部16的壳体16e上。但是,在第一驱动部16的壳体16e和第二驱动部17的壳体17e由不同构件构成的情况下,在各壳体16e、17e上形成排气孔31b。排气阀31c经由排气管35与排气孔31b连接。排气阀31c例如是电磁阀。
71.料斗32收容向第一缸体11的第一空间s1及第二缸体12的第一空间s3供给的树脂原料m。在本实施方式中,如图1所示,作为料斗32,具备第一料斗32a和第二料斗32b。
72.第一料斗32a做成能够将第一料斗32a的内部密闭的构成,经由第一供给管36与第一缸体11的供给孔11d连接。第二料斗32b做成能够将第二料斗32b的内部密闭的构成,经由第二供给管37与第二缸体12的供给孔12d连接。
73.这些第一料斗32a和第二料斗32b只要是能够利用余热加热器将树脂原料m维持在干燥状态的构成即可。由此,能够抑制将树脂原料m可塑化时产生的水蒸气所引起的造型不良。
74.另外,第一缸体11的供给孔11d、第二缸体12的供给孔12d、第一供给管36及第二供给管37的内径宜为作为树脂原料m的树脂颗粒的对角线的2倍以下。
75.由此,能够抑制树脂原料m在第一缸体11的供给孔11d、第二缸体12的供给孔12d、第一供给管36及第二供给管37中并列而引起结拱、导致各个内部堵塞的情况。
76.加压部33是用气体对料斗32内进行加压的气泵。在本实施方式中,如图1所示,加压部33经由第一连接管38与第一料斗32a连接,并且经由第二连接管39与第二料斗32b连接。
77.加压部33例如始终对料斗32内进行加压。因此,在排气阀31c及端部板13的单向阀13b关闭的状态下,由第一缸体11、第二缸体12、由鱼雷形活塞14a、15a和加压活塞14d、15d围成的空间、以及第一驱动部16的壳体16e形成的密闭空间相对于该壳体16e的外侧维持为高压。
78.第二控制部34为了在后述的期望的时刻从第一缸体11的第一空间s1或第二缸体12的第一空间s3排出气体而控制排气阀31c。
79.如图1所示,工作台4相对于注射成型机2配置在z轴-侧,是用于层叠从注射成型机2的注射口18a注射的熔融树脂而成型工件的成型台。从该注射口18a注射(排出)的熔融树脂被称为树脂珠(从注射口18a排出的熔融树脂如线那样凝固而成的物体)。在此,工作台4例如宜为可加热的构成。移动装置5为了成型工件而使注射成型机2及工作台4移动。移动装置5例如如图1及图2所示,具备机架装置51、升降装置52及第三控制部53。
80.机架装置51使注射成型机2沿x轴方向及y轴方向移动。作为机架装置51,可使用一般的机架装置,例如,可将沿x轴方向延伸的滑轨和沿y轴方向延伸的滑轨组合而构成。
81.升降装置52使工作台4沿z轴方向升降。作为升降装置52,例如可以使用一般的升降装置,可以由滚珠丝杠构成。第三控制部53为了层叠从注射成型机2注射的熔融树脂以成型所期望的工件而控制机架装置51及升降装置52。
82.如图1至图3所示,加热装置6具备第一加热部61、第二加热部62、温度检测部63以及第四控制部64。第一加热部61对可塑化后的熔融树脂进行保温。
83.第一加热部61例如可以由包围第一缸体11及第二缸体12的z轴-侧的部分的片状加热器构成。但是,第一加热部61只要能够对可塑化后的熔融树脂进行保温即可,第一加热部61的构成及配置没有限定。
84.第二加热部62将熔融树脂的温度加热至期望的温度。例如,如图3及图6所示,第二加热部62具备片状加热器62a及传热构件62b。从z轴方向观察,片状加热器62a以注射部18的注射口18a为中心以大致相等的间隔配置。传热构件62b是在传热构件62b的大致中央形成有贯通孔的圆板状,由陶瓷板构成。
85.传热构件62b配置在第一板18e与第二板18f之间。此时,片状加热器62a配置在传热构件62b与第一板18e之间、或者传热构件62b与第二板18f之间。由此,能够将片状加热器62a的热良好地传递到第一板18e或第二板18f。
86.在此,在第一板18e和第二板18f如上所述由陶瓷板构成的情况下,由于陶瓷板的热容量比金属的小,因此能够将第二加热部62的热高效地传递到熔融树脂。另外,在第二加热部62损伤的情况下,若松开锁紧螺母18d,则能够简单地更换第二加热部62。
87.温度检测部63检测熔融树脂的温度。温度检测部63例如设置在注射部18上。此时,温度检测部63宜设置在由陶瓷板构成的一侧的第一板18e或第二板18f上。由此,能够高精度地检测熔融树脂的温度。
88.第四控制部64根据温度检测部63的检测结果,以使熔融树脂的温度在预先设定的范围内的方式控制第一加热部61和第二加热部62。另外,在第一缸体11及第二缸体12为能够对熔融树脂r进行保温的构成的情况下,也可以省略加热装置6。
89.如图2所示,控制装置7具备第一控制部19、第二控制部34、第三控制部53以及第四控制部64,为了成型工件而对第一控制部19、第二控制部34、第三控制部53以及第四控制部64进行控制。
90.接着,说明在本实施方式的注射成型装置1中,用于在使供给到第一缸体11的第一空间s1或第二缸体12的第一空间s3的树脂原料m可塑化的同时,使熔融树脂流入第一缸体11的第二空间s2或第二缸体12中相对于第二活塞单元15为z轴-侧的第二空间s4时,抑制气体向第一缸体11的第二空间s2或第二缸体12的第二空间s4流入的优选条件。
91.首先,第一活塞单元14的加压活塞14d的xy截面上的由外周缘包围的区域的面积宜为杆16d的xy截面上的由外周缘包围的区域的面积以上。同样地,第二活塞单元15的加压活塞15d的xy截面上的由外周缘包围的区域的面积宜为杆17d的xy截面上的由外周缘包围的区域的面积以上。
92.并且,为了注射熔融树脂而将鱼雷形活塞14a配置在最靠z轴+侧的位置、将加压活塞14d配置在第一缸体11的第二空间s2中的状态下的该第二空间s2的容积宜为,为了使树脂原料m可塑化而将鱼雷形活塞14a配置在最靠z轴-侧的位置、将杆16d配置在第一缸体11的第一空间s1中的状态下的该第一空间s1的容积以下。
93.同样,为了注射熔融树脂而将鱼雷形活塞15a配置在最靠z轴+侧的位置、将加压活塞15d配置在第二缸体12的第二空间s4中的状态下的该第二空间s4的容积宜为,为了使树脂原料m可塑化而将鱼雷形活塞15a配置在最靠z轴-侧的位置、将杆17d配置在第二缸体12
的第一空间s3中的状态下的该第一空间s3的容积以下。
94.优选地,进一步宜满足以下的《式1》至《式3》。《式1》(π
×
(dc
2-dr2)
×
lr
×
γ)/4≥(π
×
(dc
2-dp2)
×
lr)/4《式2》π
×
lr
×
{(dc
2-dr2)
×
γ-(dc
2-dp2)}/4≤π
×
dp2×
lp/4《式3》(dc
2-dp2)/(dc
2-dr2)≤γ≤dp2/(dc
2-dr2)
×
lp/lr+(dc
2-dp2)/(dc
2-dr2)
95.在此,dc是第一缸体11及第二缸体12的内径,dp是加压活塞14d、15d的外径,dr是杆16d、17d的外径,lp是加压活塞14d、15d的最大行程量(最大移动量),lr是鱼雷形活塞14a、15a的最大行程量(最大移动量),γ是树脂原料m的填充率。
96.如《式1》所示,向第一缸体11的第一空间s1或第二缸体12的第一空间s3供给的树脂原料m的容积宜为使树脂原料m可塑化时的第一缸体11的第二空间s2或第二缸体12的第二空间s4的容积的增加量以上。
97.在此,树脂原料m的容积与熔融树脂的容积大致相等。因此,换言之可以说,流入第一缸体11的第二空间s2或第二缸体12的第二空间s4的熔融树脂的容积宜为熔融树脂流入时的第一缸体11的第二空间s2或第二缸体12的第二空间s4的容积的增加量以上。
98.如《式2》所示,通过使加压活塞14d、15d从配置在最靠z轴-侧的位置的状态起向z轴+侧移动而能够使第一缸体11的第二空间s2或第二缸体12的第二空间s4的容积增加的量宜为,从熔融树脂的容积中减去第一缸体11的第二空间s2或第二缸体12的第二空间s4的容积的增加量而得到的差以上。
99.由此,能够通过使加压活塞14d、15d向z轴+侧移动,从而吸收基于《式1》的、从熔融树脂的容积中减去第一缸体11的第二空间s2或第二缸体12的第二空间s4的容积增加量而得到的量的熔融树脂。
100.《式3》是针对树脂原料m的填充率而求解《式1》以及《式2》的结果,即使在树脂原料m的种类等不同的情况下,通过满足《式3》,也能够抑制气体向第一缸体11的第二空间s2或第二缸体12的第二空间s4流入。
101.接着,说明使用本实施方式的注射成型装置1成型工件的流程。图9至图13是示出本实施方式的注射成型装置的动作的图。在图9至图13中,上段示出注射成型机2的动作,下段示出第一缸体11及第二缸体12中的树脂原料m的可塑化及熔融树脂r的注射等的时刻。
102.在此,在图9左侧的状态下,在树脂原料m从供给装置3的第一料斗32a向第一缸体11的第一空间s1的供给完成的状态下,第一活塞单元14向z轴-侧移动,注射流入到第一缸体11的第二空间s2的熔融树脂r。
103.另一方面,第二活塞单元15向z轴-侧移动,从第二缸体12的第二空间s4开始熔融树脂r的注射。此时,假设第二活塞单元15的加压活塞15d配置在最靠z轴+侧的位置。另外,假设排气部31的排气阀31c被关闭。
104.从这样的状态开始,第一控制部19控制马达16a,使第一活塞单元14的z轴-侧的移动继续,从而使熔融树脂r的注射继续,同时控制马达17a,使第二活塞单元15的z轴-侧的移动继续,从而使熔融树脂r的注射继续。
105.接着,第一控制部19参照编码器16f的检测结果,当确认第一活塞单元14到达最靠z轴-侧的位置(下止点)时,如图9中央
→
图9右侧
→
图10左侧所示,控制马达16a,使第一活塞单元14开始向z轴+侧移动。
106.这样一来,在从开始从第二缸体12注射熔融树脂r到停止从第一缸体11注射熔融树脂r的期间,熔融树脂r被从第一缸体11及第二缸体12注射。
107.因此,能够使从第二缸体12注射熔融树脂r的期间与从第一缸体11注射熔融树脂r的期间在预先设定的第一期间重叠。因此,能够从第一缸体11和第二缸体12连续地注射熔融树脂r。
108.在此,预先设定的第一期间可以根据各个活塞单元14、15的移动速度适当设定。并且,若以使从注射部18射出的熔融树脂r的注射量成为目标注射量的方式,由第一控制部19控制马达16a、17a而调整各个活塞单元14、15的移动速度,则能够高精度地成型所期望的工件。
109.当第一活塞单元14开始向z轴+侧移动时,树脂原料m被第一活塞单元14、第一缸体11的封闭部11a和第一缸体11的侧壁部11b压缩,树脂原料m在穿过第一活塞单元14的鱼雷形活塞14a的槽部14f的同时可塑化而成为熔融树脂r,流入第一缸体11的第二空间s2。
110.此时,供给孔11d形成在第一缸体11的侧壁部11b上,树脂原料m难以从供给孔11d漏出。并且,通过第一活塞单元14使树脂原料m可塑化时作用的z轴+侧的力能够由第一缸体11的封闭部11a承受。
111.另外,在第一活塞单元14的鱼雷形活塞14a的z轴+侧的面形成为随着从鱼雷形活塞14a的中央朝向周缘部而向z轴-侧倾斜的倾斜面的情况下,在第一活塞单元14向z轴+侧移动时,能够将树脂原料m良好地引导到第一活塞单元14的鱼雷形活塞14a的槽部14f。
112.并且,在第一活塞单元14向z轴+侧移动时,第一活塞单元14的止回环14b被向z轴-侧挤压,能够使熔融树脂r经由鱼雷形活塞14a与止回环14b之间的间隙而从该止回环14b的贯通孔良好地流入第一缸体11的第二空间s2。
113.在第一活塞单元14这样向z轴+侧移动的情况下,以维持加压活塞14d的z轴-侧的端部与端部板13接触的状态的方式,加压活塞14d通过施力机构14e的作用力而相对于鱼雷形活塞14a向z轴-侧突出。
114.并且,在本实施方式中,加压活塞14d的xy截面上的由外周缘包围的区域的面积为杆16d的xy截面上的由外周缘包围的区域的面积以上,并且,为了注射熔融树脂r而将鱼雷形活塞14a配置在最靠z轴+侧的位置、将加压活塞14d配置在第一缸体11的第二空间s2中的状态下的该第二空间s2的容积为,为了使树脂原料m可塑化而将鱼雷形活塞14a配置在最靠z轴-侧的位置、将杆16d配置在第一缸体11的第一空间s1中的状态下的该第一空间s1的容积以下。
115.因此,以使鱼雷形活塞14a向z轴+侧移动时的第一缸体11的第二空间s2的容积的增加量成为第一缸体11的第一空间s1的容积的减少量以下的方式,加压活塞14d被施力机构14e施力,从而能够抑制熔融树脂r流入第一缸体11的第二空间s2时的气体的流入。
116.另一方面,第一控制部19一边参照编码器17f的检测结果一边控制马达17a,使第二活塞单元15继续向z轴-侧移动。由此,熔融树脂r一边将端部板13的y轴+侧的单向阀13b向z轴-侧压入,一边经由y轴+侧的贯通孔13c、注射部18的第二分支路径18c及注射口18a注射。此时,y轴-侧的单向阀13b通过从第二缸体12注射的熔融树脂r的压力,阻断熔融树脂r向z轴+侧的流动。
117.并且,在第二活塞单元15向z轴-侧移动时,第二活塞单元15的止回环15b被向z轴+
侧挤压,鱼雷形活塞15a的槽部15f被止回环15b堵塞,因此,能够抑制熔融树脂r经由鱼雷形活塞15a的槽部15f向第二缸体12的第一空间s3逆流。
118.接着,第一控制部19参照编码器16f,当确认第一活塞单元14到达最靠z轴+侧的位置时,如图10中央所示,控制马达16a,使第一活塞单元14开始向z轴-侧移动。另一方面,第一控制部19一边参照编码器17f一边控制马达17a,使第二活塞单元15继续向z轴-侧移动。
119.此时,第一活塞单元14的加压活塞14d处于从鱼雷形活塞14a向z轴-侧最突出的状态,随着第一活塞单元14向z轴-侧移动,第一缸体11的第二空间s2内的熔融树脂r的压力上升。
120.并且,第一缸体11的第二空间s2的熔融树脂r侵入加压活塞14d的侵入部14j,由此,熔融树脂r的压力产生的力超过施力机构14e的作用力,如图10右侧
→
图11左侧
→
图11中央所示,加压活塞14d被压入z轴-侧。此时,由鱼雷形活塞14a和加压活塞14d围成的空间内的气体按照该空间的容积减少的量而从排气通路31a向壳体16e内排气。
121.另一方面,当第一控制部19参照编码器17f确认第二活塞单元15到达z轴方向的预先设定的位置时,第二控制部34控制排气部31的排气阀31c,使排气阀31c开放。
122.由此,第二缸体12的第一空间s3的气体穿过杆17d的排气通路31a侵入壳体16e的内部,并经由排气孔31b和排气阀31c排出。其结果,产生从第二料斗32b流入第二缸体12的第一空间s3的气体的流动,如图10右侧
→
图11左侧
→
图11中央所示,树脂原料m从第二料斗32b被气体挤压,经由第二缸体12的供给孔12d供给到该第二缸体12的第一空间s3。
123.此时,由于供给孔12d形成在第二缸体12的侧壁部12b上,因此,树脂原料m一边与气体一起形成旋流,一边向z轴-侧落下。因此,能够将树脂原料m大致均匀地供给到第二缸体12的第一空间s3内。
124.接着,当加压活塞14d到达最靠z轴+侧的位置(例如,加压活塞14d的z轴+侧的端部与鱼雷形活塞14a的z轴+侧的端部接触)、由第一活塞单元14的z轴-侧的端部将熔融树脂r压入z轴-侧的压力达到预先设定的压力时,端部板13的y轴-侧的单向阀13b开放。
125.由此,熔融树脂r一边将端部板13的y轴-侧的单向阀13b向z轴-侧压入,一边经由y轴-侧的贯通孔13c、注射部18的第一分支路径18b及注射口18a被注射。
126.此时,在第一活塞单元14向z轴-侧移动时,第一活塞单元14的止回环14b被向z轴+侧挤压,鱼雷形活塞14a的槽部14f被止回环14b堵塞,因此,能够抑制熔融树脂r经由鱼雷形活塞14a的槽部14f向第一缸体11的第一空间s1逆流。
127.另一方面,当第一控制部19参照编码器17f确认第二活塞单元15到达最靠z轴-侧附近的位置时,第二控制部34控制排气部31的排气阀31c而进行关闭。此时,成为在第二缸体12的第一空间s3中充满树脂原料m的状态。
128.即,仅通过开放排气部31的排气阀31c就能够自动地将树脂原料m供给到第二缸体12的第一空间s3。此时,在第二活塞单元15到达预先设定的z轴方向的位置后至到达最靠z轴-侧附近的位置的期间,树脂原料m被向第二缸体12的第一空间s3供给,因此能够向第二缸体12定量地供给树脂原料m。
129.并且,能够使向第二缸体12的第一空间s3供给树脂原料m的期间和从第二缸体12注射熔融树脂r的期间在预先设定的第二期间重叠。
130.因此,能够高效地反复进行从第二缸体12注射熔融树脂r和向第二缸体12供给树
脂原料m。在此,预先设定的第二期间可以根据第二活塞单元15的移动速度、开放排气部31的排气阀31c的时刻等适当设定。
131.接着,第一控制部19参照编码器17f,当确认第二活塞单元15到达最靠z轴-侧的位置(下止点)时,控制马达17a,如图11右侧
→
图12左侧
→
图12中央所示,开始第二活塞单元15的z轴+侧的移动。此时,y轴+侧的单向阀13b通过从第一缸体11注射的熔融树脂r的压力,阻断熔融树脂r向z轴+侧的流动。
132.由此,树脂原料m被第二活塞单元15、第二缸体12的封闭部12a和第二缸体12的侧壁部12b压缩,树脂原料m在穿过第二活塞单元15的鱼雷形活塞15a的槽部15f的同时可塑化而成为熔融树脂r,流入第二缸体12的第二空间s4。
133.此时,供给孔12d形成在第二缸体12的侧壁部12b上,树脂原料m难以从供给孔12d漏出。并且,通过第二活塞单元15使树脂原料m可塑化时作用的z轴+侧的力能够由第二缸体12的封闭部12a承受。
134.另外,在第二活塞单元15的鱼雷形活塞15a的z轴+侧的面形成为随着从鱼雷形活塞15a的中央朝向周缘部而向z轴-侧倾斜的倾斜面的情况下,在第二活塞单元15向z轴+侧移动时,能够将树脂原料m良好地引导到第二活塞单元15的鱼雷形活塞15a的槽部15f。
135.并且,在第二活塞单元15向z轴+侧移动时,第二活塞单元15的止回环15b被向z轴-侧挤压,能够使熔融树脂r经由鱼雷形活塞15a与止回环15b之间的间隙而从该止回环15b的贯通孔良好地流入第二缸体12的第二空间s4。
136.在第二活塞单元15这样向z轴+侧移动的情况下,以维持加压活塞15d的z轴-侧的端部与端部板13接触的状态的方式,加压活塞15d通过施力机构15e的作用力而相对于鱼雷形活塞15a向z轴-侧突出。
137.并且,在本实施方式中,加压活塞15d的xy截面上的由外周缘包围的区域的面积为杆17d的xy截面上的由外周缘包围的区域的面积以上,并且,为了注射熔融树脂r而将鱼雷形活塞15a配置在最靠z轴+侧的位置、将加压活塞15d配置在第二缸体12的第二空间s4中的状态下的该第二空间s4的容积为,为了使树脂原料m可塑化而将鱼雷形活塞15a配置在最靠z轴-侧的位置、将杆17d配置在第二缸体12的第一空间s3中的状态下的该第一空间s3的容积以下。
138.因此,以使鱼雷形活塞15a向z轴+侧移动时第二缸体12的第二空间s4的容积的增加量成为第二缸体12的第一空间s3的容积的减少量以下的方式,加压活塞15d被施力机构15e施力,从而能够抑制熔融树脂r流入第二缸体12的第二空间s4时的气体的流入。
139.另一方面,第一控制部19一边参照编码器16f的检测结果一边控制马达16a,使第一活塞单元14继续向z轴-侧移动。由此,在从开始从第一缸体11注射熔融树脂r到停止从第二缸体12注射熔融树脂r的期间,熔融树脂r被从第一缸体11及第二缸体12注射。
140.因此,能够使从第一缸体11注射熔融树脂r的期间与从第二缸体12注射熔融树脂r的期间在预先设定的第一期间重叠。因此,能够从第一缸体11和第二缸体12连续地注射熔融树脂r。
141.并且,第一控制部19以使从注射部18注射的熔融树脂r的注射量成为目标注射量的方式控制马达16a、17a,调整各个活塞单元14、15的移动速度,从而能够高精度地成型所期望的工件。
142.接着,如图12右侧所示,第一控制部19参照编码器17f,当确认第二活塞单元15到达最靠z轴+侧的位置时,控制马达17a使第二活塞单元15开始向z轴-侧移动。另一方面,第一控制部19一边参照编码器16f一边控制马达16a,使第一活塞单元14继续向z轴-侧移动。
143.此时,第二活塞单元15的加压活塞15d处于从鱼雷形活塞15a向z轴-侧最突出的状态,随着第二活塞单元15向z轴-侧移动,第二缸体12的第二空间s4内的熔融树脂r的压力上升。
144.并且,第二缸体12的第二空间s4的熔融树脂r侵入加压活塞15d的侵入部15j,由此,熔融树脂r的压力产生的力超过施力机构15e的作用力,如图13左侧所示,加压活塞15d被压入z轴-侧。此时,由鱼雷形活塞15a和加压活塞15d围成的空间内的气体按照该空间的容积减少的量而从排气通路31a向壳体16e内排气。
145.另一方面,当第一控制部19参照编码器16f确认第一活塞单元14到达z轴方向的预先设定的位置时,第二控制部34控制排气部31的排气阀31c,使排气阀31c开放。
146.由此,第一缸体11的第一空间s1的气体穿过杆16d的排气通路31a侵入壳体16e的内部,经由排气孔31b及排气阀31c排出。其结果,产生从第一料斗32a流入第一缸体11的第一空间s1的气体的流动,树脂原料m从第一料斗32a被气体挤压,经由第一缸体11的供给孔11d供给到该第一缸体11的第一空间s1。
147.此时,由于供给孔11d形成在第一缸体11的侧壁部11b上,因此,树脂原料m一边与气体一起形成旋流,一边向z轴-侧落下。因此,能够将树脂原料m大致均匀地供给到第一缸体11的第一空间s1内。
148.接着,如图13中央所示,第一控制部19参照编码器16f,确认第一活塞单元14到达最靠z轴-侧附近的位置时,第二控制部34控制排气部31的排气阀31c而进行关闭。此时,成为在第一缸体11的第一空间s1中充满树脂原料m的状态。
149.即,仅通过开放排气部31的排气阀31c就能够自动地将树脂原料m供给到第一缸体11的第一空间s1。此时,在第一活塞单元14到达预先设定的z轴方向的位置后至到达最靠z轴-侧附近的位置的期间,树脂原料m被向第一缸体11的第一空间s1供给,因此能够向第一缸体11定量地供给树脂原料m。
150.并且,能够使向第一缸体11的第一空间s1供给树脂原料m的期间和从第一缸体11注射熔融树脂r的期间在预先设定的第二期间重叠。
151.因此,能够高效地反复进行从第一缸体11注射熔融树脂r和向第一缸体11供给树脂原料m。在此,预先设定的第二期间可以根据第一活塞单元14的移动速度、开放排气部31的排气阀31c的时刻等适当设定。
152.接着,第一控制部19控制马达16a使第一活塞单元14继续向z轴-侧移动,并且控制马达17a使第二活塞单元15继续向z轴-侧移动。
153.然后,如图13右侧所示,当转移到图9左侧的状态、加压活塞15d到达最靠z轴+侧的位置(例如,加压活塞15d的z轴+侧的端部与鱼雷形活塞15a的z轴+侧的端部接触)、由第二活塞单元15的z轴-侧的端部将熔融树脂r压入z轴-侧的压力达到预先设定的压力时,端部板13的y轴+侧的单向阀13b开放。
154.由此,熔融树脂r一边将端部板13的y轴+侧的单向阀13b向z轴-侧压入,一边经由y轴+侧的贯通孔13c、注射部18的第二分支路径18c及注射口18a被注射。
155.这样一来,若一边由第一控制部19控制马达16a、17a而从第一缸体11及第二缸体12连续地注射熔融树脂r,一边由第三控制部53控制机架装置51及升降装置52,以通过所注射的熔融树脂r在工作台4的z轴+侧的面上层叠造型所期望的工件,则能够成型工件。
156.此时,第四控制部64根据温度检测部63的检测结果,以使所注射的熔融树脂r的温度在预先设定的范围内的方式,控制第一加热部61和第二加热部62。由此,能够以稳定的状态注射熔融树脂r。
157.本实施方式的注射成型装置1、注射成型机2以及注射成型方法具备:加压活塞14d、15d以及施力机构14e、15e,加压活塞14d、15d能够在z轴方向上滑动,以使其相对于鱼雷形活塞14a、15a的向第一、第二缸体11、12的第二空间s2、s4的突出量发生变化,施力机构14e、15e将加压活塞14d、15d相对于鱼雷形活塞14a、15a向z轴-侧施力。
158.因此,能够减小熔融树脂r流入第一、第二缸体11、12的第二空间s2、s4时的该第二空间s2、s4的容积,能够抑制使熔融树脂r流入第二空间s2、s4时气体向该第二空间s2、s4的流入。因此,本实施方式的注射成型装置1、注射成型机2以及注射成型方法能够抑制注射熔融树脂r时气体向该熔融树脂r的混入,能够有助于工件品质的提高。
159.特别是,在本实施方式的注射成型装置1、注射成型机2以及注射成型方法中,以使鱼雷形活塞14a、15a向z轴+侧移动时的第一、第二缸体11、12的第二空间s2、s4的容积的增加量成为第一、第二缸体11、12的第一空间s1、s3的容积的减少量以下的方式,由施力机构14e、15e对加压活塞14d、15d施力,因此,能够抑制熔融树脂r流入第一、第二缸体11、12的第二空间s2、s4时的气体的流入。
160.并且,本实施方式的注射成型装置1、注射成型机2以及注射成型方法使从第一缸体11注射熔融树脂r的期间和从第二缸体12注射熔融树脂r的期间重叠一部分。由此,能够从第一缸体11及第二缸体12连续地注射熔融树脂r。
161.另外,本实施方式的注射成型装置1、注射成型机2及注射成型方法仅通过控制排气部31的排气阀31c就能够自动地将树脂原料m供给到第一、第二缸体11、12。即,本实施方式的供给装置3能够作为树脂原料m的自动供给装置发挥功能。因此,能够以简单的构成供给树脂原料m。
162.另外,由于从第一活塞单元14或第二活塞单元15到达预先设定的z轴方向的位置开始至到达最靠z轴-侧附近的位置为止,向第一缸体11或第二缸体12供给树脂原料m,所以能够向第一缸体11及第二缸体12定量地供给树脂原料m。因此,可以省略树脂原料m的计量器。
163.另外,预先设置的z轴方向的位置设定为,使得在第一活塞单元14或第二活塞单元15到达最靠z轴-侧附近的位置之前,第一缸体11的第一空间s1或第二缸体12的第一空间s3充满树脂原料m即可。
164.在此,由于第一缸体11的z轴-侧的端部是开放的,所以能够将第一活塞单元14、第一驱动部16的杆16d从第一缸体11的z轴-侧的开放口插入。同样地,由于第二缸体12的z轴-侧的端部是开放的,所以能够将第二活塞单元15、第二驱动部17的杆17d从第二缸体12的z轴-侧的开放口插入。因此,可以省略日本特开平5-16195号公报的注射成型装置所具有的柱塞。
165.另外,如图3所示,注射成型机2也可以在第一驱动部16的壳体16e与第一缸体11及
第二缸体12之间具备冷却部8。冷却部8例如以环状为基本形态,形成有供杆16d或17d以沿z轴方向贯通冷却部8的方式穿过的贯通孔8a。并且,在冷却部8上,以包围贯通孔8a的方式形成有供冷却介质流动的冷却路8b。
166.根据这样的构成,在用注射成型装置1成型工件时,若冷却介质在冷却部8的冷却路8b中流动,则来自第一缸体11及第二缸体12的热难以传递到第一驱动部16的轴承16g、第二驱动部17的轴承17g。因此,能够抑制轴承16g、17g的温度变化,从而能够抑制轴承16g、17g的动作不良。其结果,能够高精度地成型工件。
167.《实施方式2》接着,对实施方式2的注射成型机2a的构成进行说明。
168.图14是实施方式2的注射成型机2a的构成图。
169.实施方式2的注射成型机2a的构成与上述实施方式1的注射成型机2的构成相同,但在以下方面不同。
170.如图14所示,在实施方式2的注射成型机2a中追加了第一压力检测部65和第二压力检测部66。第一压力检测部65是检测对收容(储存)在第一缸体11内的熔融树脂施加的压力的压力检测传感器,例如是应变仪。应变仪根据对收容(储存)在第一缸体11内的熔融树脂施加的压力所引起的第一缸体11外壁的应变来检测压力。第一压力检测部65例如安装(例如粘贴)在第一缸体11的外周面中与收容熔融树脂的部分对应的部位。第二压力检测部66是检测对收容(储存)在第二缸体12内的熔融树脂施加的压力的压力检测传感器,例如是应变仪。应变仪根据对收容(储存)在第二缸体12内的熔融树脂施加的压力所引起的第二缸体12外壁的应变来检测压力。第二压力检测部66例如安装(例如粘贴)在第二缸体12的外周面中与收容熔融树脂的部分对应的部位。
171.另外,在实施方式2中,代替编码器16f、17f而使用电位计。以下,称为电位计16f、17f。电位计16f是马达16a(伺服马达)的位置检测单元。能够根据电位计16f的位置检测值,检测第一鱼雷形构件14的位置。同样,电位计17f是马达17a(伺服马达)的位置检测单元。能够根据电位计17f的位置检测值,检测第二鱼雷形构件15的位置。另外,使用陶瓷加热器代替片状加热器62a。以下称为陶瓷加热器62a。
172.另外,在实施方式2中,作为温度检测部63(检测第一缸体11、第二缸体12收容的熔融树脂的温度的单元),使用热电偶。
173.接着,对实施方式2的控制装置7a进行说明。
174.图15是实施方式2的控制装置7a的构成图。
175.如图15所示,控制装置7a具有存储部20、控制部30a、存储器40。
176.存储部20例如是硬盘装置、rom等非易失性的存储部。在存储部20中存储有k数据表21、n数据表22、k数据表23。另外,在存储部20中存储有排出喷嘴的尺寸24(例如喷嘴直径、喷嘴长度)。另外,在存储部20中存储有控制部30a执行的规定程序(未图示)。
177.在k数据表21中预先存储有针对树脂的每个种类以及每个温度的假塑性粘度k。关于假塑性粘度k在后面叙述。在n数据表22中预先存储有针对每个树脂种类的幂律指数n。关于幂律指数n在后面叙述。在k数据表23中预先存储有针对每个树脂的种类的体积弹性模量k。关于体积弹性模量k在后面叙述。
178.控制部30a具备未图示的处理器。处理器例如是cpu(central processing unit)。
处理器有时是一个,有时是多个。处理器通过执行从存储部20读入到存储器40(例如ram)中的规定程序,主要作为目标压力计算部31a、移动速度计算部32a、移动速度控制部33a、修正体积弹性模量计算部34a发挥功能。它们中的一部分或全部可以通过硬件来实现。
179.控制装置7a与马达16a、17a、电位计16f、17f、温度检测部63、第一压力检测部65、第二压力检测部66、xy轴驱动装置50、z轴驱动装置60等电连接。
180.xy轴驱动装置50通过未图示的机构对注射成型机2a(排出喷嘴18a)进行xy轴驱动。z轴驱动装置60通过未图示的机构对底板4进行z轴驱动。
181.上述构成的注射成型装置作为3d打印机(本发明的层叠造型装置的一例)发挥功能,该3d打印机利用从xy轴驱动的注射成型机2a(排出喷嘴18a)排出(注射)的熔融树脂,在能够z轴驱动的底板4上形成树脂珠并依次层叠,同时对三维造型物(层叠造型体)进行造型。
182.接着,对实施方式2的注射成型机2a的动作的概要进行说明。以下的处理通过由控制部30a(处理器)执行从存储部20读入到存储器40(例如ram)中的规定程序来实现。
183.在排出喷嘴18a的树脂排出孔正下方配置底板4,按照成为层叠造型体的第一层的造型轨迹,利用xy轴驱动装置50使排出喷嘴18a移动。此时,排出喷嘴18a的移动速度被输入到控制装置7a,按照图27的流程图将驱动指令值输出到马达16a、17a。
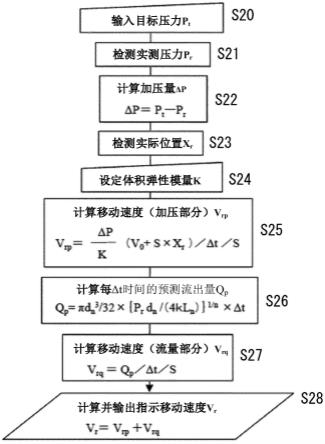
184.控制装置7a根据位置(位置检测值)、压力(压力检测值)、温度(温度检测值)和存储在存储部(数据表21~23)中的值(假塑性粘度、幂律指数、体积弹性模量、喷嘴的尺寸),按照图21的流程图,以得到指示流量的方式计算出目标压力。此时,第一循环按照图22的流程图,计算指示移动速度,将基于此的驱动指令值输出到马达16a或17a。从第二循环开始,按照图25的流程图,计算修正体积弹性模量k',计算使用该修正体积弹性模量k'的指示移动速度,将基于该指示移动速度的驱动指令值输出到马达16a或17a。
185.《术语的定义》“指示流量”是指以从排出喷嘴18a排出的熔融树脂的流量的目标值(目标流量),是每单位时间从喷嘴18a排出的熔融树脂的流量。指示流量q用下式4表示。q=树脂珠的截面积(=喷嘴的截面积)
×
喷嘴移动速度
…
(式4)
186.图16a是表示喷嘴移动速度与指示流量之间的关系的曲线图(喷嘴直径为1mm、缸体直径为20mm的情况)。另外,在移动速度接近零的区域,在低于控制最低流量(图16a中为7.85)时,指示流量也可以设为零。图16b是表示喷嘴移动速度与指示流量之间的关系的另一曲线图(喷嘴直径为12mm、缸体直径为100mm的情况)。另外,在移动速度接近零的区域,在低于控制最低流量(图16b中为1131)时,指示流量也可以设为零。
[0187]“幂律指数”是指针对每个树脂确定的常数。
[0188]
图17是幂律指数的一例(代表例)。作为幂律指数,也可以使用公知的幂律指数(例如,参照塑料制品设计法(
プラスチック
製品設計法)本间精一著、日刊工业新闻社(日刊工業新聞社)2011年的p9)。
[0189]“假塑性粘度”是指针对每种树脂由温度决定的常数。对求出假塑性粘度的例子进行说明。
[0190]
图19是将压力与流量之间的关系转换为切断速度与熔融粘度之间的关系的具体
例(树脂名:abs,温度:210℃)。图20是标绘图19中的“切断速度”和“熔融粘度”而得的曲线图。
[0191]
根据图19的实验结果,将测定的压力与流量之间的关系转换为切断速度与熔融粘度之间的关系,如图20所示,在双对数曲线图中进行标绘,通过最小二乘法应用于乘幂近似式(y=kx
(n-1)
),得到y=42500x-0.75
。由此,得到假塑性粘度k=42500。对于树脂名:abs、温度:210℃以外的树脂、温度,也可以同样地求出假塑性粘度。
[0192]“体积弹性模量”是指由熔融树脂的特性决定的常数。图18a是体积弹性模量的计算数值表的一例,图18b是标绘图18a而得的曲线图。
[0193]“目标压力”是指为了使从排出喷嘴18a排出的熔融树脂的流量成为指示流量而对收容(储存)在缸体11或12内的熔融树脂施加的压力。
[0194]“预测流出量”是指预测的、每隔δt(控制时间步长)从喷嘴18a排出的熔融树脂的流出量。
[0195]“指示移动速度”是指为了使从喷嘴18a排出的熔融树脂的流量成为指示流量而使第一活塞单元14或第二活塞单元15移动的速度。第一活塞单元14或第二活塞单元15是本发明的活塞的一例。以下,也将第一活塞单元14或第二活塞单元15称为第一鱼雷形构件14或第二鱼雷形构件15。
[0196]“运转注射成型机”是指排出树脂(熔融树脂)。《目标压力计算部31a的动作例》接着,对目标压力计算部31a的动作例进行说明。
[0197]
目标压力计算部31a根据指示流量、熔融树脂的温度、假塑性粘度以及排出喷嘴18a的尺寸,计算“目标压力”。
[0198]
图21是目标压力计算部31a的动作例的流程图。
[0199]
首先,输入(取得)指示流量q(步骤s10)。
[0200]
接着,对于指示流量q,通过下式5计算切断速度d(步骤s11)。d=32q/(πd
n3
)
…
(式5)
[0201]
其中,dn是排出喷嘴18a的最小截面积的直径相当值(喷嘴直径)。π是圆周率。喷嘴直径dn可以从存储部取得。
[0202]
接着,检测即将排出之前的熔融树脂的温度t(步骤s12)。温度t可以是由温度检测部63(热电偶)直接检测出的温度(温度检测值),也可以是推定出的温度。步骤s12是本发明的温度取得部的一例。
[0203]
接着,计算由温度t决定的假塑性粘度k(步骤s13)。与树脂(熔融树脂)的种类及温度(在步骤s12中检测出的温度t)对应的假塑性粘度k可以从k数据表21取得。另外,树脂(熔融树脂)的种类例如由用户输入。步骤s13是本发明的假塑性粘度取得部的一例。
[0204]
接着,通过下式6计算熔融粘度η(步骤s14)。η=kd
n-1
…
(式6)其中,n是与树脂(熔融树脂)的种类对应的幂律指数。与树脂(熔融树脂)的种类对应的幂律指数n可以从n数据表22取得。另外,树脂(熔融树脂)的种类例如由用户输入。
[0205]
接着,通过下式7计算切断应力τ(步骤s15)。τ=ηd
…
(式7)
[0206]
接着,通过下式8计算出目标压力p
t
(步骤s16),并输出(步骤s17)。另外,目标压力p
t
是将排出喷嘴18a外的压力设为大气压(零)而得的相对压力。p
t
=τ4ln/dn…
(式8)其中,ln是排出喷嘴18a(直径dn)的长度(喷嘴长度)。喷嘴长度ln可以从存储部20取得。
[0207]
《移动速度计算部32a的动作例(鱼雷形构件移动速度前馈控制)》接着,对移动速度计算部32a的动作例(鱼雷形构件移动速度前馈控制)进行说明。
[0208]
移动速度计算部32a计算“指示移动速度(排出的第一循环)”。
[0209]
图22是移动速度计算部32a的动作例(鱼雷形构件移动速度前馈控制)的流程图。
[0210]
首先,输入(取得)在步骤s16计算出并在步骤s17中输出的目标压力p
t
(步骤s20)。
[0211]
接着,检测实测压力pr(步骤s21)。实测压力pr是指第一压力检测部65、第二压力检测部66的检测值(压力检测值)。
[0212]
接着,通过下式9计算使得达到目标压力p
t
的加压量δp(步骤s22)。δp=p
t-pr…
(式9)
[0213]
接着,检测实际位置xr(步骤s23)。实际位置xr是指电位计16f、17f的检测值(位置检测值)。
[0214]
接着,设定与树脂(熔融树脂)的种类对应的体积弹性模量k(步骤s24)。例如,在排出的第一循环中,从k数据表23取得与树脂(熔融树脂)的种类对应的体积弹性模量k。另外,树脂(熔融树脂)的种类例如由用户输入。
[0215]
接着,通过下式10计算作为第一鱼雷形构件14(或第二鱼雷形构件15)的移动速度中的加压部分的v
rp
(步骤s25)。另外,在下式10中,没有考虑由于加压导致熔融树脂流出(排出)的情况。[数式1]其中δp=k
×
δv/v,δv=v
rp
×
δt
×
s(s是第一鱼雷形构件14(或第二鱼雷形构件15)的截面积,δt是控制时间步长),v=v0+s
×
xr(v是当第一鱼雷形构件14(或第二鱼雷形构件15)处于xr时的被加压的容积,v0是死体积),s=π/4
×dt
(d
t
是第一鱼雷形构件14(或第二鱼雷形构件15)的直径)。这些各要素可以如图23所示。图23是示出式10的各要素的概要图图。
[0216]
接着,通过下式11计算预测流出量q
p
(步骤s26)。q
p
=πd
n3
/32
×
{p
rdn
/(4kln)}
1/n
×
δt
…
(式11)在此,pr是指在步骤s21中检测出的实测压力。
[0217]
该式11如下导出。首先,将上式5变形为下式12。q
p
=dπd
n3
/32
…
(式12)
[0218]
接着,将上述式6和式7代入到式8中,则成为下式13。pr=kdn4ln/dn…
(式13)
[0219]
将该式13变形成下面的式14。d=(p
rdn
/4kln)
1/n
…
(式14)
[0220]
将上述式14代入上述式12,则成为下面的式15。q
p
=πd
n3
/32
×
{p
rdn
/(4kln)}
1/n
…
(式15)
[0221]
在该式15的右边乘以δt,则成为上述式11。上述式12~式15中的各要素可以如图24所示。图24是示出式12~式15中的各要素的概要图。
[0222]
接着,通过下式16计算作为第一鱼雷形构件14(或第二鱼雷形构件15)的移动速度中的流量部分的v
rq
(步骤s27)。v
rq
=q
p
/δt/s
…
(式16)
[0223]
接着,将加压部分和流量部分相加,通过下式17计算并输出指示移动速度vr(步骤s28)。vr=v
rp
+v
rq
…
(式17)
[0224]
《排出的第二循环以后的动作例(鱼雷形构件移动速度预测精度提高方法)》
[0225]
接着,对排出的第二循环以后的动作例(鱼雷形构件移动速度预测精度提高方法)进行说明。
[0226]
在排出的第二循环以后,移动速度计算部32a计算“指示移动速度(排出的第二循环以后)”。此时,根据实测压力求出作为第一鱼雷形构件14(或第二鱼雷形构件15)移动的结果而产生的压力变化量,求出由第一鱼雷形构件14(或第二鱼雷形构件15)移动而产生的容积变化量,并从该容积变化量中减去使用实测压力由上述式11计算出的流出量,求出“实质的加压容积”,根据压力变化量和“实质的加压容积”求出修正体积弹性模量,将其用于指示移动速度的计算(参照后述的步骤s32、s33)。由此,能够使用反映了与空气向熔融树脂的卷入程度对应的体积弹性模量的预测值(修正体积弹性模量),因此精度提高。
[0227]
图25是排出的第二循环以后的动作例的流程图。
[0228]
首先,检测实测压力pr(步骤s30)。实测压力pr是指第一压力检测部65、第二压力检测部66的检测值(压力检测值)。
[0229]
接着,修正体积弹性模量计算部34a通过下式18计算修正体积弹性模量k'(步骤s31)。k'=(p
r-p
r-1
)/(δv
p
/v)
…
(式18)其中,pr是在控制时间步长为δt时,计算修正体积弹性模量时的实测压力。p
r-1
是δt时间前的实测压力。δv
p
是从通过使第一鱼雷形构件14(或第二鱼雷形构件15)移动δt时间而减小的容积中减去流出量而得的值,为“实质的加压容积”。
[0230]
δv
p
由下式19计算出。δv
p
=vr×
δt
×
s-q
p
…
(式19)上述式18~式19中的各要素可以如图26所示。图26是示出式18~式19中的各要素的概要图。
[0231]
接着,移动速度计算部32a将修正体积弹性模量k'设定为第二循环的体积弹性模量k'(步骤s32)。接着,移动速度计算部32a与第一循环(步骤s25~s28)同样地进行指示移动速度vr的计算、输出(步骤s33)。
[0232]
《移动速度控制部33a的动作例》移动速度控制部33a以使第一鱼雷形构件14(或第二鱼雷形构件15)的移动速度成为在步骤s28中计算出并输出的指示移动速度vr的方式,控制马达16a或17a(排出的第一循环)。具体而言,移动速度控制部33a以使第一鱼雷形构件14(或第二鱼雷形构件15)的移动速度成为指示移动速度vr的方式,对马达16a或17a输出驱动指令值。另外,移动速度控制部33a以使第一鱼雷形构件14(或第二鱼雷形构件15)的移动速度成为在步骤s33中计算出并输出的指示移动速度vr的方式,控制马达16a或17a(排出的第二循环以后)。具体而言,移动速度控制部33a以使第一鱼雷形构件14(或第二鱼雷形构件15)的移动速度成为指示移动速度vr的方式,对马达16a或17a输出驱动指令值。
[0233]
《流量控制的实施例1》接着,对流量控制的实施例1进行说明。
[0234]
实施例1是以高分辨率打印小型物的排出控制例。在实施例1中,说明在喷嘴直径小至φ1mm的情况下(缸体直径d
t
=20mm),为了将具有φ1mm的圆形截面的abs树脂珠形成为直线状,而使喷嘴直径φ1mm的喷嘴18a的移动速度以恒定速度(通常使用的最高速度)即160mm/s驱动时的流量控制、喷嘴18a的控制方法。
[0235]
图27是流量控制的实施例1、实施例2共通的流程图。图28是将实施例1的模拟结果(1~3循环)汇总而得的表。
[0236]
在以下的说明中,通过使第一鱼雷形构件14、第二鱼雷形构件15对缸体11、12内的熔融树脂交替加压(参照图9~图13),从排出喷嘴18a连续地排出熔融树脂。
[0237]
图27中的各循环与δt(控制时间步长)对应。
[0238]
首先,对第一鱼雷形构件14的第一循环的处理(步骤s40~s47)进行说明。
[0239]
首先,输入喷嘴移动速度(步骤s40)。在此,假设从xy轴驱动装置50检测出喷嘴18a的移动速度为160mm/s,并输入到控制装置7a。
[0240]
接着,计算指示流量q(步骤s41)。在此,假设根据上述式4,计算出指示流量q=树脂珠的截面积(=喷嘴18a的截面积)
×
喷嘴移动速度=π/4
×
1mm2×
160mm/s=125.6mm3/s。
[0241]
接着,计算目标压力p
t
(步骤s42)。具体而言,执行图21所示的处理(步骤s11~s17)。
[0242]
首先,计算切断速度d(步骤s11)。在此,假设通过上述式5计算出切断速度d=32q/(πd
n3
)=32
×
125.6mm3/s/(3.14
×
(1mm)3)=1280/s。另外,q=125.6mm3/s、dn=1mm。
[0243]
接着,检测即将排出之前的熔融树脂的温度t(步骤s12)。在此,假设检测到温度t=210℃。
[0244]
接着,计算由温度t决定的假塑性粘度k(步骤s13)。在此,假设计算出210℃的abs树脂中的假塑性粘度k=42500[kg/(m
·s2-n
)](参照图20)。
[0245]
接着,计算熔融粘度η(步骤s14)。在此,假设通过上述式6计算出熔融粘度η=kd
n-1
=42500kg/(m
·s2-0.25
)
×
1280
0.25-1
/s
0.25-1
=199kg/(m
·
s)=199pa
·
s。另外,在abs树脂的情况下,n=0.25(参照图17)。
[0246]
接着,计算切断应力τ(步骤s15)。在此,假设通过上述式7计算出切断应力τ=ηd=199pa
·s×
1280/s=254720pa=0.25mpa。另外,η=199pa
·
s,d=1280/s。
[0247]
接着,计算目标压力p
t
(步骤s16)。在此,假设通过上述公式8,计算出目标压力p
t
=
τ4l/dn=0.25mpa
×4×
2mm/1mm=2.0mpa。另外,τ=0.25mpa,l=2mm,dn=1mm。该目标压力p
t
(2.0mpa)被输出到控制装置7a(步骤s17)。
[0248]
接着,返回图27,检测实测压力pr(步骤s43)。在此,假设检测出实测压力pr=0.0mpa。
[0249]
接着,计算加压量δp。在此,假设通过上述式9,计算出加压量δp=p
t-pr=2.0mpa-0.0mpa=2.0mpa。
[0250]
接着,检测实际位置xr(步骤s44)。在此,假设检测到实际位置xr=25mm。
[0251]
接着,设定体积弹性模量k(步骤s45)。在此,假设设定体积弹性模量k=834mpa(参照图18a)。
[0252]
接着,计算指示移动速度vr(步骤s46)。具体而言,执行图22所示的处理(步骤s25~s28)。
[0253]
首先,计算第一鱼雷形构件14的移动速度(加压部分)v
rp
(步骤s25)。在此,假设通过上述式10,计算出移动速度(加压部分)v
rp
=(2.0mpa/834mpa)(628mm3+314mm2×
25mm)/0.1s/314mm2=0.647mm/s。另外,v0=628mm3,s=π/4
×dt
=314mm2(d
t
=20mm),δt=0.1sec。另外,δt不限于0.1sec,也可以是其他值。
[0254]
接着,计算预测流出量q
p
(步骤s26)。在此,假设通过上述式11计算出预测流出量q
p
=πd
n3
/32
×
{p
rdn
/(4kln)}
1/n
×
δt=0mm3。另外,pr=0.0mpa。
[0255]
接着,计算第一鱼雷形构件14的移动速度(流量部分)v
rq
(步骤s27)。在此,假设通过上述式16计算出移动速度(流量部分)v
rq
=q
p
/δt/s=0mm/s。另外,q
p
=0mm3。
[0256]
接着,计算并输出指示移动速度vr(步骤s28)。在此,假设根据上述式17,计算出指示移动速度vr=v
rp
+v
rq
=0.647mm/s+0mm/s=0.647mm/s,并输出。
[0257]
接着,以使第一鱼雷形构件14的移动速度成为在步骤s46(步骤s27)中计算出的指示移动速度vr的方式,对马达16a输出驱动指令值(步骤s47)。
[0258]
接着,对第一鱼雷形构件14的第二循环以后的处理(鱼雷形构件移动速度反馈控制。步骤s48~s52)进行说明。
[0259]
首先,输入喷嘴移动速度(步骤s48)。在此,假设从xy轴驱动装置检测出喷嘴18a的移动速度为160mm/s,并输入到控制装置7a。
[0260]
接着,执行与上述步骤s41~s44相同的处理。
[0261]
在此,假设在步骤s43中,检测出实测压力pr=1.45mpa。
[0262]
接着,计算修正体积弹性模量k'(步骤s49)。在此,假设根据上述式18,计算出修正体积弹性模量k'=(p
r-p
r-1
)/(δv
p
/v)δv
p
=vr×
δt
×
s-q
p
=(1.45mpa-0mpa)/(20.33mm3/8478mm3)=604.6mpa。另外,δv
p
=0.647mm/s
×
0.1s
×
314mm
2-0mm3=20.33mm3,pr=1.45mpa,p
r-1
=0mpa,v=628mm3+π/4
×
202mm2×
25mm=8478mm3。接着,将修正体积弹性模量k'设定为第二循环的体积弹性模量k'(步骤s50)。
[0263]
接着,与第一循环(步骤s46)同样地进行指示移动速度vr的计算(步骤s51)。在此,假设通过上述式17,计算出指示移动速度vr=v
rp
+v
rq
=0.245mm/s+0.103mm/s=0.348mm/s。另外,δp=p
t-pr=2.0mpa-1.45mpa=0.55mpa,xr=24.94mm,v
rp
=(0.55mpa/604.6mpa)(628mm3+314mm2×
24.94mm)/0.1s/314mm2=0.245mm/s,q
p
=π
×
(1mm)3/32
×
{1.45mpa
×
1mm/(4
×
42500kg/(m
·s2-0.25
)
×
2mm)}
1/0.25
×
0.1s=3.25mm3,v
rq
=3.25mm3/0.1s/314mm2=
0.103mm/s。
[0264]
接着,以使第一鱼雷形构件14的移动速度成为在步骤s51中计算出的指示移动速度vr的方式,对马达16a输出驱动指令值(步骤s52)。
[0265]
在第二循环以后,也重复执行上述步骤s48~s52,直到判定为最终循环为止(步骤s53:是),即,直到判定为第一鱼雷形构件14到达下止点为止。另外,可以根据电位计16f的检测值(位置检测值)来判定第一鱼雷形构件鱼14是否到达下止点。
[0266]
接着,在直到第二鱼雷形构件15向z轴-侧移动而到达最靠z轴-侧的位置(下止点)(步骤s54:是)为止的期间,执行与步骤s40~s52同样的处理。
[0267]
《流量控制的实施例2》接着,对流量控制的实施例2进行说明。
[0268]
实施例2是在短时间内打印汽车尺寸的大物件的排出控制例。在实施例2中,说明在喷嘴直径大至φ12mm的情况下(缸体直径d
t
=100mm),为了将具有φ12mm的圆形截面的abs树脂珠形成为直线状,而使喷嘴直径φ12mm的喷嘴18a的移动速度以恒定速度(通常使用的最高速度)即160mm/s驱动时的流量控制、喷嘴18a的控制方法。
[0269]
图27是流量控制的实施例1、实施例2共通的流程图。图29是将实施例2的模拟结果(1~3循环)汇总而得的表。
[0270]
在以下的说明中,通过使第一鱼雷形构件14、第二鱼雷形构件15对缸体11、12内的熔融树脂交替加压(参照图9~图13),从排出喷嘴18a连续地排出熔融树脂。
[0271]
图27中的各循环与δt(控制时间步长)对应。
[0272]
首先,对第一鱼雷形构件14的第一循环的处理(步骤s40~s47)进行说明。
[0273]
首先,输入喷嘴移动速度(步骤s40)。在此,假设从xy轴驱动装置50检测出喷嘴18a的移动速度为160mm/s,并输入到控制装置7a。
[0274]
接着,计算指示流量q(步骤s41)。在此,假设根据上述式4,计算出指示流量q=树脂珠的截面积(=喷嘴18a的截面积)
×
喷嘴移动速度=π/4
×
122mm2×
160mm/s=18096mm3/s。
[0275]
接着,计算目标压力p
t
(步骤s42)。具体而言,执行图21所示的处理(步骤s11~s17)。
[0276]
首先,计算切断速度d(步骤s11)。在此,假设通过上述式5计算出切断速度d=32
×
18096mm3/s/(3.14
×
(12mm)3)=106.7/s。另外,q=18096mm3/s,dn=12mm。
[0277]
接着,检测即将排出之前的熔融树脂的温度t(步骤s12)。在此,假设检测到温度t=210℃。
[0278]
接着,计算由温度t决定的假塑性粘度k(步骤s13)。在此,假设计算出210℃的abs树脂中的假塑性粘度k=42500[kg/(m
·s2-n
)](参照图20)。
[0279]
接着,计算熔融粘度η(步骤s14)。在此,假设通过上述式6计算出熔融粘度η=42500kg/(m
·s2-0.25
)
×
106.7
0.25-1
/s 0.25-1
=1280kg/(m
·
s)=1280pa
·
s。另外,在abs树脂的情况下,n=0.25(参照图17)。
[0280]
接着,计算切断应力τ(步骤s15)。在此,假设通过上述式7计算出切断应力τ=1280pa
·s×
106.7/s=136576pa=0.14mpa。另外,η=1280pa
·
s,d=106.7/s。
[0281]
接着,计算目标压力p
t
(步骤s16)。在此,假设通过上述式8,计算出目标压力p
t
=
0.14mpa
×4×
2mm/12mm=0.09mpa。另外,τ=0.14mpa,l=2mm,dn=12mm。该目标压力p
t
(0.09mpa)被输出到控制装置7a(步骤s17)。
[0282]
接着,返回图27,检测实测压力pr(步骤s43)。在此,假设检测出实测压力pr=0.0mpa。
[0283]
接着,计算加压量δp。在此,假设通过上述式9,计算出加压量δp=p
t-pr=0.09mpa-0.0mpa=0.09mpa。
[0284]
接着,检测实际位置xr(步骤s44)。在此,假设检测到实际位置xr=25mm。
[0285]
接着,设定体积弹性模量k(步骤s45)。在此,假设设定体积弹性模量k=834mpa(参照图18a)。
[0286]
接着,计算指示移动速度vr(步骤s46)。具体而言,执行图22所示的处理(步骤s25~s28)。
[0287]
首先,计算第一鱼雷形构件14的移动速度(加压部分)v
rp
(步骤s25)。在此,假设通过上述式10,计算出移动速度(加压部分)v
rp
=(0.09mpa/834mpa)(15700mm3+7854mm2×
25mm)/0.1s/7854mm2=0.029mm/s。另外,v0=15700mm3,s=7854mm2(d
t
=100mm),δt=0.1sec。另外,δt不限于0.1秒,也可以是其他值。
[0288]
接着,计算预测流出量q
p
(步骤s26)。在此,假设通过上式11计算出预测流出量q
p
=πd
n3
/32
×
{p
rdn
/(4kln)}
1/n
×
δt=0mm3。另外,pr=0.0mpa。
[0289]
接着,计算第一鱼雷形构件14的移动速度(流量部分)v
rq
(步骤s27)。在此,假设通过上式16计算出移动速度(流量部分)v
rq
=q
p
/δt/s=0mm/s。另外,q
p
=0mm3。
[0290]
接着,计算并输出指示移动速度vr(步骤s28)。在此,假设根据上式17,计算出指示移动速度vr=v
rp
+v
rq
=0.029mm/s+0mm/s=0.029mm/s,并输出。
[0291]
接着,以使第一鱼雷形构件14的移动速度成为在步骤s46(步骤s27)中计算出的指示移动速度vr的方式,对马达16a输出驱动指令值(步骤s47)。
[0292]
接着,对第一鱼雷形构件14的第二循环以后的处理(鱼雷形构件移动速度反馈控制。步骤s48~s52)进行说明。
[0293]
首先,输入喷嘴移动速度(步骤s48)。在此,假设从xy轴驱动装置检测出喷嘴18a的移动速度为160mm/s,并输入到控制装置。
[0294]
接着,执行与上述步骤s41~s44相同的处理。
[0295]
在此,假设在步骤s43中,检测出实测压力pr=0.046mpa。
[0296]
接着,计算修正体积弹性模量k'(步骤s49)。在此,假设根据上述式18,计算出修正体积弹性模量k'=(p
r-p
r-1
)/(δv
p
/v)δv
p
=vr×
δt
×
s-q
p
=(0.046mpa-0mpa)/(22.88mm3/212049mm3)=426.3mpa。另外,δv
p
=0.029mm/s
×
0.1s
×
7854mm
2-0mm3=22.88mm3,pr=0.046mpa,p
r-1
=0mpa,v=15700mm3+π/4
×
1002mm2×
25mm=212049mm3。
[0297]
接着,将修正体积弹性模量k'设定为第二循环的体积弹性模量k'(步骤s50)。
[0298]
接着,与第一循环(步骤s46)同样地进行指示移动速度vr的计算(步骤s51)。在此,假设通过上述式17,计算出指示移动速度vr=v
rp
+v
rq
=0.028mm/s+0.150mm/s=0.178mm/s。另外,δp=p
t-pr=0.09mpa-0.046mpa=0.044mpa,xr=24.98mm,v
rp
=(0.044mpa/426.3mpa)(15700mm3+7854mm2×
24.98mm)/0.1s/7854mm2=0.028mm/s,qp=π
×
(12mm)3/32
×
{0.046mpa
×
12mm/(4
×
42500kg/(m
·s2-0.25
)
×
2mm)}
1/0.25
×
0.1s=117.86mm3,v
rq
=
117.86mm3/0.1s/7854mm2=0.150mm/s。
[0299]
接着,以使第一鱼雷形构件14的移动速度成为在步骤s51中计算出的指示移动速度vr的方式,对马达16a输出驱动指令值(步骤s52)。
[0300]
在第二循环以后,也重复执行上述步骤s48~s52,直到判定为最终循环为止(步骤s53:是),即,直到判定为第一鱼雷形构件14到达下止点为止。另外,可以根据电位计16f的检测值(位置检测值)来判定第一鱼雷形构件14是否到达下止点。
[0301]
接着,在直到第二鱼雷形构件15向z轴-侧移动而到达最靠z轴-侧(下止点)(步骤s54:是)为止的期间,执行与步骤s40~s52同样的处理。
[0302]
如以上说明的那样,根据实施方式2,能够提供一种能一边运转一边最佳地控制排出量的注射成型机。
[0303]
这是因为具备以成为指示移动速度(使对缸体内的熔融树脂加压的压力成为目标压力的、活塞(第一鱼雷形构件14或第二鱼雷形构件15)的移动速度中的加压部分、和使从排出喷嘴18a每单位时间排出的熔融树脂的流量成为预测流出量的、活塞的移动速度中的流量部分相加而得的指示移动速度)的方式控制活塞的移动速度的移动速度控制部33a而达成的。
[0304]
另外,根据实施方式2,通过根据实测压力计算出预测流出量,并计算出活塞(第一鱼雷形构件14或第二鱼雷形构件15)的目标移动速度,能够不测定实际的流出量地控制排出流量,因此,能够一边使注射成型机2a运转一边控制排出流量。
[0305]
另外,根据实施方式2,通过在开始排出的循环(例如,图27中的第一鱼雷形构件的第一循环)中,使用预先存储的体积弹性模量,能够迅速地达到目标的指示流量。
[0306]
另外,根据实施方式2,能够设为与空气向熔融树脂的卷入程度对应的高精度的流量。
[0307]
另外,根据实施方式2,能够考虑熔融树脂的种类(材料种类)、温度、喷嘴尺寸而计算目标压力,控制排出的流量。
[0308]
这是因为具备以达到目标压力的方式控制缸体内的熔融树脂的压力的移动速度控制部(本发明的压力控制部的一例)而达成的。
[0309]
另外,根据实施方式2,通过使用因温度不同而不同的假塑性粘度,计算出熔融树脂的目标压力,能够正确地进行树脂排出流量的控制。
[0310]
另外,根据实施方式2,在使用多种树脂材料的情况下,也能够通过使用因树脂材料种类不同而不同的假塑性粘度来计算熔融树脂的目标压力,从而能够正确地进行树脂排出流量的控制。
[0311]
另外,根据实施方式2,通过预先存储针对所使用的树脂的每个种类以及每个温度的假塑性粘度,能够降低计算目标压力时的运算负荷。另外,能够从开始排出的循环开始迅速地成为目标的指示流量。
[0312]
另外,根据实施方式2,移动速度控制部33a使用熔融树脂的体积弹性模量,对活塞(第一鱼雷形构件14或第二鱼雷形构件15)的移动速度进行前馈控制,由此能够更正确地控制为目标压力。
[0313]
另外,根据实施方式2,通过根据实测压力计算出预测流出量,并计算出活塞(第一鱼雷形构件14或第二鱼雷形构件15)的指示移动速度,能够不测定实际的流出量地控制排
出流量,因此能够一边使注射成型机运转一边控制排出流量。
[0314]
另外,根据实施方式2,由于具备根据由实测压力计算出的压力变化量以及实质的加压容积来修正体积弹性模量的修正体积弹性模量计算部34a,因此,能够设为与空气向熔融树脂的卷入程度对应的高精度的流量。
[0315]
另外,根据实施方式2,修正体积弹性模量计算部34a仅在实测压力与上述目标压力之差为规定值以上的情况下,进行体积弹性模量的修正,由此,能够仅在需要修正体积弹性模量的值时进行修正。
[0316]
另外,根据实施方式2,起到以下的效果。
[0317]
在实施方式2中说明的树脂排出喷嘴18a的流量控制优选应用于从树脂颗粒材料(通常为在工业上大量流通的形态,因此比例如stratasys公司等生产的以往的3d打印机中使用的长丝便宜得多)形成树脂珠(从喷嘴18a排出的熔融树脂如丝那样凝固而成的物体)并层叠的3d打印机。
[0318]
作为其理由,列举以下四个课题有可能得到解决。
[0319]
《课题1》在3d打印机(注射成型机2a或具备该注射成型机2a的注射成型装置1)中,要求即使喷嘴18a的移动速度发生变化也能形成均匀粗细的树脂珠。即,要求检测移动速度,并迅速地应对与其对应的流量。
[0320]
《课题2》根据本发明设想的树脂喷嘴,难以一边使3d打印机动作一边测定树脂排出喷嘴的实际流量。因此,通常采用根据树脂排出压力的测定值进行控制的方法。
[0321]
《课题3》然而,本发明的发明人发现,根据树脂材料的种类、熔融树脂的温度、排出孔的直径的不同,即使压力相同,实际的流量也相当不同。由于在高温下熔融粘度变低,因此流量容易相对于压力变大。另外,喷嘴直径越大,壁面摩擦的影响的范围就越小,因此表观粘度降低,流量容易相对于压力变大。另外,由于熔融树脂是非牛顿流体,所以流量越大,表观粘度越下降,流量就越容易变大。另外,在3d打印机中,优选能够以1台应对各种各样的树脂种类、各种各样的熔融树脂的温度、从极小直径(例如φ0.5mm)到大的排出孔的直径(例如φ12mm)。(例如,若比较笔盒那样的小的物品和小型货车程度的大的物品的造型的情况,则由于叠层造型的1层所需的时间发生变化,所以需要根据到重叠下一层时为止的放热量等来改变树脂的温度、喷嘴直径)。
[0322]
《课题4》本发明的发明人发现了以下内容。即,作为使用树脂颗粒材料的课题,根据颗粒的填充情况等,可塑化的过程在每一行程都不同。因此,根据熔融状态(空气的卷入程度),即使在相同的压缩容积下,实际的压力上升也是不同的(这是由于体积模量的不同),其结果为,流量也是不同的。
[0323]
实施方式2为了解决上述课题1~4,将针对各种树脂种类、各种熔融树脂的温度的材料物性值作为常数,预先存储在数据表21~23中,输入填充的树脂的种类,测量熔融树脂的温度,输入与它们对应的常数和所安装的喷嘴的排出孔的直径(喷嘴直径),由此计算出用于排出由移动速度计算出的指示流量所需的目标压力。由此,解决了上述课题1、3。
[0324]
接着,为了成为该目标压力,利用产生从与实测压力之差计算出的加压量的鱼雷形构件(第一鱼雷形构件14或第二鱼雷形构件15)的移动速度、和与鱼雷形构件移动中的流出量相当的鱼雷形构件的移动速度相加而得的移动速度,进行控制。由于难以直接测量流出量,因此使用由实测压力预测的流量。在计算产生加压量的鱼雷形构件的移动速度时,在
开始排出的循环(例如,图27中的第一鱼雷形构件的第一循环)中,使用数据表中的对应的体积弹性模量,由此进行前馈控制,迅速到达目标的指示流量附近。由此,解决了上述课题2。
[0325]
在其后的循环(例如图27中的第一鱼雷形构件的第二循环以后)中,实测作为鱼雷形构件移动的结果而产生的压力变化量,求出从鱼雷形构件的位置检测结果计算出的容积变化量、和从该容积变化量中减去使用实测压力由上述式11计算出的流出量而求出的“实质的加压容积”,根据压力变化量和“实质的加压容积”求出修正体积弹性模量,使用该修正体积弹性模量来计算指示移动速度,由此能够得到与空气向熔融树脂的卷入情况对应的高精度的流量。由此,解决了上述课题4。
[0326]
接着,与比较例1~3进行对比,进一步说明实施方式2的优点。
[0327]
《比较例1》比较例1(日本专利第5920859号)中,将通过螺杆而可塑化后的树脂用紧随其后配置的齿轮泵进行流量调整。
[0328]
实施方式2相对于比较例1的优点如下。即,实施方式2中,代替将通过螺杆而可塑化后的树脂用紧随其后配置的齿轮泵进行流量调整的做法,而是将通过鱼雷形构件而可塑化后的树脂暂时储存在可塑化室中,在排出时通过由致动器控制的鱼雷形构件的移动速度来控制流量,因此,不需要位于比较例1的喷嘴前端的齿轮泵或使喷嘴的内部空间的容积可变化的能够前后移动的活塞构件等,具有构造简单且能够小型化的优点。
[0329]
《比较例2》比较例2(日本专利第4166746号)中,在想要用压力和温度控制熔融树脂的流出量的情况下,使喷嘴成为关闭状态,求出压缩率c(p,t)的变化特性。实施方式2相对于比较例2的优点如下。即,实施方式2由于在装置内的数据表中作为常数而具备驱动根据指示流量(目标流量)控制鱼雷形构件的移动速度的致动器的指示值的计算所需的材料物性值,所以具有在注射工序之前不需要测定特性值的工序的优点。
[0330]
《比较例3》比较例3(日本特开平5-16195)假定成型材料的体积模量根据柱塞的位置而变化,计算从喷嘴注射的成型材料的实际的注射流量值。实施方式2相对于比较例3的优点如下。即,实施方式2具有不需要在比较例3中需要的、注射工序之前的测定决定体积弹性模量的常数abc的工序的优点。其理由是,在实施方式2中,仅最初的循环(例如,图27中的第一鱼雷形构件的第一循环)使用数据表中的体积弹性模量,从第二循环(例如,图27中的第一鱼雷形构件的第二循环以后)开始,能够一边进行注射工序一边针对每个循环求出修正体积弹性模量,所以是考虑了空气的卷入程度的值,能够得到与比较例3同等的效果。
[0331]
在下面的i中说明比较例3的反馈控制与实施方式2的不同,另外,在下面的ii中说明为什么实施方式2能够一边进行注射工序一边求出修正体积弹性模量。
[0332]
i:在比较例3中,根据压力和位置的测定结果计算出“实际的流量”(比较例3中的称呼),根据其与目标流量之差进行反馈控制。但是,在实施方式2设想的喷嘴中不具有真正的实际的流量的测量机构。因此,实施方式2(本发明的技术思想)中,对于流量而言,即使在第二循环以后也是开环控制。即,本发明使用实测压力求出修正体积弹性模量,提高用于得
到指示流量(目标流量)的鱼雷形构件的移动速度的预测精度。
[0333]
ii:实施方式2能够一边进行注射工序一边求出修正体积弹性模量的理由是:将鱼雷形构件的移动引起的容积变化作为“实质的加压容积”(有助于使压力上升的压缩容积)和与流出量相当的部分之和,并将流出量作为在上述式11中根据实测压力计算出的高精度的“预测流出量”,由此,根据位置传感器(电位计16f、17f)能够测量的实际位置,鱼雷形构件的移动引起的容积变化也为高精度的值,由此,能够一边进行注射工序(=一边使鱼雷形构件移动,不封闭喷嘴地使树脂流出),一边高精度地求出后者与前者之差即“实质的加压容积”。
[0334]
另外,在实施方式2中,在求出修正体积弹性模量时,使用实测压力、鱼雷形构件的移动引起的容积变化以及“预测流出量”,但如上述式11所示,在计算“预测流出量”时使用实测压力,但不使用体积弹性模量。因此,能够独立于体积弹性模量地求出修正体积弹性模量。
[0335]
另一方面,在比较例3中,在计算“实际的流量q
°”
(比较例3中的称呼)时,除了实测压力p
°
之外,还使用体积弹性模量k(z),因此,即使从由鱼雷形构件的移动引起的容积变化as
·z°
中减去“实际的流量q
°”
而求出实施方式2中所说的“实质的加压容积”,并根据该“实质的加压容积”和实测压力p
°
求出修正体积弹性模量,也会在预测值(修正体积弹性模量)的计算过程中使用该预测值(修正体积弹性模量),成为excel中所说的循环参照而无法计算。
[0336]
另外,在实施方式2中,使用考虑了熔融树脂的粘度相对于温度和流量的变化的值,根据由粘度和压力决定流量的理论式(使用假塑性流动中的非牛顿流体的幂律,考虑了熔融粘度的切断速度依赖性、温度依赖性的理论式)计算相对于目标的指示流量的目标压力并用于控制,因此预测精度更优异,能够迅速地达到指示流量(目标流量)。另外,通过预先在数据表中准备针对各种树脂的幂律指数n,还在事前预先准备针对各温度求出的k,从而能够进行各种树脂的正确的流量控制。
[0337]
接着,对变形例进行说明。
[0338]
在上述实施方式2中,说明了将本发明的注射成型机应用于具备缸体和鱼雷形构件的多个组合(缸体11、第一鱼雷形构件14以及缸体12、第二鱼雷形构件15)的注射成型机2a的例子,但不限于此。即,本发明的注射成型机只要是具备收容熔融树脂的缸体、与缸体连通的排出喷嘴、和通过在缸体内滑动而对缸体内的熔融树脂进行加压从而从排出喷嘴排出熔融树脂的活塞的注射成型机即可,也可以将本发明的注射成型机应用于具备缸体和鱼雷形构件的一个组合的注射成型机(未图示)。
[0339]
另外,在上述实施方式2中,说明了将本发明的注射成型机应用于使鱼雷形构件进行直线运动的注射成型机(鱼雷式的注射成型机)的例子,但不限于此。例如,也可以将本发明的注射成型机应用于使与鱼雷形构件相当的构成进行旋转的注射成型机(螺杆式的注射成型机)。
[0340]
另外,在上述实施方式2中,说明了移动速度控制部以使鱼雷形构件的移动速度成为在步骤s28(或步骤s33)中计算出并输出的指示移动速度vr的方式控制马达16a或17a的例子,但不限于此。
[0341]
例如,也可以通过对收容(储存)在第一缸体11、第二缸体12内的熔融树脂进行加
热而使其膨胀,即,控制收容(储存)在第一缸体11、第二缸体12内的熔融树脂的加热温度,来使鱼雷形构件的移动速度成为在步骤s28(或步骤s33)中计算并输出的指示移动速度vr。
[0342]
另外,例如在螺杆式的注射成型机的情况下,也可以通过控制与鱼雷形构件相当的构成的转速,使与鱼雷形构件相当的构成的移动速度成为在步骤s28(或步骤s33)中计算并输出的指示移动速度vr。在上述实施方式中,作为硬件的构成对本发明进行了说明,但本发明并不限定于此。本发明也可以通过使cpu(central processing unit)执行计算机程序来实现任意的处理。
[0343]
可以使用各种类型的非临时计算机可读介质(non-transitory computer readable medium)来存储程序,并将其提供给计算机。非临时计算机可读介质包括各种类型的有形的记录介质(tangible storage medium)。非临时计算机可读介质的例子包括磁记录介质(例如软盘、磁带、硬盘驱动器)、磁光记录介质(例如磁光盘)、cd-rom(read only memory)、cd-r、cd-r/w、半导体存储器(例如掩模rom、prom(programmable rom)、eprom(erasable prom)、闪存rom、ram(random access memory))。另外,程序还可以由各种类型的临时计算机可读介质(transitory computer readable medium)提供给计算机。临时计算机可读介质的例子包括电信号、光信号和电磁波。临时计算机可读介质可经由电线和光纤等有线通信路径或无线通信路径将程序提供到计算机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1