成型机管理系统的制作方法
1.本发明涉及成型机管理系统。
背景技术:
2.以往,如专利文献1所示,已知一种具有显示画面的管理辅助系统,显示画面设置有对至当前日期时间为止的注射成型机的运转状态进行颜色区分显示的条形显示、和对制造出的产品的切换状态进行颜色区分显示的条形显示。
3.专利文献1:日本特开2004-164023号公报
4.然而,在专利文献1记载的管理辅助系统中,作业者无法掌握辅助注射成型机的周边设备的运转状态、当前日期时间之后的注射成型机的生产计划。因此,作业者无法根据周边设备的运转状况、注射成型机的生产计划适当地应对,存在作业效率下降的担忧。因此,要求一种能够将周边设备的运转状态、注射成型机的生产计划通知给作业者的管理辅助系统。
技术实现要素:
5.成型机管理系统进行生产第一成型品目、和在所述第一成型品目之后生产的第二成型品目的注射成型机的生产管理,所述成型机管理具备显示部,所述显示部沿共同的时间轴显示:用于识别所述第一成型品目与所述第二成型品目的识别显示;包含所述第一成型品目的成型实绩期间和所述第一成型品目的准备实绩期间的所述第一成型品目的生产实绩;以及包含所述第二成型品目的成型计划期间和所述第二成型品目的准备计划期间的所述第二成型品目的生产计划,所述显示部在所述共同的时间轴上并列地显示所述第一成型品目的所述生产实绩与所述第二成型品目的所述生产计划。
附图说明
6.图1是实施方式1的成型机管理系统的说明图。
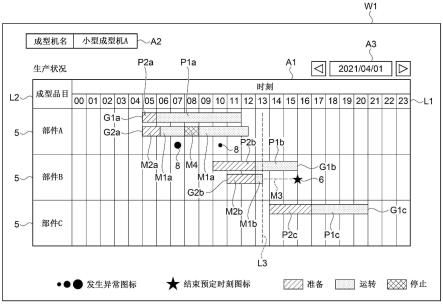
7.图2是表示实施方式1的显示部显示的管理画面的一个例子的说明图。
8.图3是表示实施方式2的显示部显示的管理画面的一个例子的说明图。
9.图4是表示实施方式3的显示部显示的管理画面的一个例子的说明图。
10.图5是表示实施方式4的显示部显示的管理画面的一个例子的说明图。
11.附图标记说明
[0012]1…
成型机管理系统,2
…
注射成型机,3
…
周边设备,4
…
管理装置,5
…
识别显示,6
…
结束预定时刻图标,8
…
发生异常图标,21
…
成型控制部,22
…
料斗,23
…
注射部,26
…
模具部,27
…
合模部,41
…
控制部,42
…
存储部,43
…
操作部,44
…
显示部,g1a、g1b、g1c
…
生产计划,g2a、g2b
…
生产实绩,l1、l1a
…
共同的时间轴,l2
…
成型品目轴,l3、l3a
…
当前时刻显示线,m1a、m1b
…
成型实绩期间,m2a、m2b、m20a、m20b
…
准备实绩期间,m3
…
成型预定期间,m4
…
成型机停止期间,p1a、p1b、p1c
…
成型计划期间,p2a、p2b、p2c、p20a、p20b、p20c
…
准备
计划期间,w1、w1a、w1b、w1c
…
管理画面。
具体实施方式
[0013]
1.实施方式1
[0014]
参照图1和图2对实施方式1的成型机管理系统1进行说明。
[0015]
如图1所示,成型机管理系统1具备注射成型机2、辅助注射成型机2的周边设备3及管理装置4。注射成型机2与管理装置4可通信地连接。注射成型机2与周边设备3可通信地连接。由此,管理装置4与周边设备3能够经由注射成型机2可通信地连接。此外,在本实施方式中,管理装置4与周边设备3经由注射成型机2可通信地连接,但也可以管理装置4与周边设备3不经由注射成型机2而可通信地连接。另外,在本实施方式中,注射成型机2与周边设备3可通信地连接,但也可以没有可通信地连接。另外,在本实施方式中,与管理装置4可通信地连接的注射成型机2为一个,但与管理装置4可通信地连接的注射成型机2也可以为多个。
[0016]
注射成型机2具备成型控制部21、作为材料存积部的料斗22、注射部23、具有型腔的模具部26、及将模具部26合模的合模部27。
[0017]
料斗22存积粒料、粉末等状态的材料,并向注射部23供给材料。
[0018]
注射部23具有涡流型、螺旋型等形状的未图示的叶轮、和未图示的加热部。注射部23将从料斗22供给的材料塑化,并将塑化后的规定量的材料向模具部26注射。
[0019]
模具部26具有供从注射部23注射的材料填充的空间亦即型腔。模具部26既可以是金属制,也可以是陶瓷制,还可以是树脂制。将金属制的模具部26称为金属模。
[0020]
合模部27利用将从注射部23注射的材料填充于型腔时的填充压力将模具部26合模,以使得模具部26不打开。
[0021]
成型控制部21具有:控制注射成型机2整体的动作来执行注射成型的功能;和经由未图示的接口与周边设备3及管理装置4进行通信的功能。
[0022]
成型控制部21根据后述的管理装置4存储的成型程序,控制注射部23来将从料斗22供给至注射部23的材料向模具部26注射,并控制合模部27来将模具部26合模,由此成型具有与模具部26的型腔的形状相应的形状的成型品。
[0023]
成型程序为用于在注射成型机2中进行一次注射成型的程序,注射部23、合模部27等的控制值的变更定时、控制值的大小等成型条件被指定。
[0024]
成型控制部21以与在注射成型机2生产的成型品的生产计划中预先设定的生产预定数对应的次数执行成型程序,进行注射成型,由此成型生产预定数的成型品。此外,在本实施方式中,将1次注射成型周期称为1注射(shot),将1次注射成型周期从开始至结束为止的单位时间称为循环时间(sec/shot)。另外,将以与生产预定数对应的次数执行成型程序,成型生产预定数的成型品称为一个任务。
[0025]
另外,成型控制部21具有如下功能:使用设置于注射成型机2的未图示的各种传感器、例如,检测存积于料斗22的材料的重量的重量传感器、检测注射部23内的气体、模具部26内的材料等的压力的压力传感器、检测注射部23、模具部26等的温度的温度传感器等,来获取与注射成型相关的各种时序数据。此外,时序数据是指通过在预先确定的期间连续性或者间歇性地获取各种传感器的检测值而得到的数据。这样的各种时序数据的获取由于在哪种注射成型机中均进行,因此省略详细的说明。
[0026]
成型控制部21获取到的与注射成型相关的各种时序数据从成型控制部21发送至管理装置4。
[0027]
周边设备3为辅助注射成型机2的设备。作为周边设备3,例如,可举出干燥机、温调机、检查装置、加工机、输送装置等。干燥机用于在将材料向注射成型机2供给之前,进行除湿、干燥。温调机用于调整模具部26的温度。检查装置例如为图像检查装置,用于通过使用成型品的图像的外观检查,针对每个成型品,判定外观中的异常的有无。加工机用于去除成型品的毛刺等。输送装置例如为机械臂,用于来自模具部26的成型品的取出、向加工机等输送成型品。此外,既可以是周边设备3与注射成型机2构成为分别独立的设备,也可以是周边设备3与注射成型机2构成为一体。
[0028]
另外,在周边设备3设置用于检测周边设备3的运转状况的未图示的各种传感器。例如,在作为周边设备3的干燥机、温调机设置检测干燥机内的温度、温调机的热介质的温度的温度传感器。通过设置于周边设备3的未图示的各种传感器获取的与周边设备3的运转状况相关的时序数据经由未图示的接口而发送至注射成型机2的成型控制部21。进而,与周边设备3的运转状况相关的时序数据从成型控制部21发送至管理装置4。
[0029]
管理装置4具备控制部41、存储部42、操作部43及显示部44。管理装置4例如能够使用计算机等信息处理装置。在本实施方式中,管理装置4与注射成型机2分别独立地设置,但也可以不需要与注射成型机2分别独立地设置,而将管理装置4与注射成型机2构成为一体。例如,通过利用注射成型机2本来具备的成型控制部21、和注射成型机2本来具备的未图示的显示部、操作部及存储部作为管理装置4,也能够实现成型机管理系统1。
[0030]
控制部41具有如下功能:接收从注射成型机2发送的与注射成型相关的各种时序数据、和从周边设备3发送的与周边设备3的运转状况相关的各种时序数据,并存储于存储部42的功能;从存储部42读取存储于存储部42的成型程序,并发送至注射成型机2的功能;以及将通过作业者对操作部43进行操作而生成的成型程序存储于存储部42的功能。
[0031]
作为控制部41,例如,能够使用cpu(central processing unit)、mpu(micro processing unit)等集成电路。
[0032]
存储部42存储与注射成型相关的各种时序数据、与周边设备3的运转状况相关的各种时序数据、用于注射成型机2执行注射成型的成型程序、以及注射成型机2生产的成型品的生产计划所涉及的各种数据。注射成型机2生产的成型品的生产计划所涉及的各种数据例如为注射成型机2生产的成型品的生产预定数、循环时间等。
[0033]
成型程序针对表示成型品的种类的每个成型品目,根据成型品目的规格而生成,在本实施方式中,成型品目与成型程序的对应关系作为数据库存储在存储部42中。
[0034]
作为存储部42,例如,能够使用ram(random access memory)等易失性存储器、rom(read only memory)等非易失性存储器、拆装式外部存储装置等。
[0035]
操作部43基于作业者的输入操作、选择操作、画面迁移操作等,来将操作信号发送至控制部41。控制部41基于来自操作部43的操作信号,来进行变更显示部44的显示内容等各种处理。
[0036]
作为操作部43,例如,能够使用键盘、鼠标、触摸面板等。
[0037]
显示部44通过控制部41的控制,显示各种画面、例如,用于作业者生成成型程序的画面、用于作业者浏览注射成型机2的生产计划、生产实绩的画面、用于作业者输入周边设
备3的运转状况的画面等。
[0038]
作为显示部44,例如,能够使用液晶显示器等。此外,也可以如触摸面板显示器那样,显示部44与操作部43为一体。
[0039]
如图2所示,显示部44显示用于管理注射成型机2的生产计划及生产实绩的管理画面w1。作业者通过浏览管理画面w1,能够掌握注射成型机2的生产计划及生产实绩。
[0040]
管理画面w1包括:用于显示作业者管理的注射成型机2的生产计划及生产实绩的生产状况显示区域a1;用于选择作业者管理的注射成型机2的成型机选择区域a2;以及用于选择显示作业者管理的注射成型机2的生产计划及生产实绩的日期的日期选择区域a3。
[0041]
在本实施方式中,作业者对管理装置4的操作部43进行操作,而在成型机选择区域a2输入作业者管理的注射成型机2的名称,在日期选择区域a3输入日期。由此,输入至成型机选择区域a2的注射成型机2在输入至日期选择区域a3的日期下的、生产计划及生产实绩显示于生产状况显示区域a1。此外,在本实施方式中,输入至日期选择区域a3的日期为当前的日期。像这样,为了易于理解本发明地进行说明,图2中的注射成型机2的名称、日期等各种字符串、数值存在显示与实际不同的字符串、数值的情况。此外,日期选择区域a3也可以自动地显示当前的日期。
[0042]
生产状况显示区域a1为显示部44针对注射成型机2生产的每个成型品目显示注射成型机2的生产计划及生产实绩的区域。
[0043]
针对生产状况显示区域a1具体地进行说明。
[0044]
生产状况显示区域a1为具有共同的时间轴l1和成型品目轴l2的图表显示区域,其中,共同的时间轴l1用于随着时间的经过显示注射成型机2的生产计划及生产实绩,成型品目轴l2用于针对每个成型品目显示注射成型机2的生产计划及生产实绩。在生产状况显示区域a1中,用当前时刻显示线l3显示当前的时刻。此外,图2为当前的时刻为13时的情况的一个例子。
[0045]
在本实施方式中,共同的时间轴l1的起点及终点以预先确定的时刻为基准来显示。具体而言,共同的时间轴l1的起点为表示上午0时的0时,共同的时间轴l1的终点为表示下午12时的24时,共同的时间轴l1显示的时间范围为从上午0时到下午12时的24小时。换言之,在生产状况显示区域a1中,共同的时间轴l1的起点及终点固定,当前时刻显示线l3随着时间的经过沿共同的时间轴l1移动。
[0046]
此外,共同的时间轴l1显示的时间范围不限于24小时,也可以为比24小时短的时间范围,也可以为比24小时长的时间范围。另外,也可以作业者能够任意地设定共同的时间轴l1显示的时间范围的作为起点的时刻。在本实施方式中,共同的时间轴l1显示的时间范围的作为起点的时刻为上午0时,但并不限于此,例如,也可以将共同的时间轴l1显示的时间范围的作为起点的时刻设为上午5时,将从当天的上午5时到第二天的上午5时设为共同的时间轴l1显示的时间范围。
[0047]
成型品目轴l2显示用于识别注射成型机2生产的成型品目的识别显示5。在本实施方式中,用于识别成型品目的识别显示5为成型品目的名称,为“部件a”、“部件b”、“部件c”这三种。若将本发明中的第一成型品目设为部件a,则在作为第一成型品目的部件a之后生产的第二成型品目相当于部件b。同样地,若将本发明中的第一成型品目设为部件b,则在作为第一成型品目的部件b之后生产的第二成型品目相当于部件c。此外,用于识别成型品目
的识别显示5并不限于成型品目的名称,例如,也可以是注射成型机2的任务等、能够识别成型品目的显示。另外,用于识别成型品目的识别显示5并不限于三种,也可以为一种、两种、或者四种以上。
[0048]
在生产状况显示区域a1中,与共同的时间轴l1和成型品目轴l2对应,来显示作为每个成型品目的生产计划的部件a的生产计划g1a、部件b的生产计划g1b及部件c的生产计划g1c、作为每个成型品目的生产实绩的部件a的生产实绩g2a和部件b的生产实绩g2b。每个成型品目的生产计划g1a、g1b、g1c、与每个成型品目的生产实绩g2a、g2b分别沿共同的时间轴l1显示。具体而言,每个成型品目的生产计划g1a、g1b、g1c与每个成型品目的生产实绩g2a、g2b分别用沿共同的时间轴l1的条形图显示。此外,每个成型品目的生产实绩g2a、g2b为至当前的时刻为止的生产实绩。在本实施方式中,在当前的时刻,部件c的生产未开始,因此未显示部件c的生产实绩。
[0049]
这样,在本实施方式中,显示部44分别将每个成型品目的生产计划g1a、g1b、g1c、和每个成型品目的生产实绩g2a、g2b沿共同的时间轴l1进行显示。由此,成型机管理系统1能够将注射成型机2的生产计划g1a、g1b、g1c、生产实绩g2a、g2b通知给作业者,作业者能够易于掌握每个成型品目的生产状况。
[0050]
部件a的生产计划g1a包括成型计划期间p1a和准备计划期间p2a。同样地,部件b和部件c各自的生产计划g1b、g1c分别包括成型计划期间p1b、p1c和准备计划期间p2b、p2c。成型计划期间p1a、p1b、p1c为预先计划通过作业者运转注射成型机2而进行与各个成型品目亦即部件a、部件b、部件c对应的成型品的成型的期间。在图2中,成型计划期间p1a、p1b、p1c用基于网点的阴影显示。准备计划期间p2a、p2b、p2c为预先计划作业者进行与各个成型品目对应的成型品的成型的准备的期间。在图2中,准备计划期间p2a、p2b、p2c用基于右上斜线的阴影显示。这样,成型计划期间p1a、p1b、p1c与准备计划期间p2a、p2b、p2c通过不同的显示形式显示。通过不同种类的阴影进行显示为不同的显示形式的一个例子,作为不同的显示形式,并不限于阴影,也可以使颜色、形状等不同。
[0051]
每个成型品目的生产实绩g2a、g2b分别包括成型实绩期间m1a、m1b、和准备实绩期间m2a、m2b。成型实绩期间m1a、m1b为通过作业者运转注射成型机2而注射成型机2进行与各个成型品目对应的成型品的成型的期间。在图2中,成型实绩期间m1a、m1b用基于网点的阴影显示。准备实绩期间m2a、m2b为作业者进行与各个成型品目对应的成型品的成型的准备的期间。在图2中,准备实绩期间m2a、m2b用基于右上斜线的阴影显示。这样,成型实绩期间m1a、m1b与准备实绩期间m2a、m2b通过不同的显示形式显示。作为不同的显示形式,并不限于阴影,也可以使颜色、形状等不同。
[0052]
此外,在本发明中,“准备”是指为了进行成型品的成型而产生的作业中的、除成型品的成型以外的作业,为包含在成型品的成型之前进行的前准备、和在成型品的成型之后进行的后准备的概念。另外,“准备”除作业者对注射成型机2进行的作业以外,还包括作业者对周边设备3进行的作业。作为前准备,例如,可举出利用作为周边设备3的干燥机进行的材料的干燥、作为周边设备3的温调机的安装、模具部26向注射成型机2的安装、模具部26的升温、注射成型机2的吹扫等作业。作为后准备,可举出模具部26的降温、模具部26的拆卸、温调机的拆卸等作业。本实施方式中的准备计划期间p2a、p2b、p2c具体地为计划前准备的期间,准备实绩期间m2a、m2b具体地为进行前准备的期间。
[0053]
这样,显示部44显示包含相对于周边设备3的作业在内的准备计划期间p2a、p2b、p2c及准备实绩期间m2a、m2b。由此,成型机管理系统1关于周边设备3的运转状况能够通知给作业者,作业者不仅应对注射成型机2,针对周边设备3也能够适当地应对,因此作业效率提高。
[0054]
另外,如图2所示,显示部44分别将作为第一成型品目的部件b的生产实绩g2b、和作为在第一成型品目之后生产的第二成型品目的部件c的生产计划g1c在共同的时间轴l1上并列地显示。同样地,显示部44分别将相对于部件b作为第一成型品目的部件a的生产实绩g2a、和相对于部件a作为第二成型品目的部件b的生产计划g1b在共同的时间轴l1上并列地显示。
[0055]
这样,通过相对于部件c作为第一成型品目的部件b的生产实绩g2b、与相对于部件b作为第二成型品目的部件c的生产计划g1c在共同的时间轴l1上并列地显示,从而作业者能够容易地掌握作为当前日期时间之后的生产计划的生产计划g1c,因此例如与作为第一成型品目的部件b的成型并行地,进行作为在部件b之后生产的第二成型品目的部件c的准备等、能够根据多个成型品目的作业的进展状况而分别在时间上并行地进行适当的应对,因此作业效率提高。
[0056]
另外,作为相对于部件c的第一成型品目的部件b的生产实绩g2b包含作为第一成型品目的部件b的成型预定期间m3。成型预定期间m3表示针对在当前的时刻进行成型的部件b,至部件b的成型结束的成型结束预定时刻为止的时间。部件b的成型结束的成型结束预定时刻例如能够基于在部件b的生产计划g1b中预先设定的生产预定数、当前的时刻的部件b的生产数量、及部件b的成型所需的循环时间而计算。
[0057]
在图2中,成型预定期间m3为从由当前时刻显示线l3表示的当前的时刻到由星形的结束预定时刻图标6表示的部件b的成型结束预定时刻的期间,用虚线显示。如上述那样,部件b的成型实绩期间m1b用基于网点的阴影显示,成型实绩期间m1b与成型预定期间m3通过不同的显示形式显示。作为不同的显示形式,并不限于此,也可以使颜色等不同。此外,在本实施方式中,针对部件b进行了说明,关于部件a、部件c也与部件b同样地,能够显示成型预定期间。
[0058]
这样,显示部44通过以不同的显示形式显示作为第一成型品目的部件b的成型实绩期间m1b、和作为第一成型品目的部件b的成型预定期间m3,从而作业者能够在视觉上容易且可靠地区分成型实绩期间m1b与成型预定期间m3,因此掌握作为在当前的时刻正在成型的成型品目的部件b的生产状况进一步变得容易,作业效率提高。
[0059]
另外,显示部44通过分别将包含部件b的成型预定期间m3的部件b的生产实绩g2b、与在部件b之后生产的部件c的生产计划g1c在共同的时间轴l1上并列地显示,从而作业者关于部件b的成型预定期间m3与在部件b之后生产的部件c的生产计划g1c在时间上的关系能够容易地掌握。由此,例如,在与作为第一成型品目的部件b的成型并行地,进行作为在部件b之后生产的第二成型品目的部件c的准备等、在时间上并行地进行多个成型品目的作业时,能够根据各个成型品目的作业的进展状况来进一步进行适当的应对,作业效率进一步提高。
[0060]
另外,如图2所示,显示部44分别将作为第一成型品目的部件a的生产计划g1a、和在第一成型品目之后生产的作为第二成型品目的部件b的生产计划g1b在共同的时间轴l1
上并列地显示。同样地,显示部44分别将相对于部件c作为第一成型品目的部件b的生产计划g1b、和相对于部件b作为第二成型品目的部件c的生产计划g1c在共同的时间轴l1上并列地显示。
[0061]
这样,部件a的生产计划g1a、在部件a之后生产的部件b的生产计划g1b、及在部件b之后生产的部件c的生产计划g1c分别在共同的时间轴l1上并列地显示。由此,成型机管理系统1针对各个成型品目的生产计划g1a、g1b、g1c,能够包含各自在时间上的前后关系而通知给作业者。因此,作业者能够容易地掌握当前日期时间之后的生产计划亦即生产计划g1b、g1c,并且,例如,与作为第一成型品目的部件a的成型并行地,进行作为在部件a之后生产的第二成型品目的部件b的准备等、能够根据多个成型品目的作业的进展状况来分别在时间上并行地进行适当的应对,因此作业效率提高。
[0062]
另外,如图2所示,作为相对于部件b的第一成型品目的部件a的生产实绩g2a包含相当于注射成型机2运转的成型机运转期间的成型实绩期间m1a、和注射成型机2停止的成型机停止期间m4。成型机停止期间m4表示由于在注射成型机2或者周边设备3产生了异常而使注射成型机2异常停止的时间。此外,异常停止存在从注射成型机2及周边设备3具备的未图示的各种传感器将表示异常的数据发送至管理装置4,而管理装置4向注射成型机2发送停止命令的情况、作业者发现注射成型机2或者周边设备3的异常而手动地停止注射成型机2的情况等。
[0063]
在图2中,注射成型机2停止的成型机停止期间m4用基于斜格子的阴影显示。如上述那样,在作为第一成型品目的部件a的生产实绩g2a中,相当于注射成型机2运转的成型机运转期间的成型实绩期间m1a用基于网点的阴影显示,相当于成型机运转期间的成型实绩期间m1a与成型机停止期间m4以不同的显示形式显示。作为不同的显示形式,并不限于阴影,也可以使颜色、形状等不同。此外,在本实施方式中,针对部件a进行了说明,但关于部件b、部件c,也能够与部件a同样地显示成型机停止期间。
[0064]
这样,显示部44通过在作为第一成型品目的部件a的生产实绩g2a中,将相当于注射成型机2运转的成型机运转期间的成型实绩期间m1a、与注射成型机2停止的成型机停止期间m4以不同的显示形式显示,从而作业者能够根据注射成型机2的异常停止而进行适当的应对。例如,作业者对于再次产生了与在成型机停止期间m4产生的异常同样的异常的情况,预先准备恢复或者检查所需的道具、确认更换部件的在库。
[0065]
另外,如图2所示,在每个成型品目的生产实绩g2a、g2b的下侧,设置有用于显示在对应共同的时间轴l1而在注射成型机2产生了异常的情况下显示的发生异常图标8的空间。在本实施方式中,发生异常图标8根据发生异常的程度而能够显示三种大小的圆形的图标。此外,也可以使通过操作部43操作的未图示的光标显示于显示部44,若使未图示的光标与发生异常图标8对齐,则能够显示具体的发生异常的内容。
[0066]
如以上叙述的那样,根据本实施方式,能够得到以下效果。
[0067]
成型机管理系统1进行生产作为第一成型品目的部件b、和作为在作为第一成型品目的部件b之后生产的第二成型品目的部件c的注射成型机2的生产管理,其中,成型机管理系统1具备显示部44,显示部44将用于识别部件b与部件c的识别显示5、包含部件b的成型实绩期间m1b和部件b的准备实绩期间m2b的部件b的生产实绩g2b、以及包含部件c的成型计划期间p1c和部件c的准备计划期间p2c的部件c的生产计划g1c沿共同的时间轴l1显示,并且
将部件b的生产实绩g2b与部件c的生产计划g1c在共同的时间轴l1上并列地显示。
[0068]
由此,成型机管理系统1能够将辅助注射成型机2的周边设备3的运转状态、当前日期时间之后的注射成型机2的生产计划g1c通知给作业者。因此,作业者能够根据周边设备3的运转状况、当前日期时间之后的注射成型机2的生产计划g1c适当地应对,作业效率提高。
[0069]
此外,在本实施方式中,如上述那样,将部件a、部件b及部件c这三个成型品目显示在成型品目轴l2中。具体而言,在成型品目轴l2中,部件a、部件b及部件c这三个成型品目按照部件a、部件b及部件c各自的生产计划g1a、g1b、g1c的生产开始时刻从早到晚的顺序配置。不过,在成型品目轴l2中,配置部件a、部件b及部件c这三个成型品目的顺序并不限于此,也可以将在当前的时刻开始成型品的成型的成型品目、或者在当前的时刻开始准备的成型品目配置在成型品目轴l2的第一位。通过像这样显示,从而作业者能够容易地掌握在当前的时刻作为作业的对象的成型品目的作业计划、作业实绩,作业效率提高。
[0070]
另外,也可以通过作业者对操作部43进行操作,从而能够将显示于生产状况显示区域a1的每个成型品目的生产计划g1a、g1b、g1c及生产实绩g2a、g2b在沿成型品目轴l2的方向上滚动显示。通过像这样显示,从而即使为在生产状况显示区域a1中能够同时显示的成型品目的数量被限定的情况,也通过使显示于生产状况显示区域a1的成型品目在沿成型品目轴l2的方向上移动,从而作业者关于多个成型品目的生产计划及生产实绩能够容易地掌握。
[0071]
另外,在本实施方式中,如上述那样在日期选择区域a3输入的日期下的生产计划g1a、g1b、g1c及生产实绩g2a、g2b显示于生产状况显示区域a1,但也可以通过作业者对操作部43进行操作,从而能够将显示于生产状况显示区域a1的每个成型品目的生产计划及生产实绩在沿共同的时间轴l1的方向上滚动显示。通过像这样显示,例如,能够容易地掌握在过去生产的成型品目的生产计划及生产实绩。
[0072]
2.实施方式2
[0073]
接下来,参照图3对实施方式2的成型机管理系统1的显示部44显示的管理画面w1a进行说明。此外,关于与实施方式1同样的结构,标注同一附图标记,并省略其说明。实施方式2的管理画面w1a除用于显示共同的时间轴l1a的起点及共同的时间轴l1a的终点的基准与实施方式1不同以外,与实施方式1相同。
[0074]
如图3所示,在实施方式2中,共同的时间轴l1a的起点及共同的时间轴l1a的终点以当前的时刻作为基准而进行显示。具体而言,在生产状况显示区域a1中,表示当前的时刻的当前时刻显示线l3a配置在生产状况显示区域a1的大致中央,共同的时间轴l1a的起点显示以当前的时刻为基准而使预先确定的时间后退的时刻、例如,12小时前的时刻,共同的时间轴l1a的终点显示以当前的时刻为基准而使预先确定的时间前进的时刻,例如,12小时后的时刻。换言之,在本实施方式中,在生产状况显示区域a1中,当前时刻显示线l3a固定,显示部44使在共同的时间轴l1a的起点及终点显示的时刻随着时间的经过发生变化而进行显示。
[0075]
根据本实施方式,除实施方式1中的效果以外,还能够得到以下效果。
[0076]
由于当前时刻显示线l3a固定,在共同的时间轴l1a的起点及终点显示的时刻根据时间的经过而变化,因此能够进一步容易地掌握当前日期时间之后的生产计划亦即生产计划g1b、g1c。因此,作业者能够针对当前日期时间之后的生产计划g1b、g1c适当地应对,作业
效率提高。
[0077]
3.实施方式3
[0078]
接下来,参照图4对实施方式3的成型机管理系统1的显示部44显示的管理画面w1b进行说明。此外,关于与实施方式1同样的结构,标注同一附图标记,并省略其说明。实施方式3的管理画面w1b除包含生产指标显示区域a5、和成型机运转状况显示区域a6的方面与实施方式1不同以外,与实施方式1相同。
[0079]
首先,针对生产指标显示区域a5进行说明。
[0080]
生产指标显示区域a5为显示用于针对每个成型品目管理注射成型机2的生产状况的指标的区域。如图4所示,生产指标显示区域a5与生产状况显示区域a1邻接地配置。
[0081]
在本实施方式中,显示部44在生产指标显示区域a5中,作为用于针对每个成型品目管理注射成型机2的生产状况的指标,将生产数51、生产预定数52、生产率53、次品率54、循环时间55以与用于识别在成型品目轴l2中显示的成型品目的识别显示5对应的方式进行显示。生产数51针对每个成型品目表示至当前的时刻为止注射成型机2生产出的成型品中的合格品的数量。生产预定数52针对每个成型品目表示通过生产计划预先计划的成型品的合格品的数量。生产率53将生产数51相对于生产预定数52的比率用百分率表示。将每个成型品目的生产率53也称为每个成型品目的进展率。次品率54将针对每个成型品目相对于注射成型机2至当前的时刻为止生产的成型品的数量的、不合格品的数量用ppm(百万分数)表示。循环时间55为每个成型品目的成型品的一次注射成型从开始至结束为止的单位时间。此外,循环时间55也可以为针对每个成型品目预先存储的规定值,也可以基于每个成型品目的过去的生产实绩或者当前的生产实绩g2b来进行计算。
[0082]
接下来,针对成型机运转状况显示区域a6进行说明。
[0083]
成型机运转状况显示区域a6为显示用于管理注射成型机2的运转状况的指标的区域。在成型机运转状况显示区域a6中显示的指标在不是针对每个成型品目,而为对在某个期间注射成型机2生产的全部成型品目进行合计来管理注射成型机2的运转状况的指标的方面上,与在生产指标显示区域a5中显示的指标不同。此外,在本实施方式中,某个期间是指由输入至日期选择区域a3的日期所示的一天。
[0084]
如图4所示,成型机运转状况显示区域a6在管理画面w1b中,配置于生产状况显示区域a1及生产指标显示区域a5的上部的空间。
[0085]
在本实施方式中,显示部44在成型机运转状况显示区域a6中,显示生产进展率61、设备总效率62、运转率63、工序内次品率64及材料余量65。生产进展率61将相对于通过生产计划预先计划的成型品的生产预定数52的累计的、至当前的时刻为止注射成型机2生产出的成型品的生产数51的累计用百分率表示。设备总效率62在日本工业标准z8141:2001中,为作为表示设备的使用效率的程度的指标进行定义的指标,基于表示阻碍设备效率的停止损耗的大小的时间运转率、表示性能损耗的大小的性能运转率、表示不良损耗的大小的合格品率来进行计算。运转率63将相对于注射成型机2预先计划出的运转时间的、实际的运转时间用百分率表示。工序内次品率64将相对于注射成型机2至当前的时刻为止生产出的成型品的数量的累计的、不合格品的数量的累计用ppm(百万分数)表示。材料余量65将相对于在基于注射成型机2的成型开始前投入到注射成型机2的料斗22内的材料的重量的、在当前的时刻的料斗22内的材料的重量用百分率表示。
[0086]
根据本实施方式,除实施方式1中的效果以外,还能够得到以下效果。
[0087]
显示部44在生产指标显示区域a5中,作为用于针对每个成型品目管理注射成型机2的生产状况的指标,显示生产数51、生产预定数52、生产率53、次品率54、及循环时间55,由此作业者能够将每个成型品目的生产状况掌握为具体的数值。因此,作业者能够进一步适当地应对,作业效率提高。
[0088]
此外,在本实施方式中,显示生产数51、生产预定数52、生产率53、次品率54及循环时间55,但也可以不需要将它们全部显示,而进行显示这些指标中的至少一个。
[0089]
另外,在本实施方式中,显示生产数51、生产预定数52、生产率53、次品率54及循环时间55,但也可以显示它们以外的生产指标。例如,也可以将每个成型品目的成型结束预定时刻显示为数值信息。
[0090]
另外,在本实施方式中,管理画面w1b包含生产指标显示区域a5和成型机运转状况显示区域a6双方,但也可以没有成型机运转状况显示区域a6。
[0091]
4.实施方式4
[0092]
接下来,参照图5对实施方式4的成型机管理系统1的显示部44显示的管理画面w1c进行说明。此外,关于与实施方式1同样的结构,标注同一附图标记,并省略其说明。实施方式4的管理画面w1c除在显示部44显示后准备计划期间p22a、p22b、p22c、及后准备实绩期间m22a的方面上与实施方式1不同以外,与实施方式1相同。
[0093]
如图5所示,作为相对于部件a的第二成型品目的部件b的准备计划期间p20b包含前准备计划期间p21b和后准备计划期间p22b。此外,本实施方式中的前准备计划期间p21b为相当于实施方式1的准备计划期间p2b的期间。
[0094]
显示部44将作为第二成型品目的部件b的前准备计划期间p21b在共同的时间轴l1上比部件b的成型计划期间p1b靠前地显示,将部件b的后准备计划期间p22b在共同的时间轴l1上比部件b的成型计划期间p1b靠后地显示。在图5中,部件b的前准备计划期间p21b用基于右上斜线的阴影显示,部件b的后准备计划期间p22b用基于右下斜线的阴影显示。
[0095]
同样地,作为相对于部件b的第一成型品目的部件a的准备计划期间p20a包含前准备计划期间p21a和后准备计划期间p22a。部件c的准备计划期间p20c包含前准备计划期间p21c和后准备计划期间p22c。此外,本实施方式中的前准备计划期间p21a与前准备计划期间p21c为分别相当于实施方式1的准备计划期间p2a、准备计划期间p2c的期间。
[0096]
显示部44将部件a及部件c各自的前准备计划期间p21a、p21c在共同的时间轴l1上比部件a及部件c各自的成型计划期间p1a、p1c靠前地显示,将部件a及部件c各自的后准备计划期间p22a、p22c在共同的时间轴l1上比部件a及部件c各自的成型计划期间p1a、p1c靠后地显示。在图5中,部件a及部件c各自的前准备计划期间p21a、p21c用基于右上斜线的阴影显示,部件a及部件c各自的后准备计划期间p22a、p22c用基于右下斜线的阴影显示。
[0097]
另外,在图5中,成型计划期间p1a、p1b、p1c用基于网点的阴影显示,这样,前准备计划期间p21a、p21b、p21c、成型计划期间p1a、p1b、p1c、及后准备计划期间p22a、p22b、p22c分别以不同的显示形式显示。作为不同的显示形式,并不限于阴影,也可以使颜色、形状等不同。
[0098]
另外,如图5所示,作为相对于部件b的第一成型品目的部件a的准备实绩期间m20a包含前准备实绩期间m21a和后准备实绩期间m22a。此外,本实施方式中的前准备实绩期间
m21a为相当于实施方式1的准备实绩期间m2a的期间。
[0099]
显示部44将作为第一成型品目的部件a的前准备实绩期间m21a在共同的时间轴l1上比部件a的成型实绩期间m1a靠前地显示,将部件a的后准备实绩期间m22a在共同的时间轴l1上比部件a的成型实绩期间m1a靠后地显示。在图5中,部件a的前准备实绩期间m21a用基于右上斜线的阴影显示,部件a的后准备实绩期间m22a用基于右下斜线的阴影显示。
[0100]
显示部44关于部件b、部件c,也与部件a同样地能够显示前准备实绩期间和后准备实绩期间。不过,在图5中,在当前的时刻,部件b的成型实绩期间m1b未结束,因此仅显示部件b的准备实绩期间m20b中的、前准备实绩期间m21b,不显示部件b的后准备实绩期间。另外,在当前的时刻,由于部件c的生产未开始,因此不显示包含部件c的前准备实绩期间和后准备实绩期间的生产实绩。
[0101]
另外,在图5中,成型实绩期间m1a、m1b用基于网点的阴影显示,这样,前准备实绩期间m21a、m21b、成型实绩期间m1a、m1b及后准备实绩期间m22a能够以分别不同的显示形式显示。作为不同的显示形式,并不限于阴影,也可以使颜色、形状等不同。
[0102]
根据本实施方式,除实施方式1中的效果以外,还能够得到以下效果。
[0103]
显示部44将作为第二成型品目的部件a、部件b及部件c各自的前准备计划期间p21a、p21b、p21c在共同的时间轴l1上比各自的成型计划期间p1a、p1b、p1c靠前地显示,将部件a、部件b及部件c各自的后准备计划期间p22a、p22b、p22c在共同的时间轴l1上比各自的成型计划期间p1a、p1b、p1c靠后地显示,由此作业者除前准备以外,还能够掌握后准备,因此作业效率进一步提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1