一种吹塑风道与卡扣一体成型模具的制作方法
1.本发明涉及吹塑产品成型领域,具体讲是一种吹塑风道与卡扣一体成型模具。
背景技术:
2.在吹塑产品生产中,主要以吹塑风道居多,为便于安装的准确性与稳定性,许多吹塑风道上会有一些其它连接件的设计,若连接件较大,可以通过一体吹塑成型完成,但过大的连接件会出现连接件内部中空的情况,无法保证连接件的连接强度,或者是吹塑风道的内壁出现凹痕,无法满足吹塑产品的质量要求;若连接件较小或者较薄,胶料无法通过吹塑的压力填充满连接件的腔室,导致连接件无法完成成型的情况。故而吹塑风道上的连接件的结构,往往会通过先完成吹塑件风道结构的吹塑作业,而后再通过焊接的方式将注塑成型的连接件焊接到主体结构上的方式来完成。
3.但焊接连接件到吹塑件风道上的方式其连接稳定性不足,连接件极易因为外力的原因导致脱落,不利于产品的长期使用。
技术实现要素:
4.本发明所要解决的技术问题是:提供一种可以通过吹塑就能完成外表面具有小型连接件或者高筋位连接件的吹塑风道的一种吹塑风道与卡扣一体成型模具。
5.本发明解决上述问题所采用的技术方案为:一种吹塑风道与卡扣一体成型模具,包括用于成型吹塑件风道的模腔,所述模腔的一侧设有用于成型连接件的模块,所述连接件设于吹塑件风道的外表面,所述模块可移动连接在模具内。
6.与现有技术相比,本发明的优点在于:因为在吹塑过程中,小连接件与高筋位连接件的腔室无法通过吹塑压力将其填充完全,故而可以先通过在吹塑膨胀过程中,将模块移离连接件成型位置,增加用于成型连接件区域的胶料,保证胶料量大于连接件所需材料后,再将模块复位至成型位置,此时,模块会对连接件区域的胶料进行挤压,并且将多余的胶料挤压出连接件成型区域,并且在挤压完成后,连接件区域的胶料密度相较于吹塑腔内的胶料密度更高,吹塑压力对连接件区域的胶料影响更小,可以避免吹塑完成后,出现连接件与主体的连接处出现吹塑凹痕的情况,保证了连接件与主体之间的连接强度。该方式成型的吹塑产品其连接件与吹塑件风道之间的连接紧密性更高,稳定性更强,连接件不易因为外力作用而从主体上脱落,保证了产品的长期使用。
7.同时,吹塑件上连接件一体成型模具是基于原仅吹塑件风道成型的模具进行改良完成的,不需要进行新模具的定制,并且其生产过程中,减少了连接件进行注塑成型以及连接件焊接的过程,减少了注塑模具,焊接工具的使用,大大减少了生产成本。而产品成型过程中,其成型步骤少,产品的合格率更高,成形的周期更短,大大提高了产品的生产效率。
8.作为本发明的一种改进,所述连接件为连接卡扣且设于吹塑件风道的边缘,所述模块沿着连接件相对于模腔的设置方向可移动连接在模具内,通过所述改进,模块沿着连接件相对于模腔的设置方向进行移动连接,在进行挤压时更容易保证成型质量,因为连接
件为卡扣结构,在安装或者使用时需要进行受力,可以使连接件安装或者使用时的剪切应力与模块的挤压施力方向相同,从而保证在连接件成型后,连接件的抗性力更强、强度更高、使用寿命更长。
9.作为本发明的一种改进,吹塑件风道的局部区域由模块定型,所述模具上设有用于提供连接件成型的成型腔,所述成型腔的体积大于连接件体积,所述模块上设有与成型腔配合以定型连接件的定型块,通过所述改进,因为连接件仅有一面与吹塑件风道相连,其它几个面都是需要模具或者模块来定型成型的,而模块的又沿着连接件相对于模腔的设置方向可移动连接在模具内,其定型的区域至少还有一个连接件远离模块的方向无法定型,故而连接件的局部区域由模具定型,局部区域由模块定型,相应的,连接件由模块定型的区域,为保证胶料在受到挤压时的流通性,吹塑件风道的局部区域也需要由模块进行定型;在连接件成型过程中,要保证成型腔内具有足量的胶料,虽然模块通过移动扩大了填充空间,使胶料更容易进入到成型腔中,但胶料填充的过程是通过吹塑压力进行填充的,其吹塑时间是具有时效性的,不能持续太长的时间,而模块的移动范围也不能太大,否则吹塑件风道区域的成型也会受到影响,同时连接件若本身结构较小,模块的移动空间进行补充的胶料的填充时间可能会不足以满足成型腔的胶料需求量,所以需要额外在模具上扩大成型腔的体积,以保证胶料在吹塑压力下,也能有足量的胶料进入到成型腔中,再由定型块对胶料进行挤压成型连接件,并且将多余的胶料排出用于成型连接件的腔室,从而保证了连接件的成型质量;同时在成型过程中,模块在移动时候,模块成型吹塑件风道的区域将同时受到模块的压力与吹塑压力,且两个力进行相互挤压,在双方向均受压的情况下,该区域成型的吹塑件风道强度也强于其它区域的强度,更有利于用于支撑连接件的连接强度。
10.作为本发明的一种改进,所述成型腔包括用于与定型块配合的成型室和用于容置多余胶料的余料室,在成型连接件时,所述定型块的插入端与成型室相抵且定型块将余料室与模腔分离,通过所述改进,因为大量的胶料填充在成型腔中,在连接件成型过程中,胶料之间是具有连续性的,而许多胶料并不能因为定型块的挤压而回流到吹塑件风道的模腔内,而会滞留在成型腔中,并粘附在连接件上,而通过定型块的插入端与成型室相抵的设计,而可以将多余的胶料与连接件之间进行切除,以保证连接件的外观质量,切除下来的胶料排入到余料室中,并且定型块将余料室与模腔分离,可以避免切除下来多余的胶料与吹塑件风道相连,保证吹塑件风道的外观质量,即在完成连接件与吹塑件风道的一体成型后,有部分胶料会成为废料,滞留在余料室中,在取料时,需要将这些胶料进行清理、排出。
11.作为本发明的还有一种改进,所述连接件为高筋位卡扣,所述连接件沿着吹塑件风道的横截面设置,所述模块包括用于成型连接件一侧的固定模块和用于成型连接件另一侧的移动模块,所述移动模块远离固定模块的一侧设有用于驱动移动模块移动的驱动气缸,所述固定模块沿着吹塑件产品的脱模方向也连接有一个驱动气缸,通过所述改进,因为连接件为高筋位卡扣,且沿着吹塑件风道的横截面设置,相较于设于边缘的连接卡扣,高筋位卡扣结构更为复杂,在成型时,固定模块用于成型卡扣带勾的一侧,移动模块用于成型卡扣较为平整的一侧,移动模块先远离固定模块,扩大移动模块与固定模块之间的空间,能填充更多的胶料,而后在移动模块与固定模块之间填充好胶料后,移动模块向固定模块方向移动,对胶料进行挤压,进行连接件的成型,在进行挤压时更容易保证连接件成型质量,因为连接件为高筋位卡扣,在安装或者使用时需要进行受力,通过挤压成型可以使连接件安
装或者使用时剪切应力与模块的挤压施力方向相同,抗性力更强,尤其是筋位面处的强度,从而保证在连接件成型后,连接件的抗性力更强、强度更高、使用寿命更长,在完成成型后,模具进行分离,同时吹塑件产品通过顶针进行同步顶出,使吹塑件产品脱离模腔,而后固定模块通过驱动气缸再进行与产品之间的脱模,此时固定模块通过与固定模块相连的驱动气缸与连接件分离,采用强脱的方向进行分离,因为卡扣结构本身就具有弹性,并不需要担心强脱会对卡扣造成不可逆的损伤。
12.作为本发明的还有一种改进,所述移动模块的插入端设有用于成型连接件另一侧的成型槽,所述成型槽的外壁成楔型,在进行吹塑成型时,所述成型槽的端部与固定模块相抵,通过所述改进,因为在固定模块与移动模块之间填充的胶料会远大于成型连接件的需求量,为保证连接件的成型质量,需要将多余的胶料与成型的连接件进行分离,而成型槽的外壁成楔形,就可以对胶料进行切割,完成多余的胶料与连接件之间的分离,在成型槽的端部与固定模块相抵时,则可以保证挤压的完成度以及切割的完整性。
13.作为本发明的还有一种改进,所述成型槽的外壁与模具之间设有余料腔,通过所述改进,多余的胶料需要将其与连接件、吹塑件风道进行隔离,否则就会粘连在连接件或者吹塑件风道上,从而影响产品质量,而在隔离过程中,若没有余料腔的设计,多余的胶料还可能会导致模具与模块之间的配合干涉,不利于整体产品的成型。
14.作为本发明的一种改进,吹塑件风道的局部区域由模块定型,所述模块远离模腔的一端设有驱动气缸,所述模块的两侧设有导向柱,所述模具上设有用于与导向柱配合的导向槽,通过所述改进,保证模块移动的稳定性与准确性,从而保证连接件成型质量,同时也保证了连接件的抗性力方向,使连接件的使用状态更稳定。
15.作为本发明的一种改进,所述模具上设有限位槽,所述限位槽沿着连接件相对于模腔的方向设置,所述模块上设有与限位槽相配合的限位块,通过所述改进,因为模块是通过气缸驱动的,其控制精度较低,在长时间使用后,可能会出现连接件成型偏大或者成型偏小的情况,通过限位槽与限位块的设计,则可以保证气缸驱动距离的稳定性,从而保证连接件的成型大小的稳定性,避免连接件在后续使用中,出现无法安装的情况。
附图说明
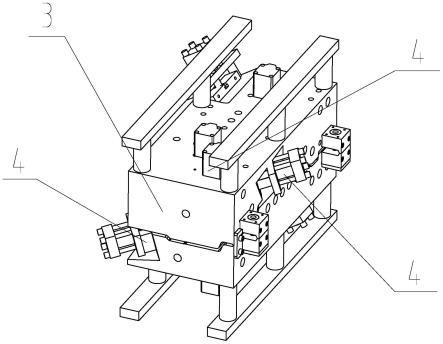
16.图1是本发明整体结构示意图。
17.图2是本发明吹塑件产品结构示意图。
18.图3是本发明吹塑件产品在后模上成型时结构示意图。
19.图4是本发明吹塑件产品在成型连接件时与模块连接结构示意图。
20.图5是本发明连接卡扣成型时与连接卡扣模块连接的结构示意图。
21.图6是本发明连接卡扣成型时与前模连接的结构示意图。
22.图7是本发明高筋位卡扣成型时移动模块与前模时连接的结构示意图。
23.图中所示:1、吹塑件风道,1.1、连接卡扣,1.2、高筋位卡扣,1.3、模腔,2、模块,2.1、导向柱,2.2、限位块,2.3、定型块,2.4、固定模块,2.5、移动模块,2.5.1、成型槽,2.5.2、外壁,2.6、连接卡扣模块,3、模具,3.1、导向槽,3.2、限位槽,3.3、成型腔,3.3.1、成型室,3.3.2、余料室,3.4、余料腔,3.5、后模,3.6、前模,4、驱动气缸。
具体实施方式
24.下面结合附图对本发明的实施例作进一步描述。
25.如图1-2所示,一种吹塑风道与卡扣一体成型模具,包括用于成型吹塑件风道1的模腔1.3,所述模腔1.3的一侧设有用于成型连接件的模块2,所述连接件设于吹塑件风道1的外表面,所述模块2可移动连接在模具3内。待吹塑成型的产品包括吹塑件风道1、连接卡扣1.1和高筋位卡扣1.2,三者进行一体成型,模具3包括前模3.6与后模3.5,其中连接卡扣1.1与高筋位卡扣1.2均设于吹塑件风道1靠近前模3.6的一侧,模块2包括用于成型连接卡扣1.1的连接卡扣模块2.6和用于成型高筋位卡扣1.2的固定模块2.4、移动模块2.5,其中连接卡扣模块2.6与前模3.6相配合成型连接卡扣1.1,且吹塑件风道1的部分区域由连接卡扣模块2.6、固定模块2.4、移动模块2.5成型而成。
26.如图2-6所示,连接卡扣1.1设于吹塑件风道1的边缘,所述连接卡扣模块2.6沿着连接卡扣1.1相对于模腔1.3的设置方向可移动连接在模具3内,所述前模3.6上设有用于提供连接卡扣1.1成型的成型腔3.3,所述成型腔3.3的体积大于连接卡扣1.1体积,所述连接卡扣模块2.6上设有与成型腔3.3配合以定型连接卡扣1.1的定型块2.3,所述成型腔3.3包括用于与定型块2.3配合的成型室3.3.1和用于容置多余胶料的余料室3.3.2,在成型连接卡扣1.1时,所述定型块2.3的插入端与成型室3.3.1相抵且定型块2.3将余料室3.3.2与模腔1.3分离,成型室3.3.1的厚度略大于连接卡扣1.1的厚度,在最后连接卡扣1.1成型时,定型块2.3的插入端会与多出来的厚度相抵,实现对多余胶料的切割分离,连接卡扣模块2.6远离模腔1.3的一端设有驱动气缸4以驱动连接卡扣1.1进行移动。
27.如图2、图3、图7所示,高筋位卡扣1.2沿着吹塑件风道1的横截面设置,所述模块2包括用于成型高筋位卡扣1.2一侧的固定模块2.4和用于成型高筋位卡扣1.2另一侧的移动模块2.5,所述移动模块2.5远离固定模块2.4的一侧设有用于驱动移动模块2.5移动的驱动气缸4,所述固定模块2.4沿着吹塑件产品的脱模方向也连接有一个驱动气缸4,所述移动模块2.5的插入端设有用于成型连接件另一侧的成型槽2.5.1,所述成型槽2.5.1的外壁2.5.2成楔型,在进行吹塑成型时,所述成型槽2.5.1的端部与固定模块2.4相抵,所述成型槽2.5.1的外壁2.5.2与前模3.6之间设有余料腔3.4。
28.如图2、图3所示,所述连接卡扣模块2.6与移动模块2.5的两侧设有导向柱2.1,所述模具3上设有用于与导向柱2.1配合的导向槽3.1,但与连接卡扣模块2.6上的导向柱2.1相配合的导向槽3.1设于后模3.5上,与移动模块2.5上的导向柱2.1相配合的导向槽3.1设于前模3.6上,因为连接卡扣1.1与高筋位卡扣1.2的卡接方向不同,使得连接卡扣模块2.6与移动模块2.5的可移动方向不动。所述模具3上设有限位槽3.2,所述限位槽3.2沿着模块2移动的方向设置,所述模块2上设有与限位槽3.2相配合的限位块2.2,限位槽3.2与限位块2.2的设计也分别根据连接卡扣1.1与高筋位卡扣1.2的结构特点进行相应设计。
29.在吹塑成型过程中,其操作步骤如下:
30.s1:开模,固定模块2.4与前模3.6固定,移动模块2.5远离固定模块2.4以扩大高筋位卡扣1.2处的进胶空间,连接卡扣模块2.6远离成型腔3.3以扩大连接卡扣1.1处的进胶空间;
31.s2:合模,开始进行吹塑,待料坯在模腔1.3内成型到80%左右时,此时料坯已经完成模腔1.3的填充,但料坯的密度不均、各个区域的厚度不均,移动模块2.5向固定模块2.4
方向移动,连接卡扣模块2.6向成型腔3.3方向移动;
32.s3:完成吹塑,进行成型冷却;
33.s4:移动模块2.5远离高筋位卡扣1.2,连接卡扣1.1远离连接卡扣1.1;
34.s5:开模,顶出组件与前模3.6同步上升,顶出组件为模具3中常规技术,用于使吹塑件产品与后模3.5分离;
35.s6:待吹塑件风道1与后模3.5分离后,前模3.6继续上升,固定模块2.4的驱动气缸4向下驱动固定模块2.4,使固定模块2.4与前模3.6分离,同时使吹塑件风道1与前模3.6分离;
36.s7:前模3.6继续上升,固定模块2.4与高筋位卡扣1.2强行脱离,即固定吹塑件风道1分离;
37.s8:完成吹塑件产品的吹塑过程,取出吹塑件产品,并清理余料室3.3.2与余料腔3.4中的废料;
38.s9:合模,进行下一次吹塑。
39.以上仅就本发明的最佳实施例作了说明,但不能理解为是对权利要求的限制。本发明不仅局限于以上实施例,其具体结构允许有变化。凡在本发明独立权利要求的保护范围内所作的各种变化均在本发明保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1