一种可实现均匀冷却成型的PE管材生产设备的制作方法
一种可实现均匀冷却成型的pe管材生产设备
技术领域
1.本发明涉及pe管道技术领域,具体是涉及一种可实现均匀冷却成型的pe管材生产设备。
背景技术:
2.pe管由pe树脂制成,pe树脂是由单体乙烯聚合而成,由于在聚合时因压力、温度等聚合反应条件不同,可得出不同密度的树脂,因而又有高密度聚乙烯、中密度聚乙烯和低密度聚乙烯之分。在加工不同类型pe管材时,根据其应用条件的不同,选用树脂牌号的不同,同时对挤出机和模具的要求也有所不同。但是因pe管过长只通过两组注塑孔注塑,容易使聚乙烯无法均匀的分布在模具中就冷却固型。
3.为此,中国专利cn202121987282.0公开了一种高品质pe管道生产用注塑模具,其通过导入管两端均连接有注塑导管,便于均匀对pe管道进行注塑,通过电机带动推动杆,使塞体在注塑导管中移动,便于使聚乙烯进入到注塑模具之中,通过设置的多组连接管,分多段对pe管进行注塑,使注塑成型的pe管厚度更加均匀,通过停注阀上的阀片,调整每组连接管的注入量,从而解决了因pe管过长只通过两组注塑孔注塑,容易使聚乙烯无法均匀的分布在模具中就冷却固型的问题。
4.但是,由于其通过分段注塑来生产pe管材,导致其注塑完成后会有分层现象,其连接处的强度大幅下降,在使用过程中可能出现断裂等情况。
技术实现要素:
5.基于此,有必要针对现有技术问题,提供一种可实现均匀冷却成型的pe管材生产设备。
6.为解决现有技术问题,本发明采用的技术方案为:
7.一种可实现均匀冷却成型的pe管材生产设备,包括机架和模具;模具固定安装在机架上,模具内设置有与管材形状契合的型腔;还包括注塑装置,注塑装置包括活动环和压射组件,压射组件与型腔滑动配合且其将型腔分成两部分,压射组件固定安装在模具的端部。
8.优选的,还包括控制装置,压射组件还包括压射室、活塞、推杆、进料口、出料口、第一单向阀和第二单向阀,压射室固定安装在模具上,活塞滑动安装在压射室内,推杆的一端与活塞铰接,进料口和出料口固定设置在压射室上,第一单向阀固定安装在压射室上且其位于进料口处,第二单向阀固定安装在压射室上且其位于出料口处;控制装置固定安装在模具上,控制装置的驱动端与推杆传动连接。
9.优选的,压射组件设有多个,多个压射组件关于模具的轴线中心对称分布;控制装置包括控制组件和旋转驱动组件,控制组件包括安装架、安装盘、第一旋转轴、第一安装座和固定轴,安装架固定安装在模具上,安装盘可旋转的安装在安装架上,第一旋转轴可旋转的安装在安装盘上且其轴线与安装盘的轴线不共线,第一安装座套接在第一旋转轴上,固
定轴设有多个且其与压射组件一一对应,推杆的两端分别与活塞和固定轴铰接,旋转驱动组件固定安装在安装架上,旋转驱动组件的驱动端与安装架传动连接。
10.优选的,旋转驱动组件包括第二旋转轴、蜗轮、蜗杆和第一旋转驱动器,第二旋转轴可旋转的安装在安装架上,蜗轮固定套接在第二旋转轴上,蜗杆可旋转的安装在安装架上,蜗轮和蜗杆传动连接,第一旋转驱动器固定安装在安装架上,第一旋转驱动器的驱动端与蜗杆传动连接。
11.优选的,模具包括前盖、后盖、外管、内管和限位环,前盖和后盖可拆卸的安装在模具的两端,外管固定安装在机架上,内管位于外管的内部且其轴线与外管的轴线共线,外管和内管配合后形成用于注塑管材的型腔,限位环设有两个且其分别固定安装在前盖和后盖上,内管的两端分别与两个限位环滑动配合。
12.优选的,模具还包括阻尼组件,阻尼组件包括排气管和气泵,排气管固定安装在后盖上,气泵通过排气管与模具内部连通。
13.优选的,还包括冷却装置,冷却装置包括冷却管、进水口和出水口,冷却管固定安装在模具内,进水口和出水口固定设置在冷却管上。
14.优选的,注塑装置还包括缓冲组件,缓冲组件包括弹性件和缓冲板,弹性件的两端分别于后盖和缓冲板固定连接。
15.优选的,注塑装置还包括排气组件,排气组件包括第二排气管和电磁阀,第二排气管固定安装在模具上且其位于模具的前端,电磁阀固定安装在第二排气管上。
16.优选的,缓冲组件还包括压力传感器,压力传感器固定安装在后盖上,弹性件的两端分别于缓冲板和压力传感器固定连接。
17.本技术相比较于现有技术的有益效果是:
18.1.本技术通过机架、模具和注塑装置实现了使同一横截面管材冷却速度相同的功能,解决了管材注塑过程中同一横截面管材冷却不均匀导致管材变形的缺陷。
19.2.本技术通过压射室、活塞、推杆、进料口、出料口、第一单向阀、第二单向阀和控制装置实现了对模具进行持续注料的功能,解决了压射组件如何将原料注入模具的技术问题。
20.3.本技术通过控制组件和旋转驱动组件实现了向模具内匀速注料的功能,解决了通过压射室内的原料在进行补充时,会停止注料,导致注料速度不平均的缺陷。
21.4.本技术通过第二旋转轴、蜗轮、蜗杆和第一旋转驱动器实现了稳定驱动安装盘旋转的功能,解决了旋转驱动组件如何稳定驱动压射组件进行注液的技术问题。
22.5.本技术通过前盖、后盖、外管、内管和限位环实现了快速取出管材的功能,解决了pe管材成型后管材取出困难的缺陷。
23.6.本技术通过排气管和气泵实现了提高原料注塑压力的功能,解决了注塑时,原料在模具内所受压力较低,导致原料还未充满型腔时,便已推动活动环滑动的缺陷。
24.7.本技术通过冷却管、进水口和出水口实现了提高管材冷却效率和冷却均匀度的功能,解决了注塑完成后需要等待管材冷却完成,导致效率降低的缺陷。
25.8.本技术通过弹性件和缓冲板实现了缓冲活动环对模具造成的冲击的功能,解决了活动环频繁与模具发生碰撞,使得设备震动,影响注塑质量的缺陷。
26.9.本技术通过第二排气管和电磁阀实现了排除模具内残留空气的功能,解决了压
射组件在注料前,模具内仍会后残留的空气无法排出,导致注塑质量降低的缺陷。
27.10.本技术通过压力传感器实现了实时监测缓冲板所受压力的功能,解决了随着压射组件的注料,型腔被注满后,压射组件仍会对其进行挤压,从而提高活动环对后盖的压力,需要操作人员自行判断的缺陷。
附图说明
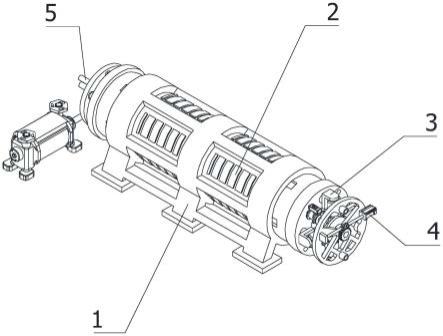
28.图1是本技术的立体示意图;
29.图2是本技术注塑装置和控制装置的立体分解示意图;
30.图3是本技术压射组件的立体分解示意图;
31.图4是本技术注塑装置的立体分解示意图;
32.图5是本技术图4中a处的局部放大示意图;
33.图6是本技术控制装置的立体示意图;
34.图7是本技术模具的立体分解示意图;
35.图8是本技术阻尼组件的立体示意图;
36.图9是本技术冷却装置的立体示意图;
37.图10是本技术缓冲组件的立体分解示意图;
38.图11是本技术图10中b处的局部放大示意图;
39.图12是本技术排气组件的立体示意图;
40.图中标号为:
41.1-机架;
42.2-模具;2a-前盖;2b-后盖;2c-外管;2d-内管;2e-限位环;2f-阻尼组件;2f1-排气管;2f2-气泵;
43.3-注塑装置;3a-活动环;3b-压射组件;3b1-压射室;3b2-活塞;3b3-推杆;3b4-进料口;3b5-出料口;3b6-第一单向阀;3b7-第二单向阀;3c-缓冲组件;3c1-弹性件;3c2-缓冲板;3c3-压力传感器;3d-排气组件;3d1-第二排气管;3d2-电磁阀;
44.4-控制装置;4a-控制组件;4a1-安装架;4a2-安装盘;4a3-第一旋转轴;4a4-第一安装座;4a5-固定轴;4b-旋转驱动组件;4b1-第二旋转轴;4b2-蜗轮;4b3-蜗杆;4b4-第一旋转驱动器;5-冷却装置;5a-冷却管;5b-进水口;5c-出水口。
具体实施方式
45.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
46.如图1-12所示:
47.一种可实现均匀冷却成型的pe管材生产设备,包括机架1和模具2;模具2固定安装在机架1上,模具2内设置有与管材形状契合的型腔;还包括注塑装置3,注塑装置3包括活动环3a和压射组件3b,压射组件3b与型腔滑动配合且其将型腔分成两部分,压射组件3b固定安装在模具2的端部。
48.基于上述实施例,本技术想要解决的技术问题是如何提高pe管材注塑质量。为此,本技术通过机架1、模具2和注塑装置3实现了使同一横截面管材冷却速度相同的功能,解决
了管材注塑过程中同一横截面管材冷却不均匀导致管材变形的缺陷。由于pe管材较长,在注塑后,原料在模具2内部流淌速度较慢,导致同一横截面管材冷却速度不同,导致管材成型后形状不规则,且其内部气泡较多,导致pe管材成型质量差;为此,设计了滑动安装在模具2内的活动环3a,在注塑时,操作人员通过压射组件3b将原料注入模具2,随着模具2的注入挤压活动环3a,使活动环3a沿模具2内部滑动,原料受到活动环3a的限制而迅速充满部分型腔,使得同一横截面上的管材具有相同的冷却速度,而随着活动环3a的滑动使得原料完全注入模具2。
49.进一步的,为了解决压射组件3b如何将原料注入模具2的技术问题,如图3所示:
50.还包括控制装置4,压射组件3b还包括压射室3b1、活塞3b2、推杆3b3、进料口3b4、出料口3b5、第一单向阀3b6和第二单向阀3b7,压射室3b1固定安装在模具2上,活塞3b2滑动安装在压射室3b1内,推杆3b3的一端与活塞3b2铰接,进料口3b4和出料口3b5固定设置在压射室3b1上,第一单向阀3b6固定安装在压射室3b1上且其位于进料口3b4处,第二单向阀3b7固定安装在压射室3b1上且其位于出料口3b5处;控制装置4固定安装在模具2上,控制装置4的驱动端与推杆3b3传动连接。
51.基于上述实施例,本技术想要解决的技术问题是压射组件3b如何对模具2进行注料。为此,本技术通过压射室3b1、活塞3b2、推杆3b3、进料口3b4、出料口3b5、第一单向阀3b6、第二单向阀3b7和控制装置4实现了对模具2进行持续注料的功能。所述控制装置4与控制器电连接;在注塑时,操作人员通过控制器发送信号给控制装置4,控制装置4拉动推杆3b3,推杆3b3带动活塞3b2向外滑动,压射室3b1内部的气压迅速降低,原料从进料口3b4处进入压射室3b1,接着控制装置4再推动推杆3b3,推杆3b3带动活塞3b2向内滑动,压射室3b1内部的压力升高,其内部的原料从出料口3b5处注入模具2,随着模具2的注入挤压活动环3a,使活动环3a沿模具2内部滑动,原料受到活动环3a的限制而迅速充满部分型腔,使得同一横截面上的管材具有相同的冷却速度,而随着活动环3a的滑动使得原料完全注入模具2。
52.进一步的,本技术依然具有通过压射室3b1内的原料在进行补充时,会停止注料,导致注料速度不平均的缺陷,为了解决这一问题,如图2、图4和图5所示:
53.压射组件3b设有多个,多个压射组件3b关于模具2的轴线中心对称分布;控制装置4包括控制组件4a和旋转驱动组件4b,控制组件4a包括安装架4a1、安装盘4a2、第一旋转轴4a3、第一安装座4a4和固定轴4a5,安装架4a1固定安装在模具2上,安装盘4a2可旋转的安装在安装架4a1上,第一旋转轴4a3可旋转的安装在安装盘4a2上且其轴线与安装盘4a2的轴线不共线,第一安装座4a4套接在第一旋转轴4a3上,固定轴4a5设有多个且其与压射组件3b一一对应,推杆3b3的两端分别与活塞3b2和固定轴4a5铰接,旋转驱动组件4b固定安装在安装架4a1上,旋转驱动组件4b的驱动端与安装架4a1传动连接。
54.基于上述实施例,本技术想要解决的技术问题是如何避免注料速度不均匀导致的管材质量问题。为此,本技术通过控制组件4a和旋转驱动组件4b实现了向模具2内匀速注料的功能。所述旋转驱动组件4b与控制器电连接;采用一个压射组件3b进行压射注料时,压射室3b1在补充原料时,会停止注料,当压射室3b1补料完成再次向模具2内注料时,会导致已经冷却一段时间的原料和刚注入的原料出现分层现象,导致分界处强度不足,降低管材质量,为此,设置了控制组件4a,在注料时,操作人员通过控制器发送信号给旋转驱动组件4b,旋转驱动组件4b驱动安装盘4a2旋转,安装盘4a2带动第一安装座4a4旋转,此时第一安装座
4a4会拉动推杆3b3,从而使多个活塞3b2做不同步周期动作,对模具2进行不间断的匀速注料,避免原料出现明显的分层现象。
55.进一步的,为了解决旋转驱动组件4b如何稳定驱动压射组件3b进行注液的技术问题,如图6所示:
56.旋转驱动组件4b包括第二旋转轴4b1、蜗轮4b2、蜗杆4b3和第一旋转驱动器4b4,第二旋转轴4b1可旋转的安装在安装架4a1上,蜗轮4b2固定套接在第二旋转轴4b1上,蜗杆4b3可旋转的安装在安装架4a1上,蜗轮4b2和蜗杆4b3传动连接,第一旋转驱动器4b4固定安装在安装架4a1上,第一旋转驱动器4b4的驱动端与蜗杆4b3传动连接。
57.基于上述实施例,本技术想要解决的技术问题是如何驱动安装盘4a2旋转。为此,本技术通过第二旋转轴4b1、蜗轮4b2、蜗杆4b3和第一旋转驱动器4b4实现了稳定驱动安装盘4a2旋转的功能。所述第一旋转驱动器4b4优选为伺服电机,伺服电机与控制器电连接;注液时,操作人员通过控制器发送信号给伺服电机,伺服电机收到信号后驱动蜗杆4b3旋转,蜗杆4b3驱动与其传动连接的蜗轮4b2旋转,蜗轮4b2带动第二旋转轴4b1旋转,第二旋转轴4b1带动安装盘4a2同步旋转,从而通过安装盘4a2驱动第一安装座4a4和固定轴4a5旋转,使得多个压射组件3b做不同步周期运动,对模具2进行连续注料。
58.进一步的,本技术依然具有pe管材成型后管材取出困难的缺陷,为了解决这一问题,如图7-10所示:
59.模具2包括前盖2a、后盖2b、外管2c、内管2d和限位环2e,前盖2a和后盖2b可拆卸的安装在模具2的两端,外管2c固定安装在机架1上,内管2d位于外管2c的内部且其轴线与外管2c的轴线共线,外管2c和内管2d配合后形成用于注塑管材的型腔,限位环2e设有两个且其分别固定安装在前盖2a和后盖2b上,内管2d的两端分别与两个限位环2e滑动配合。
60.基于上述实施例,本技术想要解决的技术问题是如何方便操作人员取出成型后的管材。为此,本技术通过前盖2a、后盖2b、外管2c、内管2d和限位环2e实现了快速取出管材的功能。由于管材成型后长度较长,因此在加工完成后,操作人员取料较为不便,为此,设置了前盖2a和后盖2b,在管材成型完成后,操作人员将后盖2b拆下,接着将管材从外管2c内滑出,然后再将后盖2b安装到外管2c上,以便与后续注塑加工。
61.进一步的,本技术依然具有注塑时,原料在模具2内所受压力较低,导致原料还未充满型腔时,便已推动活动环3a滑动的缺陷,为了解决这一问题,如图7-8所示:
62.模具2还包括阻尼组件2f,阻尼组件2f包括排气管2f1和气泵2f2,排气管2f1固定安装在后盖2b上,气泵2f2通过排气管2f1与模具2内部连通。
63.基于上述实施例,本技术想要解决的技术问题是如何进一步提高注塑质量。为此,本技术通过排气管2f1和气泵2f2实现了提高原料注塑压力的功能。所述气泵2f2与控制器电连接;在进行注塑前,操作人员先通过控制器发送信号给气泵2f2,气泵2f2收到信号后通过排气管2f1向型腔内注入空气,提高型腔内部的气压,同时将活动环3a推至型腔最前端,接着再通过压射组件3b向型腔内注料,同时气泵2f2进行排气,保持型腔活动环3a左边空间的气压处于指定范围内,从而提高原料的注塑压力,进一步减少气泡,提高注塑质量。
64.进一步的,本技术依然具有注塑完成后需要等待管材冷却完成,导致效率降低的缺陷,为了解决这一问题,如图9所示:
65.还包括冷却装置5,冷却装置5包括冷却管5a、进水口5b和出水口5c,冷却管5a固定
安装在模具2内,进水口5b和出水口5c固定设置在冷却管5a上。
66.基于上述实施例,本技术想要解决的技术问题是如何进一步提高生产效率。为此,本技术通过冷却管5a、进水口5b和出水口5c实现了提高管材冷却效率和冷却均匀度的功能。操作人员在注塑完成后,通过进水口5b想过冷却管5a内注入冷却液,并通过出水口5c对冷却液进行回收,从而提高冷却均匀性,在提高冷却效率的同时,进一步提高了管材注塑加工的质量。
67.进一步的,本技术依然具有活动环3a频繁与模具2发生碰撞,使得设备震动,影响注塑质量的缺陷,为了解决这一问题,如图10-11所示:
68.注塑装置3还包括缓冲组件3c,缓冲组件3c包括弹性件3c1和缓冲板3c2,弹性件3c1的两端分别于后盖2b和缓冲板3c2固定连接。
69.基于上述实施例,本技术想要解决的技术问题是如何减少活动环3a与模具2碰撞产生的震动。为此,本技术通过弹性件3c1和缓冲板3c2实现了缓冲活动环3a对模具2造成的冲击的功能。当活动环3a随着压射组件3b注液而移动至模具2末端时,活动环3a会先与缓冲板3c2接触,活动环3a产生的冲击力会挤压弹性件3c1,弹性件3c1在受到压力后缩短,同时产生弹力,吸收冲击力,减小产生的震动,从而保护了零件,提高零件的使用寿命。
70.进一步的,本技术依然具有压射组件3b在注料前,模具2内仍会后残留的空气无法排出,导致注塑质量降低的缺陷,为了解决这一问题,如图4和图12所示:
71.注塑装置3还包括排气组件3d,排气组件3d包括第二排气管3d1和电磁阀3d2,第二排气管3d1固定安装在模具2上且其位于模具2的前端,电磁阀3d2固定安装在第二排气管3d1上。
72.基于上述实施例,本技术想要解决的技术问题是如何进一步提高注塑质量。为此,本技术通过第二排气管3d1和电磁阀3d2实现了排除模具2内残留空气的功能。所述电磁阀3d2与控制器电连接;在进行注塑前,需要通过控制组件4a驱动压射组件3b将原料吸入压射室3b1,这会导致压射室3b1内的空气进入模具2,降低管材注塑质量,为此设置了排气组件3d,操作人员通过控制器启动控制组件4a后,控制器会发送信号给电磁阀3d2,打开第二排气管3d1的通道,随着原料进入压射室3b1,被挤入模具2内的空气从第二排气管3d1排出模具2,接着原料进入模具2后,控制器再次发送信号给电磁阀3d2,电磁阀3d2关闭第二排气管3d1的通道,防止原料从第二排气管3d1处泄露。
73.进一步的,本技术依然具有随着压射组件3b的注料,型腔被注满后,压射组件3b仍会对其进行挤压,从而提高活动环3a对后盖2b的压力,需要操作人员自行判断的缺陷,为了解决这一问题,如图10-11所示:
74.缓冲组件3c还包括压力传感器3c3,压力传感器3c3固定安装在后盖2b上,弹性件3c1的两端分别于缓冲板3c2和压力传感器3c3固定连接。
75.基于上述实施例,本技术想要解决的技术问题是如何自动判断型腔是否注满。为此,本技术通过压力传感器3c3实现了实时监测缓冲板3c2所受压力的功能。所述压力传感器3c3与控制器电连接;当活动环3a随着压射组件3b注液而移动至模具2末端时,活动环3a会与缓冲板3c2接触,活动环3a产生的冲击力会挤压弹性件3c1,弹性件3c1在受到压力后缩短,同时产生弹力,压力传感器3c3检测到压力到达指定值后,反馈信号给控制器,控制器收到信号后停止控制装置4的驱动,并开始向冷却管5a注入冷却液,开始进行冷却;本技术通
过压力传感器3c3大幅提高了生产的自动化程度。
76.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1