树脂成型品以及树脂成型品的成型方法与流程
本发明涉及一种树脂成型品以及树脂成型品的成型方法,尤其涉及一种能够防止树脂成型品在成型过程中发生变形而影响外观的树脂成型品以及树脂成型品的成型方法。
背景技术:
1、双色塑料成型(double-shot molding)是指将两种不同的材料注塑到同一模具中,从而实现注塑出来的零件由两种材料形成的成型工艺,两种材料可以是不同颜色,也可以软硬不同,大大提高产品的美观性和装配等性能,所以,目前,已经成为注塑技术发展的一个热点方向。
2、如图6a和图6b是用于安装旋转按钮的圆筒状结构,其中图6a是一次成型的成型品,具备:用于插入按钮的圆筒状的内壁部1,在内壁部1的筒状外边缘,通过相对的两个连接部3,连接环形薄板状的外壁部2,内壁部1和外壁部2之间的间隔形成缝隙4。然后,更换模具进行二次成型,如图6b是在缝隙4中注入透明的树脂成型材料,与一次成型品一体成型形成二次成型品。缝隙4中形成的透明结构可以用于导光照明,在旋转按钮的周围形成光圈,方便用户在光线暗的情况下使用,并提高产品的美观性。
3、但是,二次成型时,是在缝隙4中注入高温的树脂成型材料,薄板状的外壁部2受到热冲击非常容易产生变形,尤其是没有连接部3连接支撑的部分,并且在冷却时,会向受到热冲击的靠近缝隙4的一侧收缩,这样,就造成如图6b中的缝隙4的间隔不一致,在形成二次成型品后,对缝隙4进行照明时,光圈的显示不均匀,大大影响到产品的外观以及照明的效果。另外,在将二次成型品安装在制品上后,发生收缩的外壁部2部分远离缝隙4一侧,也会由于缺失而影响外部的美观,缺失部分还可能造成灰尘或者液体的进入,影响到内部电子元件的正常使用和寿命。
技术实现思路
1、本发明鉴于现有技术中的上述技术问题,其目的在于,提供一种能够防止树脂成型品在成型过程中发生变形的树脂成型品以及树脂成型品的成型方法。
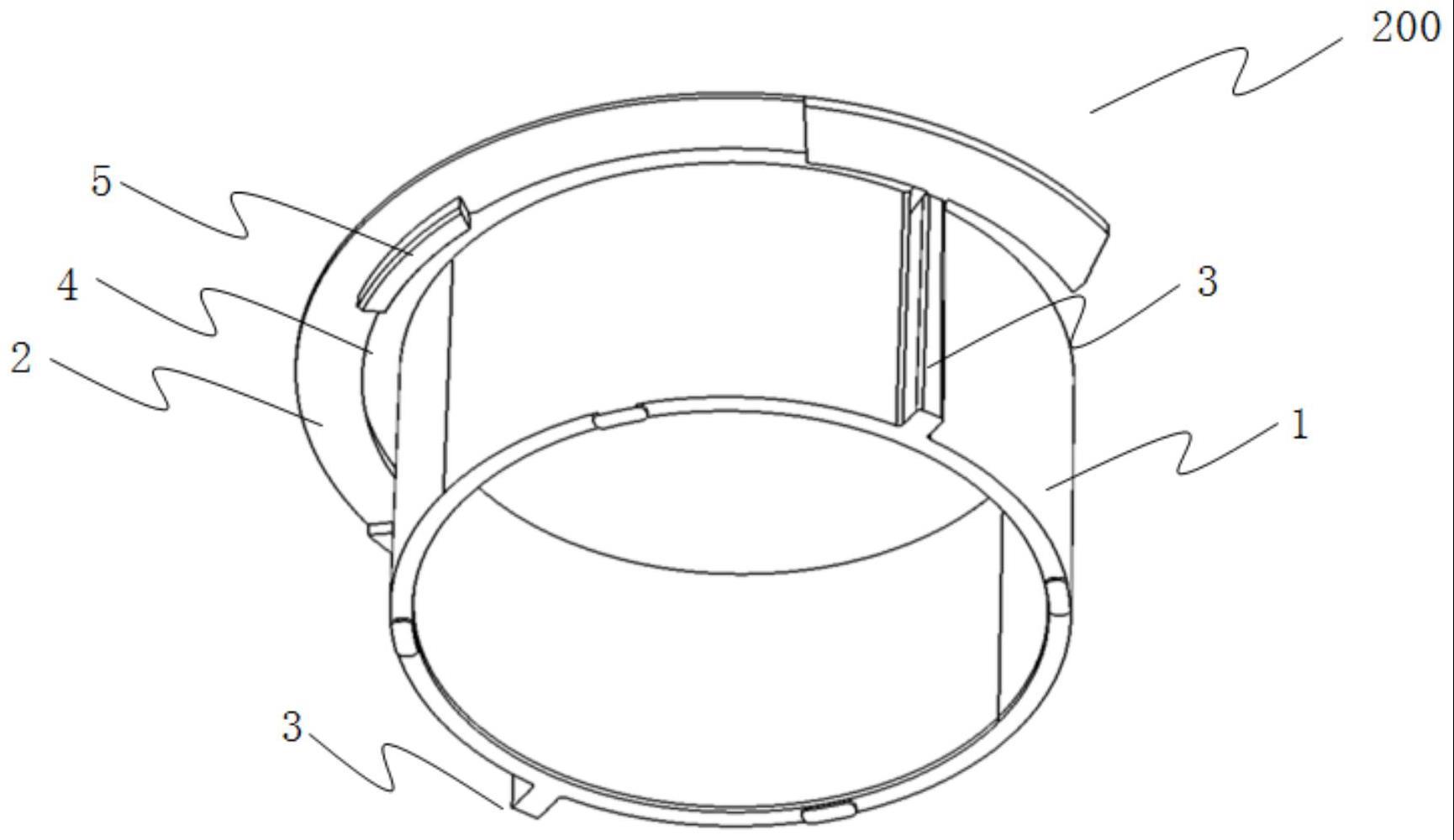
2、本发明的树脂成型品的成型方法具备:第一成型步骤,在第一成型模具中注入第一树脂成型材料,形成第一树脂品,上述第一树脂品具备:内壁部;外壁部,与上述内壁部相隔缝隙设置;连接部,在上述缝隙内,部分连接上述内壁部和上述外壁部;第二成型步骤,将上述第一树脂品设置在第二成型模具,至少向上述第一树脂品的上述缝隙内注入第二树脂材料,形成第二树脂品,在上述第一成型步骤中,在上述第一树脂品的上述内壁部和上述外壁部中的任何一个上形成固定凸部,上述固定凸部是从上述缝隙向远离侧宽度增加的形状,在上述第二成型步骤中,上述固定凸部被嵌入到设置在上述第二成型模具上的固定凹部,限制上述固定凸部朝上述缝隙方向移动,向上述第一树脂品的上述缝隙内注入上述第二树脂材料。
3、根据上述树脂成型品的成型方法,固定凸部嵌入在固定凹部后进行第二树脂材料注入时,固定凸部不会向内壁部和外壁部之间的缝隙方向移动,这样,即使设置固定凸部的内壁部或者外壁部受到热冲击或者发生冷却收缩,内壁部和外壁部之间的相对位置关系也不会发生变化,确保在第二成型步骤中,第一树脂品发生变形的情况,防止产品在外观上产生不良。
4、还有,在上述树脂成型品的成型方法中,上述固定凸部在内外方向上,不设置在与上述连接部相对的位置上。
5、还有,在上述树脂成型品的成型方法中,沿上述缝隙方向,相互间隔设置多个上述连接部时,上述固定凸部设置在相邻一对的上述连接部的中间位置上。
6、还有,在上述树脂成型品的成型方法中,上述内壁部和上述外壁部其中任何一方是薄板状结构时,上述固定凸部设置在上述薄板状结构的上述内壁部或者上述外壁部上。
7、还有,在上述树脂成型品的成型方法中,上述固定凸部随着远离上述缝隙,逐渐增加宽度。
8、另外,本发明还提供了一种树脂成型品,包括:第一树脂品,具备:内壁部;外壁部,与上述内壁部相隔缝隙设置;连接部,在上述缝隙内,部分连接上述内壁部和上述外壁部;第二树脂品,在上述第一树脂品的上述缝隙内进行填充形成,在上述第一树脂品的上述内壁部和上述外壁部中的任何一方上一体成型形成固定凸部,上述固定凸部是从上述缝隙向远离侧宽度增加的形状。
9、还有,在上述树脂成型品,上述固定凸部在内外方向上,不设置在与上述连接部相对的位置上。
10、还有,在上述树脂成型品,沿上述缝隙方向,相互间隔设置多个上述连接部时,上述固定凸部设置在相邻一对的上述连接部的中间位置上。
11、根据本发明的树脂成型品以及树脂成型品的成型方法,固定凸部嵌入在固定凹部后进行第二树脂材料注入时,固定凸部不会向内壁部和外壁部之间的缝隙方向移动,这样,即使设置固定凸部的内壁部或者外壁部受到热冲击或者发生冷却收缩,内壁部和外壁部之间的相对位置关系也不会发生变化,确保在第二成型步骤中,第一树脂品发生变形的情况,防止产品在外观上产生不良。
技术特征:
1.一种树脂成型品的成型方法,包括:
2.如权利要求1所述的树脂成型品的成型方法,其特征在于,
3.如权利要求2所述的树脂成型品的成型方法,其特征在于,
4.如权利要求1~3中任一项所述的树脂成型品的成型方法,其特征在于,
5.如权利要求1~3中任一项所述的树脂成型品的成型方法,其特征在于,
6.如权利要求1~3中任一项所述的树脂成型品的成型方法,其特征在于,
7.一种树脂成型品,包括:
8.如权利要求7所述的树脂成型品,其特征在于,
9.如权利要求8所述的树脂成型品,其特征在于,
技术总结
本发明提供一种树脂成型品的成型方法,具备:第一成型步骤,在第一成型模具中注入第一树脂成型材料,形成第一树脂品,第一树脂品具备:内壁部;外壁部,与内壁部相隔缝隙设置;连接部,在缝隙内,部分连接内壁部和外壁部;第二成型步骤,将第一树脂品设置在第二成型模具,至少向第一树脂品的缝隙内注入第二树脂成型材料,形成第二树脂品,在第一成型步骤中,在第一树脂品的内壁部和外壁部中的任何一个上形成固定凸部,固定凸部是从缝隙向远离侧宽度增加的形状,在第二成型步骤中,固定凸部被嵌入到设置在第二成型模具上的固定凹部,限制固定凸部朝缝隙方向移动,向缝隙内注入第二树脂成型材料。根据本发明,能够防止树脂成型品发生变形。
技术研发人员:刘朕鸣,叶楠
受保护的技术使用者:阿尔卑斯阿尔派株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!