复合成形设备、系统和方法与流程
1.本公开总体上涉及复合制造,更特别地,涉及用于复合部件的逐层片成形的设备、系统和方法。
背景技术:
2.经成形的复合结构通常被用于需要轻质和高强度的应用中,诸如用于飞行器和载具中。通常,这些应用利用必须被成形然后进行固化的轮廓化部件。复合结构、特别是相对较大的复合结构或具有复杂轮廓的复合结构的常规成形在进行固化之前需要大量的人工劳动。例如,复合纤维层片(ply)(例如,预浸渍纤维层片或干织物)是手动铺设在经定形的成形工具或心轴上方的。然后通常通过加热和加压来使该部件固化。最终所得的部件与成形工具的形状相匹配。然而,纤维层片的敷设是耗时且费力的。另外,当使纤维层片在成形工具上成形时可能难于操纵。因此,本领域技术人员在复合制造领域中继续进行研究和开发工作。
技术实现要素:
3.公开了一种用于使复合件成形的设备、用于使复合件成形的系统、用于使复合件成形的方法、以及复合结构。以下是根据本公开的主题的可以要求保护也可以不要求保护的示例的非穷举列表。
4.在示例中,所公开的复合成形设备包括:末端执行器;成形特征,该成形特征联接至末端执行器;以及加热部件,该加热部件联接至成形特征以对该成形特征加热。末端执行器使成形特征相对于复合层片移动,以使复合层片在成形工具上或者在先前成形的复合层片上成形。成形特征经由传导来对复合层片加热。
5.在示例中,所公开的复合成形系统包括:移动机构;联接至移动机构的复合成形设备;以及包括成形表面的成形工具。移动机构选择性地使复合成形设备相对于成形工具的成形表面定位。加热部件对成形特征加热。在使用成形特征使复合层片在成形工具上或者在先前成形的复合层片上成形之前,成形特征经由传导对该复合层片加热。
6.在示例中,所公开的方法是用于使用复合成形设备使复合层压件在成形工具上成形。
7.在示例中,所公开的复合结构是使用复合成形设备在成形工具上成形的。
8.在另一示例中,所公开的复合成形系统包括:移动机构;末端执行器,该末端执行器联接至移动机构;成形特征,该成形特征联接至末端执行器;以及加热部件,该加热部件联接至成形特征。末端执行器选择性地使成形特征相对于复合层片移动,以向复合层片施加压紧力。移动机构选择性地使末端执行器相对于复合层片移动,以使用成形特征来使复合层片(312)的一部分在成形工具的一部分上或者在先前成形的复合层片(312-1)的至少一部分上成形。加热部件对成形特征加热。热是经由传导从成形特征传递至复合层片的。
9.在另一示例中,所公开的方法是用于使用复合成形系统使复合层压件在成形工具
上成形。
10.在另一示例中,所公开的复合结构是使用复合成形系统在成形工具上成形的。
11.在另一示例中,所公开的方法包括以下步骤:(1)将复合层片定位在成形工具上或者在先前成形的复合层片上;(2)使用末端执行器将成形特征定位成与复合层片接触;(3)使用加热部件对成形特征加热,该加热部件联接至成形特征;(4)使用成形特征,经由传导来对复合层片的一部分加热;以及(5)在使用成形特征对复合层片的所述一部分加热的同时,使用成形特征使复合层片的所述一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形。
12.在另一示例中,所公开的方法包括以下步骤:(1)将复合层片放置在成形工具上或者放置在位于成形工具上的先前成形的复合层片上;(2)将复合层片的一部分抵着成形工具或者抵着位于成形工具上的先前成形的复合层片压紧;(3)经由传导对复合层片的正被压紧的一部分进行局部加热;以及(4)在压紧并局部加热复合层片的一部分的同时,使复合层片的所述一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形。
13.在另一示例中,所公开的复合设备是根据所述方法来操作的。
14.在另一示例中,所公开的复合结构是根据所述方法来成形的。
15.在另一示例中,所公开的复合结构包括复合层片的至少一个层。使具有复合层片的至少一个层在成形工具上或者在位于成形工具上的先前成形的复合层片上成形,以制造复合层压件。使用成形特征来使复合层片的所述一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形的同时,通过复合成形设备的成形特征经由传导对复合层片的一部分加热。使复合层压件固化,以使复合结构成形。
16.根据本公开的方面,提供了一种复合成形设备,该复合成形设备包括:末端执行器;成形特征,该成形特征联接至末端执行器;以及加热部件,该加热部件联接至成形特征以对该成形特征加热,其中:末端执行器使成形特征相对于复合层片移动,以使复合层片在成形工具上或者在先前成形的复合层片上成形;以及成形特征经由传导来对复合层片加热。
17.有利地,该复合成形设备是这样的复合成形设备,即,其中,加热部件位于成形特征内。
18.优选地,该复合成形设备是这样的复合成形设备,即,其中,加热部件是电阻加热器。
19.优选地,该复合成形设备是这样的复合成形设备,即,其中,加热部件是感应加热器。
20.优选地,该复合成形设备是这样的复合成形设备,即,其中,成形特征包括囊(bladder);并且囊是可膨胀的。
21.优选地,该复合成形设备是这样的复合成形设备,即,其中:囊包括管状主体,该管状主体包括内部表面和外部表面;并且加热部件联接至内部表面或者位于内部表面与外部表面之间。
22.优选地,该复合成形设备是这样的复合成形设备,即,其中,成形特征包括刮器(wiper)。
23.优选地,该复合成形设备是这样的复合成形设备,即,其中,成形特征包括指部。
24.优选地,该复合成形设备是这样的复合成形设备,即,其中,成形特征是由氟弹性体制成的。
25.优选地,该复合成形设备是这样的复合成形设备,即,其中,成形特征是由硅树脂制成的。
26.优选地,该复合成形设备还包括冷却部件,该冷却部件对成形特征进行冷却,其中,热是经由传导从复合层片传递至成形特征的。
27.优选地,该复合成形设备是这样的复合成形设备,即,其中,冷却部件位于成形特征内。
28.优选地,该复合成形设备是这样的复合成形设备,即,其中,冷却部件包括:通道,该通道延伸贯穿成形特征;以及流体,该流体穿过通道。
29.优选地,该复合成形设备还包括温度传感器,该温度传感器检测成形特征和复合层片中的至少一者的温度。
30.优选地,该复合成形设备是这样的复合成形设备,即,其中,温度传感器是接触式温度传感器。
31.优选地,该复合成形设备是这样的复合成形设备,即,其中,温度传感器是非接触式温度传感器。
32.优选地,该复合成形设备还包括控制单元,该控制单元联接至加热部件和温度传感器,其中,控制单元基于由温度传感器提供的温度信号以及向加热部件供应的安培数中的至少一者,来选择性地控制加热部件。
33.优选地,该复合成形设备还包括层片支承构件,该层片支承构件可相对于成形工具以及相对于成形特征移动,以支承复合层片的、延伸超出成形工具的边缘的部分。
34.优选地,该复合成形设备是这样的复合成形设备,即,其中,层片支承构件经由传导来对复合层片的一部分加热。
35.优选地,该复合成形设备还包括踏脚(stomp foot),该踏脚可相对于末端执行器移动,以抵着成形工具或者抵着先前成形的复合层片按压复合层片。
36.根据本公开的另一方面,提供了一种复合成形系统,该复合成形系统包括:移动机构;根据权利要求1所述的联接至移动机构的复合成形设备;以及包括成形表面的成形工具,其中:移动机构选择性地使复合成形设备相对于成形工具的成形表面定位;加热部件对成形特征加热;以及在使用成形特征使复合层片在成形工具的成形表面上或者在先前成形的复合层片上成形之前,该成形特征经由传导对复合层片加热。
37.一种用于使用如上所述的复合成形设备使复合层压件在成形工具上成形的方法。
38.一种使用如上所述的复合成形设备在成形工具上成形的复合结构。
39.根据本公开的又一方面,提供了一种复合成形系统,该复合成形系统包括:移动机构;末端执行器,该末端执行器联接至移动机构;成形特征,该成形特征联接至末端执行器;以及加热部件,该加热部件联接至成形特征,其中:末端执行器选择性地使成形特征相对于复合层片移动,以向复合层片施加压紧力;移动机构选择性地使末端执行器相对于复合层片移动,以使用成形特征来使复合层片的一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形;加热部件对成形特征加热;并且热是经由传导从成形特征
经由传递至复合层片的。
40.有利地,该复合成形系统还包括层片支承构件,该层片支承构件可相对于成形工具移动,以支承复合层片的、延伸超出成形工具的边缘的那部分。
41.优选地,该复合成形系统是这样的复合成形系统,即,其中,层片支承构件经由传导来对复合层片的一部分加热。
42.优选地,该复合成形系统还包括第二末端执行器,该第二末端执行器联接至移动机构;第二成形特征,该第二成形特征联接至第二末端执行器;以及第二加热部件,该第二加热部件联接至第二成形特征,其中:第二末端执行器选择性地使第二成形特征相对于复合层片移动,以向复合层片施加第二压紧力;移动机构选择性地使第二末端执行器相对于复合层片移动,以使用第二成形特征来使复合层片的第二部分在成形工具的第二部分上或者在先前成形的复合层片的至少第二部分上成形;第二加热部件对第二成形特征加热;并且热是经由传导从第二成形特征传递至复合层片的。
43.优选地,该复合成形系统还包括第二层片支承构件,该第二层片支承构件可相对于成形工具移动,以支承复合层片的、延伸超出成形工具的第二边缘的第二部分。
44.优选地,该复合成形系统是这样的复合成形系统,即,其中,第二层片支承构件经由传导来对复合层片的第二部分加热。
45.优选地,该复合成形系统还包括踏脚,该踏脚联接至移动机构,其中,踏脚可相对于移动机构移动,以抵着成形工具或者抵着先前成形的复合层片按压复合层片。
46.优选地,该复合成形系统是这样的复合成形系统,即,其中,加热部件位于成形特征内;并且第二加热部件位于第二成形特征内。
47.优选地,该复合成形系统是这样的复合成形系统,即,其中,加热部件和第二加热部件中的至少一者是电阻加热器。
48.优选地,该复合成形系统是这样的复合成形系统,即,其中,加热部件和第二加热部件中的至少一者是感应加热器。
49.优选地,该复合成形系统是这样的复合成形系统,即,其中,成形特征和第二成形特征)中的至少一者包括囊;并且囊是可膨胀的。
50.优选地,该复合成形系统是这样的复合成形系统,即,其中,成形特征和第二成形特征中的至少一者包括刮器。
51.优选地,该复合成形系统是这样的复合成形系统,即,其中,成形特征和第二成形特征中的至少一者包括指部。
52.优选地,该复合成形系统还包括冷却部件,该冷却部件对成形特征进行冷却;以及第二冷却部件,该第二冷却部件对第二成形特征进行冷却,其中,热是经由传导从复合层片传递至成形特征的;并且热是经由传导从复合层片传递至第二成形特征的。
53.优选地,该复合成形系统是这样的复合成形系统,即,其中,冷却部件位于成形特征内;并且第二冷却部件位于第二成形特征内。
54.优选地,该复合成形系统还包括温度传感器,该温度传感器检测成形特征和复合层片中的至少一者的温度;以及第二温度传感器,该第二温度传感器检测第二成形特征和复合层片中的至少一者的温度。
55.优选地,该复合成形系统是这样的复合成形系统,即,其中,温度传感器和第二温
度传感器中的至少一者是接触式温度传感器。
56.优选地,该复合成形系统是这样的复合成形系统,即,其中,温度传感器和第二温度传感器中的至少一者是非接触式温度传感器。
57.优选地,该复合成形系统还包括控制单元,该控制单元联接至加热部件、温度传感器、第二加热部件以及第二温度传感器,其中,控制单元基于由温度传感器提供的温度信号以及向加热部件供应的安培数中的至少一者,来选择性地控制加热部件;并且控制单元基于由第二温度传感器提供的第二温度信号以及向第二加热部件供应的第二安培数中的至少一者,来选择性地控制第二加热部件。
58.优选地,该复合成形系统是这样的复合成形系统,即,其中,该复合成形系统还包括:多个末端执行器,其中,所述多个末端执行器中的各个末端执行器皆联接至移动机构;多个成形特征,其中,所述多个成形特征中的各个成形特征皆联接至所述多个末端执行器中的对应末端执行器;以及多个加热部件,其中,所述多个加热部件中的各个加热部件皆联接至所述多个成形特征中的对应成形特征,其中:所述多个末端执行器中的各个末端执行器皆选择性地使所述多个成形特征中的对应成形特征相对于复合层片移动,以向复合层片施加压紧力;移动机构选择性地使所述多个末端执行器中的各个末端执行器相对于复合层片移动,以使用所述多个成形特征中的对应成形特征,来使复合层片的一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形;所述多个加热部件中的各个加热部件对所述多个成形特征中的对应成形特征加热;并且热是经由传导从所述多个成形特征传递至复合层片的。
59.一种用于使用复合成形系统使复合层压件在成形工具上成形的方法。
60.一种使用复合成形系统在成形工具上成形的复合结构。
61.根据本公开的再一方面,一种用于制造复合结构的方法,所述方法包括以下步骤:将复合层片定位在成形工具上或者在先前成形的复合层片上;使用末端执行器将成形特征定位成与复合层片接触;使用加热部件对成形特征加热,该加热部件联接至成形特征;使用成形特征,经由传导来对复合层片的一部分加热;以及在使用成形特征对复合层片的所述一部分加热的同时,使用成形特征使复合层片的一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形。
62.有利地,所述方法还包括以下步骤:使用冷却部件对成形特征进行冷却,该冷却部件联接至成形特征;以及在使复合层片的所述一部分成形之后,使用成形特征经由传导对复合层片的所述一部分进行冷却。
63.优选地,所述方法还包括以下步骤:使用温度传感器来检测成形特征和复合层片中的至少一者的温度;以及基于由温度传感器提供的温度信号以及向加热部件供应的安培数中的至少一者,来选择性地控制成形特征和复合层片中的至少一者的温度。
64.优选地,所述方法还包括以下步骤:在使用成形特征使复合层片的所述一部分在成形工具的一部分上成形之前,使用层片支承构件支承复合层片的、延伸超出成形工具的边缘的一部分。
65.优选地,所述方法还包括以下步骤中的至少一个步骤:在使用成形特征使复合层片的一部分在成形工具的一部分上成形之前,使用层片支承构件经由传导对复合层片的所述一部分加热;以及使用成形工具经由传导对复合层片的、与成形特征相反的所述一部分
加热。
66.优选地,所述方法还包括以下步骤:使用第二末端执行器将第二成形特征定位成与复合层片接触;使用第二加热部件对第二成形特征加热,该第二加热部件联接至第二成形特征;使用第二成形特征,经由传导来对复合层片的第二部分加热;以及在使用第二成形特征对复合层片的第二部分加热的同时,使用第二成形特征使复合层片的第二部分在成形工具的第二部分上或者在先前成形的复合层片的至少第二部分上成形。
67.优选地,所述方法还包括以下步骤:使用第二冷却部件对第二成形特征进行冷却,该第二冷却部件联接至第二成形特征;以及在使复合层片的第二部分成形之后,使用第二成形特征经由传导对复合层片的第二部分进行冷却。
68.优选地,所述方法还包括以下步骤:使复合层压件在成形工具上成形,其中,复合层压件包括复合层片的至少一个层;以及使复合层压件固化,以使复合结构成形。
69.一种根据所述方法操作的复合成形设备。
70.一种根据所述方法成形的复合结构。
71.根据本公开的又一方面,提供了一种用于制造复合结构的方法,所述方法包括以下步骤:
72.将复合层片放置在成形工具上或者放置在位于成形工具上的先前成形的复合层片上;
73.将复合层片的一部分抵着成形工具或者抵着先前成形的复合层片压紧;
74.经由传导对复合层片的正被压紧的部分进行局部加热;以及
75.在压紧并局部加热复合层片的所述一部分的同时,使复合层片的一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形。
76.有利地,所述方法还包括以下步骤:在使复合层片的一部分成形之后,经由传导对复合层片的所述一部分进行局部冷却。
77.优选地,所述方法还包括以下步骤:检测复合层片的温度;以及在使复合层片的一部分成形的同时,选择性地控制复合层片的温度。
78.优选地,所述方法还包括以下步骤:在使复合层片的一部分在成形工具的一部分上成形之前,支承复合层片的、延伸超出成形工具的边缘的一部分。
79.优选地,所述方法还包括以下步骤:在抵着成形工具压紧复合层片的所述一部分之前,经由传导对复合层片的所述一部分加热。
80.优选地,所述方法还包括以下步骤:将复合层片的第二部分抵着成形工具或者抵着位于成形工具上的先前成形的复合层片压紧;经由传导对复合层片的正被压紧的第二部分进行局部加热;以及
81.在压紧并局部加热复合层片的第二部分的同时,使复合层片的第二部分在成形工具的第二部分上或者在先前成形的复合层片的至少第二部分上成形。
82.优选地,所述方法还包括以下步骤:在使复合层片的第二部分成形之后,经由传导对复合层片的第二部分进行局部冷却。
83.优选地,所述方法还包括以下步骤:使复合层压件在成形工具上成形,其中,复合层压件包括复合层片的至少一个层;以及使复合层压件在成形工具上进行固化,以使复合结构成形。
84.一种根据所述方法成形的复合结构。
85.提供了一种复合结构,该复合结构包括复合层片的至少一个层,其中,在使具有复合层片的至少一个层在成形工具上或者在位于成形工具上的先前成形的复合层片上成形,以制造复合层压件;在使用成形特征来使复合层片的一部分在成形工具的一部分上或者在先前成形的复合层片的至少一部分上成形的同时,通过复合成形设备的成形特征经由传导对复合层片的一部分加热;以及使复合层压件固化,以使复合结构成形。
86.有利地,在所述复合结构中,在使复合层片的一部分在成形工具的一部分上或者在先前成形的复合层片的所述至少一部分上成形之后,通过成形特征经由传导对复合层片的所述一部分进行冷却。
87.根据下面的详细描述、附图、以及所附权利要求,所公开的复合成形设备、复合成形系统、用于使复合件成形的方法、以及复合结构的其它示例将变得显而易见。
附图说明
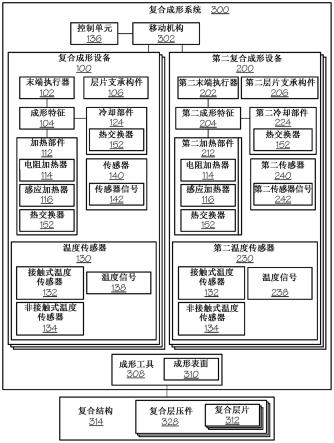
88.图1是复合成形系统的示例的示意性框图;
89.图2是复合成形系统的一部分的示例的示意性正视图;
90.图3是复合成形系统的一部分的示例的示意性正视图;
91.图4是复合成形系统的复合成形设备的一部分的示例的示意性正视图;
92.图5是复合成形系统的复合成形设备的一部分的示例的示意性正视图;
93.图6是复合成形系统的复合成形设备的一部分的示例的示意性正视图;
94.图7是复合成形系统的示例的示意性立体图;
95.图8是复合成形系统的示例的示意性正视图;
96.图9是复合成形系统和成形工具的示例的示意性正视图;
97.图10是复合成形系统的一部分的示例的示意性正视图;
98.图11是复合成形系统的多个复合成形设备的示例的示意性立体图;
99.图12是复合成形系统的多个第二复合成形设备的示例的示意性立体图;
100.图13是用于使复合件成形的方法的示例的流程图;
101.图14是飞行器制造和保养方法的示例的流程图;以及
102.图15是飞行器的示例的示意性例示图。
具体实施方式
103.总体上参照图1至图12,通过示例的方式,本公开致力于用于在复合制造操作期间使复合件在成形工具上成形的复合成形设备100和复合成形系统300。总体上参照图1至图12并且特别参照图13,通过示例的方式,本公开还致力于用于在复合制造操作期间使复合材料在成形工具上成形的方法1000。在一个或更多个示例中,复合成形设备100、复合成形系统300和方法1000的实现被用于在成形工具上单独地铺设许多复合层片,以使复合层压件在成形工具上成形,该复合层压件随后在成形工具上进行固化以使复合结构成形。
104.参照图1,复合成形设备100和复合成形系统300的示例使得在成形工具308上制造复合层压件328能够自动化或者至少部分地自动化。然后,通过(例如,使用烤炉或高压釜)施加热和/或压力固化复合层压件328,以制造复合结构314。更特别地,复合成形设备100和
复合成形系统300的示例使得在成形工具308的成形表面310上压紧和成形至少一个复合层片312以制造复合层压件328能够自动化或者至少部分地自动化。
105.对于本公开的目的来说,术语“复合层片312”总体上指的是形成复合层压件328的至少一部分和/或正被主动加热并且使用复合成形设备100和/或复合成形系统300成形的复合层片。如本文中将更详细描述的,可以对多个复合层片进行连续加热和成形,以在成形工具308上制造复合层压件328。在一个或更多个示例中,可以将第一复合层片直接成形在成形工具308的成形表面310上、可以将第二复合层片成形在第一复合层片上、可以将第三复合层片成形在第二复合层片上,依次类推直到完成复合层压件328。因此,对于本公开的目的来说,术语“先前成形的复合层片312-1”(举例来说,如图3所示)指的是先前已经加热并成形的复合层片,而不管是直接在成形表面310上还是在下层的先前成形的复合层片上。因此,如本文所描述的,可以使复合层片312在成形工具308的成形表面310上成形(举例来说,如图2所示)或者可以在先前成形的复合层片312-1上成形。
106.与常规复合制造相比,层片成形工艺和/或层压件成形工艺的自动化可以提供处理时间的减少、劳动力和成本的减少、和/或可以导致成品复合结构中的不希望的不一致性的工艺变化(例如,人为误差)的减少。在一个或更多个实现中,复合成形设备100和复合成形系统300使得能够实现复合材料(例如,预浸料、干纤维、多轴非卷曲织物等)的逐层施加(例如,敷设),以在成形工具308上制造复合层压件328。在一个或更多个实现中,复合成形设备100和复合成形系统300使得能够实现复合层片的预整理(pre-collated)堆的全厚度成形。在敷设之后,使复合层压件328例如在成形工具308上进行固化,以使复合结构314成形。逐层片成形有利于大复合结构、厚复合结构和/或具有复杂形状的复合结构的制造。与常规的复合制造相比,逐层片成形还可以提供复合材料结构内的层片的翘曲或起皱的减少。
107.在一个特定实现中,所公开的复合成形设备100、复合成形系统300和方法1000有利于在热帘(hot drape)剪切成形操作期间碳纤维材料的热定形(heat setting)。因此,在一个或更多个示例中,复合成形设备100和/或复合成形系统300可以是热帘剪切成形机或者采取热帘剪切成形机的形式。在一个或更多个示例中,本文所描述的原理适用于具有热塑性织物层的织物、具有被设置在结构层之间的热敏层的织物、和/或利用基质粘合剂材料灌注的织物。
108.参照图1至图3,复合成形设备100和复合成形系统300操作以使复合层片312在成形工具308的成形表面310上或上方或者在先前成形的复合层片312-1上或上方压紧(例如,施加压力)并成形(例如,操纵)。另外,复合成形设备100和复合成形系统300操作以将热直接传递至正在进行压紧和成形的复合层片312的局部化区域(例如,进行局部加热)。
109.在一个或更多个示例中,复合成形设备100和复合成形系统300在复合层片312的压紧和成形之前和/或期间,立即直接加热复合层片312的局部化区域。例如,在使复合层片312的一部分在成形工具308的成形表面310上或者在先前成形的复合层片312-1上压紧并且成形之前,复合成形设备100和复合成形系统300将复合层片312的所述一部分预热至成形温度。
110.复合层片312被加热至的成形温度可以取决于许多因素,包括但不限于,正被使用的复合材料的类型(例如,预浸料、干预成型件,多轴非卷曲织物、单向带等)、成形工具308
的几何形状、以及其它工艺约束。通常,成形温度高于室温并且低于复合层压件328的固化温度。加热复合层片312使复合层片312软化,并使复合层片312准备好在成形工具308的成形表面310上操纵,这提高了复合层片312与成形工具308的形状一致的能力。
111.在一个或更多个示例中,复合成形设备100和复合成形系统300然后跨复合层片312均匀地施加压紧力144(举例来说,如图2和图3所示),以使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形。复合成形设备100以变化的和/或选择性控制的速度、压力、和/或角度沿着复合层片312移动,以适应成形工具308的各种几何形状,该成形工具对复合层片312进行定形并减少或消除气泡、褶皱、或其它不一致性和不符合。在压紧和成形之前和/或期间立即加热复合层片312增加了复合层片312的粘附性、或粘性,这改进了复合层片312在成形表面310上或在先前成形的复合层片312-1(例如,先前成形的下层复合层片)上呆在原位的能力。
112.在一个或更多个示例中,复合层片312包括或者指的是复合材料的单个层片,其形成复合层压件328的一层厚度。在其它示例中,复合层片312包括或者指的是复合材料的多个层片(例如,堆),其形成复合层压件328的具有部分厚度的多个层。仍在其它示例中,复合层片312包括或者指的是复合材料的多个层片或复合材料层片的预整理堆,其成形复合层压件328的整个度。因此,贯穿本公开,除非另外明确声明,否则短语“复合层片”可以指的是形成复合层压件328的厚度的一部分或整体的复合材料的多个层片或多个层。复合层片312还可以被称为复合料块(composite patch)、复合预成型件、或复合装料。
113.复合材料可以采取具有各种层片角度或纤维取向中的任一者的各种合适类型的复合材料中的任一类型的形式。将成形设备100、成形系统300和方法1000用于对复合层片312加热和成形。
114.在一个或更多个示例中,复合材料包括纤维增强材料,也被称为干织物。在这些示例中,复合层压件328是由多个干纤维增强材料的复合层片312(也被称为干预成型件)形成的。在一个或更多个示例中,将成形设备100、成形系统300和方法1000用于加热复合层片312,该复合层片包括具有热塑性或热固性面纱(veil)或者热塑性或热固性编织物(knit)的干纤维增强材料。在这些示例中,使复合层压件328例如在成形工具308上进行固结。在敷设和固结之后,然后将复合层压件328利用基质材料(例如,树脂)进行灌注并固化。复合层压件328可以利用基质材料进行灌注和/或在成形工具308上进行固化,或者可以被转移至用于基质灌注和/或固化的专用工具。
115.在特定示例中,复合层片312是包括热塑性面纱和热塑性针织线迹(knit stitch)的多轴向非卷曲织物。在一个或更多个示例中,多轴非卷曲织物包括以多个纤维取向堆叠的多个纤维层,并且在各个层之间放置有韧性面纱。所述多层是用针织线迹保持在一起的。多轴非卷曲织物的其它示例可以省略面纱。在另一些示例中,多轴非卷曲织物可以包括粘合剂材料。多轴非卷曲织物可具有少至一个纤维取向或者可以具有多轴取向,诸如多达八个纤维取向,其中一些取向被复制。在复合层片312的压紧和成形之前和/或期间,立即向复合层片312施加热使热塑性面纱软化,以改善复合层片312的可成形性。在复合层片312的压紧和成形之前和/或期间,立即向复合层片312施加热还软化或熔化针织线迹并且增加热塑性面纱的粘性,以改善复合层片312到成形工具308的成形表面310或者到先前成形的复合层片312-1(例如,先前已经在成形工具308上成形的另一复合层片)的粘附性。例如,加热复
合层片312有助于在成形之后将复合层片312粘结成希望的形状。另外,加热复合层片312可以增加悬垂性或者将复合层片312成形至成形工具308或先前成形的复合层片312-1的能力。
116.在一个或更多个示例中,复合材料包括利用基质材料进行浸渍的纤维增强材料,也被称为预浸料或湿预成型件。在这些示例中,复合层压件328是通过层压预浸料的许多复合层片312来成形的,诸如多层单向复合带,其利用树脂基质进行浸渍。在一个或更多个示例中,将成形设备100、成形系统300和方法1000用于将包括预浸处理复合材料的复合层片312加热至:对于热固性预浸处理复合材料在约350
°
f(176℃)的范围内的温度、或者对于热塑性预浸处理复合材料高达约800
°
f(426℃)。在复合层片312的压紧和成形之前和/或期间立即向复合层片312施加热使待成形的复合层片312中存在的树脂基质的粘度改变(例如,增加),由此使成形至成形表面310更准确和/或增加待成形的复合层片312到成形表面310或先前成形的复合层片312-1的粘性。加热复合层片312还增加悬垂性或者将复合层片312成形至成形工具308或先前成形的复合层片312-1的能力。可以意识到,在太少的热与太多的热之间存在相对窄的窗口,并且希望在成形工艺期间不触发复合层片312的完全熔化或固化。
117.使复合层压件328在成形工具308上成形。复合层压件328包括许多复合层片312或者是由许多复合层片312形成的。另外,在一个或更多个示例中,使复合层压件328在成形工具308上进行固化,以制造复合结构314。因此,在一个或更多个示例中,成形工具308是两用工具,其用作敷设工具(例如,心轴)和固化工具。
118.在其它示例中,成形工具308仅用作敷设工具或心轴。在这些示例中,在制造复合层压件328之后,将复合层压件328从成形工具308转移至专用固化工具(未示出)。然后,使复合层压件328在固化工具上进行固化,以制造复合结构314。
119.成形工具308限定在成形工具308上成形的复合层压件328的形状,并由此,限定在成形工具308上固化的复合结构314的形状。在示例中,成形表面310对应于并限定复合层压件328的内模线(iml)表面的形状。在这些示例中,复合成形设备100接连地使各个复合层片312的外模线(oml)表面定形,直到最终完成复合层压件328。在另一示例中,成形表面310对应于并限定复合层压件328的外模线(iml)表面的形状。在这些示例中,复合成形设备100接连地使各个复合层片312的内模线(iml)表面定形,直到最终完成复合层压件328。
120.在一个或更多个示例中,根据正被制造的复合结构314,成形工具308具有各种形状中的任一形状。作为示例,成形工具308是纵梁成形工具,并且复合结构314是复合纵梁。作为另一示例,成形工具308是翼梁成形工具,并且复合结构314是复合翼梁。作为另一示例,成形工具308是面板成形工具,并且复合结构314是复合面板。
121.仍参照图1至图3,在一个或更多个示例中,在将复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上压紧并成形的同时,复合成形设备100经由传导主动加热复合层片312。在一个或更多个示例中,复合成形设备100包括:末端执行器102、成形特征104、以及加热部件112。将成形特征104联接至末端执行器102。将加热部件112联接至成形特征104。加热部件对成形特征加热。末端执行器102使成形特征104相对于复合层片312移动,以使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形。在一个或更多个示例中,成形特征104将复合层片312抵着成形工具
308的成形表面310(举例来说,如图2所示)进行按压和/或扫动。在一个或更多个示例中,成形特征104将复合层片312抵着先前成形的复合层片312-1(举例来说,如图3所示)进行按压和/或扫动。成形特征104经由传导主动加热复合层片312。在使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时,成形特征104对复合层片312加热。
122.在一个或更多个示例中,可选择性地相对于成形工具308移动(例如,线性地、旋转地、和/或偏轴地)末端执行器102,以相对于成形工具308定位成形特征104。成形特征104与末端执行器102一起移动。因此,末端执行器102的移动沿着复合层片312扫动成形特征104,以使复合层片312在成形工具308的成形表面310(举例来说,如图2所示)上或先前成形的复合层片312-1(举例来说,如图3所示)上成形。
123.参照图2和图3,在一个或更多个示例中,末端执行器102可沿着一个或更多个轴线线性移动(例如,沿着水平轴线和/或竖直轴线平移)。作为示例,当复合层片312正被铺设(例如,成形和压紧)时,末端执行器102朝着和远离成形工具308线性(例如,水平地)移动(举例来说,如图2的方向箭头362所示)。作为另一示例,当复合层片312正被铺设时,末端执行器102沿着成形工具308的长度线性(水平地)移动。作为另一示例,当复合层片312正被铺设时,末端执行器102沿着成形工具308的高度线性(例如,竖直地)移动(举例来说,如图2的方向箭头364所示)。作为另一示例,当复合层片312正被铺设时,末端执行器102相对于成形工具308线性(例如,偏轴地)移动(举例来说,如图2的方向箭头366所示)。
124.在一个或更多个示例中,末端执行器102可沿着一个或更多个轴线旋转移动(例如,绕水平轴线和/或竖直轴线旋转)。作为示例,当复合层片312正被铺设时,末端执行器102相对于成形工具308旋转地(例如,绕水平轴线)移动(举例来说,如图2的方向箭头344所示)。
125.再次参照图1至图3,在一个或更多个示例中,加热部件112与成形特征104直接热连通,以对成形特征104加热。在一个或更多个示例中,加热部件112位于成形特征104内。
126.在一个或更多个示例中,成形特征104包括主体108和接触面表面146(举例来说,如图2和图3所示)。主体108采取适合于或能够使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形并且将该复合层片312抵着成形表面310或者抵着先前成形的复合层片312-1进行压紧的任何成形构件的形式。接触面表面146在复合层片312的压紧和成形期间接触复合层片312。
127.在一个或更多个示例中,加热部件112位于主体108的内部。在一个或更多个示例中,加热部件112坐落于主体108的内部中或者联接至主体108的内部。例如,主体108可以由材料层的层压件形成,并且加热部件112位于该层压件的材料层之间。成形特征104的主体108和加热部件112的其它配置和构造也是可以想到的。
128.参照图1,在一个或更多个示例中,加热部件112是电阻加热器114、包括该电阻加热器、或者采取该电阻加热器的形式。电阻加热器114使得能够实现快速且高效的加热以及简单的温度控制。电阻加热器114包括联接至成形特征104(例如,在主体108内)的电阻加热部件。经过电阻加热部件的电流导致电阻加热器114的变热。电阻加热器114(例如,电阻加热部件)的示例包括但不限于,金属电阻丝、陶瓷加热部件、半导体、厚膜加热器、导电ptc橡胶(例如,载有碳纳米颗粒的聚二甲基硅氧烷(polydimethylsiloxane(pdms)))等。
129.仍参照图1,在一个或更多个示例中,加热部件112是感应加热器116、包括该感应加热器、或者采取该感应加热器的形式。感应加热器116使得能够实现快速、恒定、且高效的加热以及精确的温度控制。感应加热器116包括:联接至成形特征104(例如,在主体108内)的导体(例如,导电材料)、电磁体、以及使高频交变电流经过电磁体的电子振荡器。快速交变磁场穿透导体并在导体内部产生电流,该电流通过焦耳加热来使导体变热。
130.仍参照图1,在一个或更多个示例中,加热部件112是热交换器152、包括该热交换器、或者采取该热交换器的形式。热交换器152利用气体或液体来加热成形特征104。
131.参照图4至图6,在一个或更多个示例中,加热部件112(例如,热交换器152)包括延伸贯穿成形特征104(例如,主体108)的通道以及穿过该通道126的流体128,或者采取该通道和流体的形式。热是从流体128(该流体流过贯穿主体108成形的通道126)传递至成形特征104的主体108、然后从成形特征104的主体108传递至复合层片312的。流体128可以是气体(例如,空气)或液体(例如,水)。在一个或更多个示例中,流体128被加热。
132.在其它示例中,加热部件112是各种其它类型的合适加热器中的任一类型的加热器。
133.对于本公开的目的来说,短语铺设复合层片312、敷设复合层片312、以及类似术语总体上指的是:将复合层片312定位(例如,放置)在成形工具308上或先前成形的复合层片312-1上、使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形、和/或将该复合层片312抵着成形表面310或者抵着先前成形的复合层片312-1进行压紧。通常,敷设指的是经由以逐层方式构建复合层压件(例如,“敷层(lay-up)”)的动作而敷设的复合层压件。通常,铺设是指经由将一个或多个层片铺设到工具或模具的表面上或者铺设在先前铺设的层片上的动作而铺设的复合层压件。
134.因此并且除非另外明确声明,否则对于本公开的目的来说;短语将复合层片312铺设在成形工具308上、将复合层片312敷设在成形工具308上、将复合层片312定位(例如,放置)在成形工具308上、使复合层片312在成形工具308上成形、将复合层片312抵着成形工具308进行压紧包括:(1)其中复合层片312是初始复合层片的情况,该初始复合层片被定位、压紧、和/或直接成形在成形工具308的成形表面310上(举例来说,如图2所示);(2)其中复合层片312是后续或相继复合层片的情况,该后续或相继复合层片被定位、压紧、和/或成形在先前成形的复合层片312-1(例如,先前已经被定位、成形、和/或压紧在成形工具308上的下层复合层片)上(举例来说,如图3所示)。
135.参照图2,复合层片312包括第一层片表面330以及与第一层片表面330相反的第二层片表面332。在一个或更多个示例中,在成形工艺开始时,将复合层片312放置或定位在成形工具308上或上方,使得复合层片312的第二层片表面332的至少一部分与成形工具308的成形表面310的至少一部分接触。将成形特征104定位成与第一层片表面330接触。成形特征104跨复合层片312的第一层片表面330移动,以扫动成形表面310的一部分上的复合层片312的一部分350。当成形特征104扫动成形表面310上的复合层片312的部分350时,成形特征104对复合层片312的部分350加热、将复合层片312的部分350抵着成形表面310进行压紧、以及使复合层片312的部分350在成形表面310上成形。
136.重复上面的工艺多次以铺设多个复合层片312,从而在成形工具308上制造复合层压件328(举例来说,如图1所示)。
137.参照图3,在一个或更多个示例中,在将先前成形的复合层片312-1成形之后,将复合层片312放置或定位在先前成形的复合层片312-1上或上方(例如,并由此在成形工具308上),使得复合层片312的第二层片表面332的至少一部分与先前成形的复合层片312-1的第一层片表面330的至少一部分接触。将成形特征104定位成与复合层片312的第一层片表面330接触。成形特征104跨复合层片312的第一层片表面330移动,以扫动先前成形的复合层片312-1上的复合层片312的一部分350。当成形特征104扫动先前成形的复合层片312-1上的复合层片312的部分350时,成形特征104对复合层片312的部分350加热、将复合层片312的部分350抵着先前成形的复合层片312-1进行压紧、以及使复合层片312的部分350先前成形的复合层片312-1上成形。
138.参照图4,在一个或更多个示例中,成形特征104(例如,主体108)包括囊118或者采取囊的形式。囊118是可膨胀的。因此,囊118也可以被称为可膨胀囊。将囊118配置成,通过施加基本上恒定的压紧力144而被动地遵循成形工具308的成形表面310的轮廓。在一个或更多个示例中,压紧力144可以根据需要改变或者选择性地控制。在示例中,压紧力144可以高达约20磅/线性英寸,并且可以高达至少约200磅/线性英寸。
139.囊118沿着成形工具308符合成形表面310或者先前成形的复合层片312-1的轮廓(例如,凹形或凸形外形)。在一个或更多个示例中,使用末端执行器102来操纵囊118的外形(例如,横截面形状)和/或囊118的角取向。例如,末端执行器102控制囊118的直径、几何形状、和/或表面外形。
140.仍参照图4,在一个或更多个示例中,囊118包括管状主体160(例如,管状壁),该管状主体具有内部表面148、与内部表面148相反的外部表面150、以及至少部分中空的内容积。在一个或更多个示例中,加热部件112位于囊118内。作为示例,将加热部件112联接至囊118的内部表面148。作为另一示例,加热部件112位于或集成在管状体160内,诸如在囊118的内部表面148与外部表面150之间。例如,囊118由层压件制成,并且加热部件112(例如,图1所示的电阻加热器114或感应加热器116)位于层压件中的层之间。
141.参照图5,在一个或更多个示例中,成形特征104(例如,主体108)包括刮器120或者采取刮器的形式。该刮器120包括刮器主体162以及从刮器主体162起延伸的刮器边缘164。刮器120具有取决于成形特征104的应用的任何合适的几何形状和/或刚度。在一个或更多个示例中,加热部件112位于刮器主体162的内部,例如最接近(例如,处于或靠近)刮器边缘164。
142.参照图6,在一个或更多个示例中,成形特征104(例如,主体108)包括指部122或者采取指部的形式。指部122包括指部主体166以及从指部主体166起延伸的指端168。指部122具有取决于成形特征104的应用的任何合适的几何形状和/或刚度。在一个或更多个示例中,加热部件112位于指部主体166的内部,例如最接近(例如,处于或靠近)指端168。
143.在其它示例中,成形特征104包括具有各种形状、几何形状、和/或构型的各种其它成形构件中的任一成形构件或者采取所述任一成形构件的形式。例如,成形特征104的主体108可以是材料珠,诸如硅树脂珠、橡胶珠等。
144.参照图1,在一个或更多个示例中,成形特征104由适于与复合层片312接触的任何材料制成,以便使复合层片312在成形表面310上成形并且使复合层片312抵着成形表面310压紧。在一个或更多个示例中,成形特征104是由能够经得住热生成并且在成形特征104与
复合层片312接触时经由传导将热从加热部件112传递至复合层片312的材料制成的。在一个或更多个示例中,成形特征104是由柔性材料制成的。
145.在一个或更多个示例中,成形特征104是由天然或合成橡胶制成的。在一个或更多个示例中,成形特征104是由含氟弹性体(例如,基于碳氟化合物的合成橡胶)制成的。在一个或更多个示例中,成形特征104是由硅树脂制成的。在一个或更多个示例中,成形特征104由能够经得住约800
°
f(426℃)范围内的温度的高温柔性材料制成,诸如金属编织管或芳族聚酰胺、对位芳族聚酰胺(para-aramid)、或其它合成纤维(例如,)。也可以考虑用于成形特征104的其它材料。在一个或更多个示例中,成形特征104是由各种材料的组合制成的。
146.参照图1至图3,在一个或更多个示例中,在在成形工具308上或者在先前成形的复合层片312-1上对复合层片312进行压紧和成形之后,复合成形设备100对复合层片312进行冷却。
147.在一个或更多个示例中,在使复合层片312在成形工具308上或者在先前成形的复合层片312-1上成形之后,复合成形设备100对复合层片312进行被动冷却。例如,将加热部件112停用,并且成形特征104在经成形和压紧的复合层片312上扫动。在这些示例中,在使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之后,成形特征104经由传导对复合层片312进行被动冷却。热是经由传导从复合层片312传递至成形特征104的。
148.在一个或更多个示例中,复合成形设备100在在成形工具308上或者在先前成形的复合层片312-1上对复合层片312进行压紧和成形之后,对复合层片312进行主动冷却。在一个或更多个示例中,复合成形设备100包括冷却部件124。将冷却部件124联接至成形特征104或者与该成形特征热连通。冷却部件124对成形特征10进行冷却(例如,从成形特征104除热)。例如,将加热部件112停用,将冷却部件124启用,并且成形特征104在经成形和压紧的复合层片312上扫动。在这些示例中,在使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之后,成形特征104经由传导对复合层片312进行主动冷却。热是经由传导从复合层片312传递至成形特征104的。然后,使用冷却部件124从成形特征104除热。
149.在一个或更多个示例中,冷却部件124与成形特征104直接热连通,以对成形特征104进行冷却。在一个或更多个示例中,冷却部件124位于成形特征104内。例如,冷却部件124位于成形特征104的主体108的内部。在一个或更多个示例中,冷却部件124坐落于主体108的内部。成形特征104的主体108和冷却部件124的其它配置和构造也是可以想到的。
150.参照图1,在一个或更多个示例中,冷却部件124是热交换器152、包括该热交换器、或者采取该热交换器的形式。热交换器152利用气体或液体来从成形特征104除热。
151.参照图4至图6,在一个或更多个示例中,冷却部件124(例如,热交换器152)包括延伸贯穿成形特征104(例如,主体108)的通道以及穿过该通道126的流体128,或者采取该通道和流体的形式。热是从复合层片312传递至成形特征104的主体108、然后从成形特征104的主体108传递至流过贯穿主体108形成的通道126的流体128的。流体128可以是气体(例如,空气)或液体(例如,水)。在一个或更多个示例中,使流体128变冷。
152.参照图1,在一个或更多个示例中,复合成形设备100包括温度传感器130。温度传
感器130检测成形特征104的温度和复合层片312的温度中的至少一者。在一个或更多个示例中,温度传感器130是接触温度传感器132,诸如热电偶、热敏电阻、电阻温度检测器(rtd)等。在一个或更多个示例中,温度传感器130是非接触式温度传感器134,诸如红外(ir)温度计,热像仪、辐射高温计等。
153.仍参照图1,在一个或更多个示例中,复合成形设备100包括控制单元136。将控制单元136联接至加热部件112和温度传感器130(例如,与该加热部件和温度传感器进行通信)。控制单元136基于由温度传感器130提供的温度信号138来选择性地控制加热部件112。
154.在一个或更多个示例中,加热部件112的控制是开环或闭环。例如,加热部件112可以变热至指定功率输出或者利用闭环温度反馈控制来进行控制。作为示例,控制单元136可以操作以使用控制环路来控制温度。作为示例,控制环路可以测量或者以其它方式利用向加热部件112供应的安培数,来确定成形特征104的温度和/或复合层片312的温度。
155.在一个或更多个示例中,温度反馈控制环路可以利用向加热部件112供应的安培数、加热部件112的功率输出、和/或由温度传感器130检测到的温度。这种控制可以帮助防止过度或不足地加热至复合层片312的目标温度,例如,在约240
°
f(115℃)与约330
°
f(165℃)之间。这种控制环路还可以包括:例如由热电偶、红外(ir)摄像机、或其它热测量装置(例如,温度传感器130)提供的成形特征104和/或复合层片312的反馈温度读数、来自加热部件112的反馈功率输出读数、到加热部件112的反馈安培数读数等。尽管240
°
f至330
°
f是一些示例材料的优选温度范围,但是材料特定的加热温度范围可以低至100
°
f(38℃)和高至450
°
f(232℃)。
156.仍参照图1,在一个或更多个示例中,复合成形设备100包括传感器140。在一个或更多个示例中,传感器140是检测向成形特征104施加的力或载荷的压力传感器、载荷传感器、应变计等。在一个或更多个示例中,传感器140是检测成形构件104的相对位置的位置传感器。
157.在一个或更多个示例中,将控制单元136联接至末端执行器102和传感器140(例如,与该末端执行器和传感器进行通信)。控制单元136基于由传感器140提供的传感器信号142,选择性地控制末端执行器102的移动,以恰当地定位成形特征104,使得利用成形特征104以恒定量值将压紧力144施加至复合层片312。
158.参照图1至图3,在一个或更多个示例中,复合成形设备100包括层片支承构件106。层片支承构件106可相对于成形工具308以及相对于成形特征104移动(例如,线性地和/或旋转地)。在一个或更多个示例中,层片支承构件106相对于末端执行器102和/或成形特征104移动。在一个或更多个示例中,层片支承构件106独立于末端执行器102和/或成形特征104移动。在使用成形特征104使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时,层片支承构件106支承复合层片312的、延伸超出成形工具308的边缘316的一部分。
159.参照图2和图3,在一个或更多个示例中,层片支承构件106包括层片支承板154。层片支承板154包括层片支承表面156,该层片支承表面支承复合层片312的、延伸超出成形工具308的边缘316的部分350。
160.在一个或更多个示例中,层片支承板154可选择性地相对于成形工具308和/或末端执行器102移动。在一个或更多个示例中,复合成形设备100或层片支承构件106包括支承
构件移动机构170。支承构件移动机构170选择性地移动和定位层片支承板154。在一个或更多个示例中,将层片支承构件106诸如通过支承构件移动机构170联接至末端执行器102。
161.在一个或更多个示例中,层片支承板154可沿着一个或更多个轴线线性移动(例如,沿着水平轴线和/或竖直轴线平移)。作为示例,当复合层片312正被铺设(例如,成形和压紧)时,层片支承板154朝着和远离成形工具308线性(例如,水平地)移动(举例来说,如图2的方向箭头356所示)。作为另一示例,当复合层片312正被铺设时,层片支承板154沿着成形工具308的长度线性(水平地)移动。作为另一示例,当复合层片312正被铺设时,层片支承板154沿着成形工具308的高度线性(例如,竖直地)移动(举例来说,如图2的方向箭头358所示)。
162.在一个或更多个示例中,层片支承板154可沿着一个或更多个轴线旋转移动(例如,绕水平轴线和/或竖直轴线旋转)。作为示例,当复合层片312正被铺设时,层片支承板154相对于成形工具308旋转地(例如,绕水平轴线)移动(举例来说,如图2的方向箭头360所示)。
163.在一个或更多个示例中,层片支承构件106经由传导对复合层片312的、延伸超出成形工具308的边缘316的那部分加热。在一个或更多个示例中,层片支承构件106包括加热部件158。将加热部件158联接至层片支承板154和/或与层片支承板154热连通,以加热层片支承表面156。热是经由传导从层片支承板154传递至复合层片312的部分350的。在一个或更多个示例中,加热部件158是电阻加热器。在一个或更多个示例中,加热部件158是感应加热器。
164.参照图2和图3,在一个或更多个示例中,可以将一个或更多个附加加热器370用于加热由层片支承构件106支承的复合层片312的一部分(例如,部分350)。举例来说,可以将附加加热器370定位在复合层片312的部分350上,使得复合层片312定位在附加加热器370与层片支承板154之间。在这些示例中,层片支承板154经由传导将热传递至复合层片312的第二层片表面332,并且附加加热器370经由传导将热传递至第一层片表面330。附加加热器370的示例包括但不限于,热毯、热板等。
165.参照图2和图3,另外,在一个或更多个示例中,在使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之前,加热(例如,预热)整个复合层片312。例如,在使用成形特征104使复合层片312成形之前和/或同时,可以加热围绕复合层片312的制造环境318以增加复合层片312的温度。在一个或更多个示例中,系统300包括环境加热器320,该环境加热器加热制造环境318并因此加热复合层片312。通常,当复合层片312由高温热塑性材料制成时,使用环境加热器320对复合层片312进行预热。在这样的示例中,可以使用环境加热器320将制造环境318加热至约400
°
f(204℃)。在这样的示例中,可以使用加热部件112将成形特征104加热高达约800
°
f(426℃)。
166.仍参照图2和图3,在一个或更多个示例中,由成形工具308经由传导来加热复合层片312的至少一部分。在一个或更多个示例中,成形工具308包括至少一个工具加热器372。将工具加热器372诸如在成形工具308内联接至成形工具308,和/或与成形工具308的成形表面310热连通以加热成形表面310。热是经由传导从成形工具308传递至复合层片312的一部分的。在一个或更多个示例中,工具加热器372是电阻加热器。在一个或更多个示例中,工具加热器372是感应加热器。工具加热器372的其它示例包括但不限于,ir加热器、激光加热
器、氙灯(xenon flash)加热器等。在一个或更多个示例中,工具加热器372选择性地加热复合层片312的、与成形特征104相对的部分。
167.仍参照图1至图3,在一个或更多个示例中,复合成形设备100包括踏脚324。踏脚324可相对于末端执行器102移动。在使用成形特征104使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时,踏脚324抵着成形工具308的成形表面310或者抵着先前成形的复合层片312-1按压复合层片312。
168.在一个或更多个示例中,踏脚324沿着轴线(例如,竖直轴线)线性地移动,以抵着成形工具308或者抵着先前成形的复合层片312-1按压并保持复合层片312。在一个或更多个示例中,根据成形工具308的几何形状,踏脚324包括平坦外形或弯曲外形中的一种。
169.在一个或更多个示例中,复合成形设备100包括多于一个的踏脚324,该踏脚在成形工具308上的多个分立位置处接合复合层片312。在一个或更多个示例中,踏脚324是连续的和/或延长的构件,其接合成形工具308上的复合层片312的连续部分(例如,在成形工具308的腹板(web)上)。
170.参照图1,在一个或更多个示例中,复合成形系统300包括移动机构302。将复合成形设备100联接至移动机构302。移动机构302包括在三维空间中选择性地移动和定位复合成形设备100的任何合适的可编程机器。在一个或更多个示例中,移动机构302包括机器人臂、高架龙门等,或者采取机器人臂、高架龙门等的形式。移动机构302选择性地使复合成形设备100相对于成形工具308的成形表面310定位和移动,以使用成形特征104,使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形和压紧。在使用成形特征104使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时,复合成形设备100经由传导对复合层片312进行主动加热。
171.参照图1至图3以及图7至图9,在一个或更多个示例中,复合成形系统300包括:移动机构302、末端执行器102、成形特征104、以及加热部件112。将末端执行器102联接至移动机构302。将成形特征104联接至末端执行器102。将加热部件112联接至成形特征104。末端执行器102选择性地使成形特征104相对于成形工具308的成形表面310定位和移动,以向复合层片312施加压紧力144。移动机构302选择性地使末端执行器102相对于成形工具308的成形表面310定位和移动,以使用成形特征104,使复合层片312的一部分(例如,部分350)在成形表面310的一部分上或者在先前成形的复合层片312-1的至少一部分上成形。加热部件对成形特征加热。热是经由传导从成形特征104传递至复合层片312的。
172.参照图7至图9,在一个或更多个示例中,移动机构302使末端执行器102沿着多个移动轴线移动并选择性地定位,这些移动轴线包括:第一轴线338、垂直于第一轴线338的第二轴线340、以及垂直于第一轴线338和第二轴线340的第三轴线342。在例示性示例中,第一轴线338(例如,竖直轴线)近似竖直,而第二轴线340(例如,第一水平轴线)和第三轴线342(例如,第二水平向轴线)近似水平。对于本公开的目的来说,沿着参考轴线的移动指的是在平行于参考轴线的方向上的线性移动。对于本公开的目的来说,绕参考轴线的旋转移动指的是绕与参考轴线平行或重合的轴线的旋转。
173.在一个或更多个示例中,移动机构302包括框架334。在一个或更多个示例中,框架334在形状上为大体矩形。在一个或更多个示例中,框架334是高架框架,并且成形工具308在敷设操作期间被定位于框架334下方。通常,框架334限定第一轴线338、第二轴线340、以
及第三轴线342。在一个或更多个示例中,移动机构302包括滑架336。将滑架336联接至框架334。框架334围绕滑架336。在一个或更多个示例中,滑架336的形状与框架334大体相同但较小,使得滑架336嵌套在框架334内。
174.在一个或更多个示例中,滑架336可相对于框架334移动。在一个或更多个示例中,滑架336可绕第一轴线338、第二轴线340、和/或第三轴线342枢转地移动和/或旋转地移动(举例来说,如图9中的方向箭头348所示)。在一个或更多个示例中,滑架336可沿着第一轴线338、第二轴线340、和/或第三轴线342线性地移动。在一个或更多个示例中,将末端执行器102联接至滑架336。滑架336的移动使末端执行器102相对于成形工具308移动并选择性地定位,以适应成形工具308的几何形状或构造并实现末端执行器102的最佳配合位置。
175.参照图7和图8,在一个或更多个示例中,末端执行器102可相对于移动机构302移动,诸如相对于滑架336移动。在一个或更多个示例中,末端执行器102可相对于移动机构302线性移动,诸如沿着第一轴线338、第二轴线340和/或第三轴线342中的至少一个轴线(例如,在图2所示的方向箭头362和/或方向箭头364的方向上)或偏轴(例如,在图2所示的方向箭头366的方向上)线性移动。在一个或更多个示例中,末端执行器102可相对于移动机构302旋转地移动,诸如绕第一轴线338、第二轴线340和/或第三轴线342中的至少一个轴线(例如,在图2和图8所示的方向箭头344的方向上)旋转地移动。
176.参照图8,在一个或更多个示例中,复合成形设备100包括致动器110。将致动器110联接至末端执行器102或者形成该末端执行器的一部分。在一个或更多个示例中,致动器110是或者包括线性致动器,并且致动器110相对于滑架336线性地(例如,在图2所示的方向箭头362、方向箭头364和/或方向箭头366的方向上)移动末端执行器102或成形特征104,以将成形特征104定位成与复合层片312接触。在一个或更多个示例中,致动器110是或者包括旋转致动器,并且致动器110相对于滑架336旋转地(例如,在图2和图8所示的方向箭头344的方向上)移动末端执行器102或成形特征104,以相对于成形工具308成角度地定向成形特征104并将成形特征104定位成与复合层片312接触。在一个或更多个示例中,致动器110例如由控制单元136选择性地控制,以控制成形特征104的位置,并由此,控制由成形特征104施加至复合层片312的压紧力144。
177.在一个或更多个示例中,致动器110是各种合适类型的可控致动器中的任一种。在示例中,致动器110是气动致动器。在示例中,致动器110是液压致动器。在示例中,致动器110是机械致动器。
178.在一个或更多个示例中,将传感器140联接至致动器110或者与该致动器进行通信。在一个或更多个示例中,传感器140检测致动器110的行程位置以及作用于致动器110上的力中的至少一者,该力被用于确定成形特征104的位置并且控制压紧力144,以在具有复杂几何形状或表面轮廓的成形工具308上进行精确成形。
179.在一个或更多个示例中,控制单元136是或者包括数控(nc)单元。在这些示例中,控制单元136根据数控程序并且结合来自传感器140的数据(例如,所收集的、接收到的、以及经分析的)来操作,以确定末端执行器102相对于成形工具308的适当移动和位置。
180.参照图1至图3,在一个或更多个示例中,复合成形系统300包括层片支承构件106,该层片支承构件可相对于成形工具308以及相对于复合成形设备100移动,以支承复合层片312的、延伸超出成形工具308的边缘316的那部分。
181.在一个或更多个示例中,将层片支承构件106联接至末端执行器102。在这些示例中,层片支承构件106可相对于成形工具308与末端执行器102(诸如通过滑架336)一起移动。在这些示例中,层片支承构件106可以相对于末端执行器102移动,诸如通过支承构件移动机构170移动。
182.在一个或更多个示例中,将层片支承构件106联接至移动机构302,诸如滑架336。在这些示例中,层片支承构件106可相对于滑架336、相对于末端执行器102、以及相对于成形工具308移动。在一个或更多个示例中,支承构件移动机构170专用于层片支承构件106,使得层片支承构件106独立于滑架336和/或末端执行器102,相对于成形工具308移动并且选择性地定位。
183.参照图1以及图7至图10,在一个或更多个示例中,复合成形系统300包括第二复合成形设备200。将第二复合成形设备200联接至移动机构302。使第二复合成形设备200与复合成形设备100间隔开。移动机构302选择性地定位和移动第二复合成形设备200,以使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形并压紧。在使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时,第二复合成形设备200经由传导对复合层片312进行主动加热。
184.第二复合成形设备200的示例与本文在上面所描述的以及在图1至图6中所例示的复合成形设备100的示例基本上相同。在一个或更多个示例中,第二复合成形设备200包括:第二末端执行器202、第二成形特征204、以及第二加热部件212。
185.第二末端执行器202、第二成形特征204、以及第二加热部件212的示例与本文在上面所描述以及图1至图6所例示的末端执行器102、成形特征104、以及加热部件112的示例基本相同。将第二成形特征204联接至第二末端执行器202。将第二加热部件212联接至第二成形特征204。第二加热部件212对第二成形特征204加热。第二末端执行器202使第二成形特征204相对于成形工具308移动,以使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形。第二成形特征204经由传导主动加热复合层片312。在使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时,第二成形特征204对复合层片312加热。
186.仍参照图1以及图7至图10,在一个或更多个示例中,复合成形系统300包括:第二末端执行器202、第二成形特征204、以及第二加热部件212。将第二末端执行器202联接至移动机构302,诸如滑架336。将第二成形特征204联接至第二末端执行器202。将第二加热部件212联接至第二成形特征204。第二末端执行器202选择性地使第二成形特征204相对于成形工具308的成形表面310移动,以向复合层片312施加第二压紧力244。移动机构302选择性地使第二末端执行器202相对于成形工具308的成形表面310移动,以使用第二成形特征204,使复合层片312的第二部分在成形表面310的第二部分上或者在先前成形的复合层片312-1的至少第二分上成形。第二加热部件212对第二成形特征204加热。热是经由传导从第二成形特征204传递至复合层片312的。
187.参照图1和图10,在一个或更多个示例中,复合成形系统300包括第二层片支承构件206。第二层片支承构件206的示例与本文在上面所描述的以及在图1至图3中所例示的层片支承构件106的示例基本相同。
188.在一个或更多个示例中,第二层片支承构件206包括第二层片支承板254。第二层
片支承板254包括第二层片支承表面256,该第二层片支承表面支承复合层片312的、延伸超出成形工具308的第二边缘326的第二部分352。
189.在一个或更多个示例中,第二层片支承构件206可相对于成形工具308移动。在一个或更多个示例中,第二层片支承构件206可相对于第二末端执行器202和/或第二成形特征204移动。
190.在一个或更多个示例中,第二层片支承板254可相对于成形工具308和/或第二末端执行器202选择性地移动。在一个或更多个示例中,复合成形设备100或第二层片支承构件206包括第二支承构件移动机构270。第二支承构件移动机构270选择性地移动和定位第二层片支承板254。在一个或更多个示例中,将第二层片支承构件206诸如通过第二支承构件移动机构270联接至第二末端执行器202。
191.在一个或更多个示例中,第二层片支承构件206经由传导对复合层片312的、延伸超出成形工具308的第二边缘326的第二部分加热。在一个或更多个示例中,第二层片支承构件206包括第二加热部件258。将第二加热部件258联接至第二层片支承板254和/或与第二层片支承板254热连通,以加热第二层片支承表面256。热是经由传导从第二层片支承板254传递至复合层片312的第二部分352的。在一个或更多个示例中,第二加热部件258是电阻加热器。在一个或更多个示例中,第二加热部件258是感应加热器。
192.参照图1、图8和图10,在一个或更多个示例中,复合成形系统300包括踏脚324。在一个或更多个示例中,将踏脚324联接至移动机构302,诸如滑架336。踏脚324可相对于移动机构302移动,以在使用成形特征104和/或第二成形特征204使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时,抵着成形工具308的成形表面310或者抵着先前成形的复合层片312-1按压复合层片312。
193.参照图8和图10,在一个或更多个示例中,踏脚324位于复合成形设备100(例如,末端执行器102)与第二复合成形设备200(例如,第二末端执行器202)之间。
194.参照图1,在一个或更多个示例中,第二加热部件212与第二成形特征204直接热连通,以对第二成形特征204加热。在一个或更多个示例中,第二加热部件212位于第二成形特征204内。在一个或更多个示例中,第二成形特征204包括第二主体208和第二接触面表面246(举例来说,如图10所示)。在一个或更多个示例中,第二加热部件212位于第二主体208的内部。在一个或更多个示例中,第二加热部件212坐落于第二主体208的内部中或者联接至第二主体108的内部。例如,第二主体208可以由材料层的层压件形成,并且第二加热部件212位于该层压件的材料层之间。第二成形特征204的第二主体208和第二加热部件212的其它配置和构造也是可以想到的。
195.仍参照图1,在一个或更多个示例中,第二加热部件212是电阻加热器114。在一个或更多个示例中,第二加热部件212是感应加热器116。在一个或更多个示例中,第二加热部件212是热交换器152。在其它示例中,第二加热部件212是各种其它类型的合适加热器中的任一类型的加热器。
196.参照图1和图10,在一个或更多个示例中,第二成形特征204(例如,第二主体208)包括适合于或者能够使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形并且将该复合层片312抵着成形表面310或者抵着先前成形的复合层片312-1进行压紧的任何成形构件或者采取所述成形构件的形式。
197.参照图1,在一个或更多个示例中,第二成形特征204(例如,第二主体208)包括囊118或者采取囊的形式(举例来说,如图4所示)。囊118是可膨胀的。在一个或更多个示例中,将第二加热部件212联接至第二成形特征204的囊118的内部表面148。在一个或更多个示例中,第二加热部件212位于第二成形特征204的囊118的内部表面148与外部表面150之间。
198.仍参照图1,在一个或更多个示例中,第二成形特征204(例如,第二主体208)包括刮器120或者采取刮器的形式(举例来说,如图5所示)。在一个或更多个示例中,第二成形特征204(例如,第二主体208)包括指部122或者采取指部的形式(举例来说,如图6所示)。在其它示例中,第二成形特征204包括具有各种形状、几何形状、和/或构型的各种其它成形构件中的任一成形构件或者采取所述任一成形构件的形式。例如,第二成形特征204的第二主体208可以是材料珠,诸如硅树脂珠、橡胶珠等。
199.参照图1,在一个或更多个示例中,第二成形特征204由适于与复合层片312接触的任何材料制成,以便使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形并且使复合层片312抵着成形表面310或者抵着先前成形的复合层片312-1压紧。在一个或更多个示例中,第二成形特征204是由能够经得住热并且在第二成形特征204与复合层片312接触时经由传导将热从第二加热部件212传递至复合层片312的材料制成的。
200.在一个或更多个示例中,第二成形特征204是由柔性材料制成的。在一个或更多个示例中,第二成形特征204是由氟弹性体制成的。在一个或更多个示例中,第二成形特征204是由硅树脂制成的。在一个或更多个示例中,成形特征204由高温柔性材料制成,诸如金属编织管或芳族聚酰胺、对位芳族聚酰胺、或其它合成纤维(例如,)。也可以考虑用于第二成形特征204的其它材料。在一个或更多个示例中,第二成形特征204是由各种材料的组合制成的。
201.参照图7和图8,在一个或更多个示例中,第二末端执行器202可相对于移动机构302移动,诸如相对于滑架336移动。在一个或更多个示例中,第二末端执行器202可相对于移动机构302线性地移动。在一个或更多个示例中,第二末端执行器202可相对于移动机构302旋转地移动。
202.在一个或更多个示例中,第二复合成形设备200包括第二致动器210。将第二致动器210联接至第二末端执行器202或者形成该第二末端执行器的一部分。在一个或更多个示例中,第二致动器210是或者包括线性致动器,并且第二致动器210使第二末端执行器202或第二成形特征204相对于滑架336线性地移动,以将第二成形特征204定位成与复合层片312接触。在一个或更多个示例中,第二致动器210是或者包括旋转致动器,并且第二致动器210使第二末端执行器202或第二成形特征204相对于滑架336旋转地移动,以相对于成形工具308成角度地定向第二成形特征204并将第二成形特征204定位成与复合层片312接触。在一个或更多个示例中,第二致动器210例如由控制单元136选择性地控制,以控制第二成形特征204的位置,并由此,控制由第二成形特征204施加至复合层片312的第二压紧力244。
203.参照图1和图10,在一个或更多个示例中,第二复合成形设备200经由传导来对复合层片312进行主动冷却。在一个或更多个示例中,第二复合成形设备200包括第二冷却部件224。将第二冷却部件224联接至第二成形特征204。第二冷却部件224对第二成形特征10进行冷却(例如,从第二成形特征204除热)。在使复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形之后,第二成形特征204对复合层片312进行
主动冷却。热是经由传导从复合层片312传递至第二成形特征204的。
204.第二冷却部件224的示例与本文在上面所描述的以及在图1至图6中所例示的冷却部件124的示例基本上相同。在一个或更多个示例中,第二冷却部件224与第二成形特征204直接热连通,以对第二成形特征204进行冷却。在一个或更多个示例中,第二冷却部件224位于第二成形特征204内。例如,第二冷却部件224位于第二成形特征204的主体108的内部。在一个或更多个示例中,第二冷却部件224坐落于主体108的内部。第二成形特征204的主体108和第二加热部件224的其它配置和构造也是可以想到的。
205.参照图10,在一个或更多个示例中,第二冷却部件224包括第二通道或者采取第二通道的形式,该第二通道与通道126基本上相同(举例来说,如图4至图6所示)。第二通道延伸贯穿第二成形特征204(例如,第二主体208)。基本上与流体128相同(举例来说,如图4和图5所示)的第二流体穿过第二通道。热是从第二成形特征204的第二主体208传递至流过贯穿第二主体208形成的第二通道的第二流体的。第二流体可以是气体(例如,空气)或液体(例如,水)。在一个或更多个示例中,使第二流体变冷。
206.参照图1,在一个或更多个示例中,第二复合成形设备200包括第二温度传感器230。第二温度传感器230检测第二成形特征204的温度和复合层片312的温度中的至少一者。在一个或更多个示例中,第二温度传感器230是接触式温度传感器132。在一个或更多个示例中,第二温度传感器230是非接触式温度传感器134。
207.参照图1,在一个或更多个示例中,复合成形系统300包括控制单元136。将控制单元136联接至加热部件112、温度传感器130、第二加热部件212以及第二温度传感器230(例如,与该加热部件、温度传感器、第二加热部件以及第二温度传感器进行通信)。控制单元136基于由温度传感器130提供的温度信号138来选择性地控制加热部件112。控制单元136基于由第二温度传感器230提供的第二温度信号238来选择性地控制第二加热部件212。
208.仍参照图1,在一个或更多个示例中,第二复合成形设备200包括第二传感器240。在一个或更多个示例中,第二传感器240是检测向第二成形特征204施加的力或载荷的压力传感器、载荷传感器、应变计等。在一个或更多个示例中,第二传感器240是检测第二成形构件204的相对位置的位置传感器。
209.在一个或更多个示例中,将控制单元136联接至第二末端执行器202和第二传感器240(例如,与该第二末端执行器和第二传感器进行通信)。控制单元136基于由第二传感器240提供的第二传感器信号242,选择性地控制第二末端执行器202的移动,以恰当地定位第二成形特征204,使得利用第二成形特征204以恒定量值将第二压紧力244施加至复合层片312。
210.参照图1、图11、以及图12,在一个或更多个示例中,复合成形系统300包括多个复合成形设备100(举例来说,如图11所例示的)。在一个或更多个示例中,复合成形系统300包括多个第二复合成形设备200(举例来说,如图12所例示的)。将所述多个复合成形设备100中的各个复合成形设备联接至移动机构302。将所述多个第二复合成形设备200中的各个第二复合成形设备联接至移动机构302。
211.参照图11,在一个或更多个示例中,复合成形系统300包括:多个末端执行器102、多个成形特征104、以及多个加热部件112。将所述多个末端执行器102中的各个末端执行器联接至移动机构302,诸如滑架336。将所述多个成形特征104中的各个成形特征联接至所述
多个末端执行器102中的对应末端执行器。将所述多个加热部件112中的各个加热部件联接至所述多个成形特征104中的对应成形特征。所述多个末端执行器102中的各个末端执行器皆选择性地使所述多个成形特征104中的对应成形特征相对于成形工具308的成形表面310定位和移动,以向复合层片312施加压紧力144。移动机构302选择性地使所述多个末端执行器102中的各个末端执行器相对于成形工具308的成形表面310定位和移动,以使用所述多个成形特征104中的对应成形特征,来使复合层片312的一部分在成形表面310的一部分上或者在先前成形的复合层片312-1的至少一部分上成形。所述多个加热部件112中的各个加热部件对所述多个成形特征104中的对应成形特征加热。热是经由传导从所述多个成形特征104中的各个成形特征传递至复合层片312的。
212.在一个或更多个示例中,复合成形系统300包括多个温度传感器130。所述多个温度传感器130中的各个温度传感器皆检测所述多个成形特征104中的对应成形特征的温度以及复合层片312的温度中的至少一者。将控制单元136联接至所述多个加热部件112中的各个加热部件以及所述多个温度传感器130中的各个温度传感器(例如,与该加热部件和温度传感器进行通信)。控制单元136基于由所述多个温度传感器130中的对应温度传感器提供的温度信号138来选择性地控制所述多个加热部件112中的各个加热部件。
213.在一个或更多个示例中,复合成形系统300包括多个传感器140。所述多个传感器140中的各个传感器皆检测向所述多个成形特征104中的对应成形特征施加的力以及所述对应成形特征的相对位置中的至少一者。在一个或更多个示例中,将控制单元136联接至所述多个末端执行器102中的各个末端执行器以及所述多个传感器140中的各个传感器(例如,与该末端执行器和传感器进行通信)。控制单元136基于由所述多个传感器140中的对应传感器提供的传感器信号142,来选择性地控制所述多个末端执行器102中的各个末端执行器的移动,以使用所述多个成形特征104中的对应成形特征,来以恒定量值向复合层片312施加压紧力144。
214.在一个或更多个示例中,所述多个成形特征104形成了接触面表面146,该接触面表面146大体上连续以与复合层片312接触。例如,所述多个成形特征104中的各个成形特征皆邻接所述多个成形特征104中的直接相邻的成形特征,以形成用于与复合层片312接触的接触面表面146。
215.参照图12,在一个或更多个示例中,复合成形系统300包括多个第二末端执行器202、多个第二成形特征204、以及多个第二加热部件212。将所述多个第二末端执行器202中的各个第二末端执行器联接至移动机构302,诸如滑架336。将所述多个第二成形特征204中的各个第二成形特征联接至所述多个第二末端执行器202中的对应第二末端执行器。将所述多个第二加热部件212中的各个第二加热部件联接至所述多个第二成形特征204中的对应第二成形特征。所述多个第二末端执行器202中的各个第二末端执行器皆选择性地使所述多个第二成形特征204中的对应第二成形特征相对于成形工具308的成形表面310定位和移动,以向复合层片312施加第二压紧力244。移动机构302相对于成形工具308的成形表面310选择性地定位和移动所述多个第二末端执行器202中的各个第二末端执行器,以使用所述多个第二成形特征204中的对应第二成形特征,来使复合层片312的第二部分在成形表面310的第二部分上或者在先前成形的复合层片312-1的至少第二部分上成形。所述多个第二加热部件212中的各个第二加热部件对所述多个第二成形特征204中的对应第二成形特征
加热。热是经由传导从所述多个第二成形特征204中的各个第二成形特征传递至复合层片312的。
216.在一个或更多个示例中,复合成形系统300包括多个第二温度传感器230。所述多个第二温度传感器230中的各个第二温度传感器皆检测所述多个第二成形特征204中的对应第二成形特征的温度以及复合层片312的温度中的至少一者。将控制单元136联接至所述多个第二加热部件212中的各个第二加热部件以及所述多个第二温度传感器230中的各个第二温度传感器(例如,与该第二加热部件和第二温度传感器进行通信)。控制单元136基于由所述多个第二温度传感器230中的对应第二温度传感器提供的第二温度信号238来选择性地控制所述多个第二加热部件212中的各个第二加热部件。
217.在一个或更多个示例中,复合成形系统300包括多个第二传感器240。所述多个第二传感器240中的各个第二传感器皆检测向所述多个第二成形特征204中的对应第二成形特征施加的力以及所述对应第二成形特征的相对位置中的至少一者。在一个或更多个示例中,将控制单元136联接至所述多个第二末端执行器202中的各个末端执行器以及所述多个第二传感器240中的各个传感器(例如,与该第二末端执行器和述第二传感器进行通信)。控制单元136基于由所述多个第二传感器240中的对应第二传感器提供的第二传感器信号242,来选择性地控制所述多个第二末端执行器202中的各个第二末端执行器的移动,以使用所述多个第二成形特征204中的对应第二成形特征,来以恒定量值向复合层片312施加第二压紧力244。
218.在一个或更多个示例中,所述多个第二成形特征204形成了第二接触面表面246,该第二接触面表面146大体上连续以与复合层片312接触。例如,所述多个第二成形特征204中的各个第二成形特征皆邻接所述多个第二成形特征204中的直接相邻的第二成形特征,以形成用于与复合层片312接触的第二接触面表面246。
219.在一个或更多个示例中,复合成形系统300是较大的自动复合制造系统的多个子系统中的一个子系统。所述多个子系统中的各个子系统皆有利于并对应于与复合结构314(例如,复合部件)的制造相关联的不同制造操作。将自动化复合制造系统的子系统互连并协作以使制造工艺的至少一部分自动化。
220.例如,自动化复合制造系统利用多个半自动化或全自动化子系统,来在成形工具308上执行单独复合材料层片的逐层片成形和压紧。对于本公开的目的来说,逐层片成形指的是根据预定序列将许多复合层片312顺序地敷设在成形工具308上。对于本公开的目的来说,敷设指的是将复合层片312放置在成形工具308的至少一部分上或者在先前成形的复合层片312-1的至少一部分上、将复合层片312抵着成形工具308的成形表面310或者抵着先前成形的复合层片312-1的至少一部分压紧、以及使复合层片312的至少一部分在成形表面310的至少一部分上或者在先前成形的复合层片312-1的至少一部分上成形。在敷设期间或之后,诸如单独地在各个复合层片312已经铺设之后或者在多于一个复合层片312已经铺设之后,在成形工具308上压紧许多复合层片312。
221.现在参照图13,该图例示了用于使复合结构314在成形工具308上成形的方法1000的示例。方法1000的示例使得在成形工具308上制造复合层压板328能够自动化或者至少部分地自动化。更特别地,方法1000的示例使得至少一个复合层片312在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形以制造复合结构314能够自动化或者至
少部分地自动化。
222.参照图1和图13,在一个或更多个示例中,方法1000的实现使得能够使用本文所公开的复合成形设备100和/或复合成形系统300使复合层压件328在成形工具308的成形表面310上成形。
223.总体上参照图1至图12并且特别参照图13,在一个或更多个示例中,该方法1000包括以下步骤(框1002):将复合层片312放置在成形工具308上或者在先前成形的复合层片312-1上。在一个或更多个示例中,根据方法1000,将复合层片312放置在成形工具308的成形表面310上的步骤(框1002)包括:将复合层片312定位在成形工具308的成形表面310上或者在先前成形的复合层片312-1上的步骤。将复合层片312定位在成形表面310上或者在先前成形的复合层片312-1上可以手动执行或者通过可编程机器自动执行。
224.在一个或更多个示例中,方法1000包括以下步骤(框1004):压紧复合层片312的一部分。在一个或更多个示例中,将复合层片312的部分350抵着成形工具308的成形表面310(举例来说,如图2所示)压紧。在一个或更多个示例中,将复合层片312的部分350抵着先前成形的复合层片312-1(如图3所示)压紧。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行压紧复合层片312的所述一部分的步骤(框1004)。
225.在一个或更多个示例中,根据方法1000,压紧复合层片312的所述一部分(举例来说,如图2和图3所示的部分350)的步骤(框1004)包括:使用末端执行器102将成形特征104定位成与复合层片312接触的步骤。在一个或更多个示例中,末端执行器102使成形特征104相对于成形工具308移动,以向复合层片312的所述一部分施加压紧力144。压紧力144将复合层片312抵着成形表面310(举例来说,如图2所示)或者抵着先前成形的复合层片312-1(举例来说,如图3所示)压紧。
226.在一个或更多个示例中,方法1000包括以下步骤(框1006):经由传导局部加热复合层片312的正被压紧的部分。在一个或更多个示例中,如图2所示,复合层片312的正被加热的部分是复合层片312的、在成形工具308的成形表面310上正被扫动的部分350。在一个或更多个示例中,如图3所示,复合层片312的正被加热的部分是复合层片312的、在先前成形的复合层片312-1上正被扫动的部分350。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行局部加热复合层片312的所述一部分的步骤(框1006)。
227.在一个或更多个示例中,根据方法1000,局部加热复合层片312的所述一部分的步骤(框1006)包括:使用联接至成形特征104的加热部件112加热成形特征104的步骤。热是经由传导从加热部件112传递至成形特征104的。局部加热复合层片312的所述一部分的步骤(框1006)还包括:使用成形特征104经由传导来对复合层片312的所述一部分加热的步骤。热是经由传导从成形特征104传递至复合层片312的所述一部分的。
228.局部加热复合层片312的所述一部分有利地制备复合层片312,以用于在成形表面310上或者在先前成形的复合层片312-1上进行压紧和成形。例如,在使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时使用成形特征104局部加热复合层片312使复合层片312软化,并且有利于改善复合层片312到成形表面310或者先前成形的复合层片312-1的粘附性。另外,对复合层片312的正被成形的那部分进行局部加
热增加了加工速度。
229.在一个或更多个示例中,该方法1000包括以下步骤(框1008):使复合层片312的一部分成形。在一个或更多个示例中,在对复合层片312的一部分压紧(例如,框1004)和局部加热(例如,框1006)的同时,执行使复合层片312的所述一部分成形的步骤(框1008)。在一个或更多个示例中,如图2所示,使复合层片312的部分350在成形工具308的成形表面310的一部分上成形。在一个或更多个示例中,如图3所示,在使复合层片312的部分350先前成形的复合层片312-1的一部分上成形。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行使复合层片312的一部分成形的步骤(框1008)。
230.在一个或更多个示例中,根据方法1000,使复合层片312的一部分成形的步骤(框1008)包括:在使用成形特征104对复合层片312的一部分进行局部加热(例如,框1006)和压紧(例如框1004)的同时,使用成形特征104使复合层片312的所述一部分在成形工具308的成形表面310的所述一部分上或者在先前成形的复合层片312-1的一部分上的步骤。
231.在一个或更多个示例中,使复合层片312的一部分成形的步骤(框1008)包括:使用成形特征104将压紧力144施加至复合层片312的所述一部分的步骤以及使成形特征104相对于复合层片312移动的步骤。在一个或更多个示例中,使成形特征104相对于复合层片312移动的步骤包括:例如使用移动机构302和/或致动器110,使末端执行器102相对于成形工具308或者相对于先前成形的复合层片312-1移动的步骤。
232.在成形特征104与复合材料312接触的情况下,使成形特征104移动是使该成形特征104在复合层片312的所述一部分上扫动,并因此将复合层片312的所述一部分(例如,部分350)在成形工具308的成形表面310(举例来说,如图2所示)上扫动或者将复合层片312的一部分(例如,部分350)在先前成形的复合层片312-1(举例来说,如图3所示)的一部分上扫动。因此,随着成形特征104跨复合层片312移动,由成形特征104和成形工具308的成形表面310或者先前成形的复合层片312-1(例如,在该成形特征与成形工具的成形表面或者先前成形的复合层片之间)形成压紧夹(nip)。复合层片312由成形特征104围绕压紧夹从一个方向进行局部加热。
233.在一个或更多个示例中,方法1000包括以下步骤(框1010):经由传导局部冷却复合层片312的所述一部分。通常,在使复合层片312的一部分成形(例如,框1008)之后,执行局部冷却的步骤(框1010)。在一个或更多个示例中,如图2所示,复合层片312的正被冷却的部分是复合层片312的、在成形工具308的成形表面310上被扫动的部分350。在一个或更多个示例中,如图3所示,复合层片312的被冷却的部分是复合层片312的、在先前成形的复合层片312-1上被扫动的部分350。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行局部冷却复合层片312的所述一部分的步骤(框1010)。
234.在一个或更多个示例中,根据方法1000,局部冷却复合层片312的所述一部分的步骤(框1010)包括:使用联接至成形特征104的冷却部件124来冷却成形特征104的步骤。热是经由传导从成形特征104传递至冷却部件124的。局部冷却复合层片312的所述一部分的步骤(框1010)还包括:在使复合层片312的一部分成形之后,使用成形特征104经由传导对复合层片312的所述一部分进行冷却的步骤。热是经由传导从复合层片312传递至成形特征104的。
235.在使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形之后
局部冷却复合层片312可以有利地增加复合层压件328的成形速度。例如,在使复合层片312的各个后续层成形之后和成形之前使用成形特征104主动冷却先前成形的复合层片312-1的各个层可以防止热在成形期间在复合层压件328内积聚。
236.在一个或更多个示例中,该方法1000包括以下步骤(框1012):在使复合层片312的一部分在成形工具308的成形表面310的一部分上或者在先前成形的复合层片312-1的一部分上成形(例如,框1008)之前和/或同时,支承复合层片312(举例来说,如图2和3所示)的、延伸超出成形工具308的边缘316的那部分(例如,部分350)。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行支承复合层片312的所述一部分的步骤(框1012)。
237.在一个或更多个示例中,根据方法1000,支承复合层片312的所述一部分的步骤(框1012)包括:使用层片支承构件106支承复合层片312的、延伸超出成形工具308的边缘316的那部分的步骤。在使用成形特征104使复合层片312的一部分在成形工具308的成形表面310的一部分上或者在先前成形的复合层片312-1上成形(例如,框1008)之前和/或同时,由层片支承构件106支承复合层片312的所述一部分。
238.当使复合层片312在成形表面310上成形时或者当使复合层片312先前成形的复合层片312-1上成形时,支承复合层片312的、延伸超出成形工具308的边缘的那部分可有利地防止复合层片312起皱。例如,将复合层片312的所述一部分支承在层片支承构件106上将复合层片312维持在用于成形特征104的恰当位置以使复合层片312成形。
239.在一个或更多个示例中,该方法1000包括以下步骤(框1014):在将复合层片312抵着成形表面310或者抵着先前成形的复合层片312-1压紧(例如,框1004)之前,和/或使复合层片312的一部分在对成形表面310的一部分上或者在先前成形的复合层片312-1的一部分上成形(例如,框1008)之前,经由传导来加热复合层片312的所述一部分。在一个或更多个示例中,使用复合成形设备100和/或复合成形系统300来执行加热复合层片312的所述一部分的步骤(框1014)。
240.在一个或更多个示例中,根据方法1000,加热复合层片312的所述一部分的步骤(框1014)包括:使用层片支承构件106经由传导来对复合层片312的所述一部分加热的步骤。复合层片312的正被加热的部分至少是复合层片312的正被层片支承构件106支承着的所述一部分。作为示例,如图2所例示的,在使用成形特征104使复合层片312的部分350在成形工具308的成形表面310的一部分上成形(例如,框1008)之前和/或同时,由层片支承构件106加热复合层片312的部分350。作为示例,并且如图3所例示的,在使用成形特征104使复合层片312的部分350先前成形的复合层片312-1的至少一部分上成形(例如,框1008)之前和/或同时,由层片支承构件106加热复合层片312的部分350。
241.加热复合层片312的、延伸超出成形工具308的边缘316并且由层片支承构件106支承着的所述一部分有利地制备用于在成形表面310上或者在先前成形的复合层片312-1上成形的复合层片312。例如,在使复合层片312成形之前和/或同时加热该复合层片312使该复合层片312软化,并且有利于改善复合层片312到成形表面310或者先前成形的复合层片312-1的粘附性。
242.在一个或更多个示例中,该方法1000包括以下步骤:使用成形工具308的工具加热器372经由传导来加热复合层片312的至少一部分。在一个或更多个示例中,使用成形工具
308从与成形特征104相反的方向(举例来说,如图2所示)经由传导来加热复合层片312的一部分。使用成形工具308加热复合层片312可以帮助在成形之后将复合层片312粘结成希望形状。在一个或更多个示例中,该方法1000包括以下步骤:在使复合层片312(举例来说,如图3所示)在先前成形的复合层片312-1上成形的同时,使用成形工具308经由传导加热先前成形的复合层片312-1的至少一部分。使用成形工具308加热先前成形的复合层片312-1可以帮助增加复合层片312与先前成形的复合层片312-1之间的粘附性,并且在成形之后将复合层片312粘结成希望形状。
243.总体上参照图1以及图7至图12并且特别参照图13,在一个或更多个示例中,方法1000包括以下步骤(框1016):压紧复合层片312的第二部分。在一个或更多个示例中,将复合层片312的第二部分352抵着成形工具308的成形表面310(举例来说,如图10所示)压紧。在一个或更多个示例中,将复合层片312的第二部分352抵着先前成形的复合层片312-1压紧。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行抵着成形表面310或者抵着先前成形的复合层片312-1压紧复合层片312的第二部分的步骤(框1016)。
244.在一个或更多个示例中,根据方法1000,压紧复合层片312的第二部分(举例来说,如图10所示的第二部分352)的步骤(框1016)包括:使用第二末端执行器202将第二成形特征204定位成与复合层片312接触的步骤。在一个或更多个示例中,第二末端执行器202使第二成形特征204相对于成形工具308移动,以向复合层片312的第二部分施加第二压紧力244。第二压紧力244将复合层片312抵着成形表面310或者抵着先前成形的复合层片312-1压紧。
245.在一个或更多个示例中,方法1000包括以下步骤(框1018):经由传导局部加热复合层片312的正被压紧的第二部分。在一个或更多个示例中,如图10所示,复合层片312的正被加热的第二部分是复合层片312的、在成形工具308的成形表面310上正被扫动的第二部分352。在一个或更多个示例中,复合层片312的正被加热的第二部分是复合层片312的、在先前成形的复合层片312-1上正被扫动的第二部分。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行局部加热复合层片312的第二部分的步骤(框1018)。
246.在一个或更多个示例中,根据方法1000,局部加热复合层片312的第二部分的步骤(框1018)包括:使用联接至第二成形特征204的第二加热部件212加热第二成形特征204的步骤。热是经由传导从第二加热部件212传递至第二成形特征204的。局部加热复合层片312的第二部分的步骤(框1018)还包括:使用第二成形特征204经由传导加热复合层片312的第二部分的步骤。热是经由传导从第二成形特征204传递至复合层片312的。
247.局部加热复合层片312的第二部分有利地制备复合层片312,以用于在成形表面310上或者在先前成形的复合层片312-1上进行压靠和成形。例如,在使复合层片312在成形表面310上或者在先前成形的复合层片312-1上成形之前和/或同时使用第二成形特征204局部加热复合层片312使复合层片312软化,并且有利于改善复合层片312到成形表面310或者先前成形的复合层片312-1的粘附性。另外,对复合层片312的正被成形的所述一部分进行局部加热增加了加工速度。
248.在一个或更多个示例中,方法1000包括以下步骤(框1020):使复合层片312的第二
部分成形。在一个或更多个示例中,在对复合层片312的第二部分进行压紧(例如,框1016)和局部加热(例如,框1018)的同时,执行使复合层片312的第二部分成形的步骤(框1020)。在一个或更多个示例中,如图10所示,使复合层片312的第二部分352在成形工具308的成形表面310的第二部分上成形。在一个或更多个示例中,在使复合层片312的第二部分先前成形的复合层片312-1的至少第二部分上对成形。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行使复合层片312的第二部分成形的步骤(框1020)。
249.在一个或更多个示例中,根据方法1000,使复合层片312的第二部分成形的步骤(框1020)包括:在使用第二成形特征204对复合层片312的第二部分进行局部加热(例如,框1018)和压紧(例如框1016)的同时,使用第二成形特征204使复合层片312的第二部分在成形工具308的成形表面310的第二部分上或者在先前成形的复合层片312-1的至少第二部分上成形的步骤。
250.在一个或更多个示例中,使复合层片312的第二部分成形的步骤(框1020)包括:使用第二成形特征204将第二压紧力244施加至复合层片312的第二部分的步骤以及使第二成形特征204相对于复合层片312移动的步骤。在一个或更多个示例中,使第二成形特征204相对于复合层片312移动的步骤包括:例如使用移动机构302和/或第二致动器210,使第二末端执行器202相对于成形工具308或者相对于先前成形的复合层片312-1移动的步骤。
251.在第二成形特征204与复合材料312接触的情况下,移动第二成形特征204使该第二成形特征204在复合层片312的第二部分上扫动,并因此将复合层片312的第二部分(例如,第二部分352)在成形工具308的成形表面310(举例来说,如图10所示)上扫动或者将复合层片312的第二部分在先前成形的复合层片312-1的第二部分上扫动。因此,随着第二成形特征204跨复合层片312移动,由第二成形特征204和成形工具308的成形表面310或者先前成形的复合层片312-1(例如,在该第二成形特征与成形工具的成形表面或者先前成形的复合层片之间)形成第二压紧夹。复合层片312由第二成形特征204围绕第二压紧夹从一个方向进行局部加热。
252.在一个或更多个示例中,方法1000包括以下步骤(框1022):经由传导局部冷却复合层片312的第二部分。通常,在使复合层片312的第二部分成形(例如,框1020)之后,执行局部冷却的步骤(框1022)。在一个或更多个示例中,如图10所示,复合层片312的正被冷却的第二部分是复合层片312的、在成形工具308的成形表面310上被扫动的第二部分352。在一个或更多个示例中,复合层片312的被冷却的第二部分是复合层片312的、在先前成形的复合层片312-1上被扫动的第二部分。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行局部冷却复合层片312的第二部分的步骤(框1022)。
253.在一个或更多个示例中,根据方法1000,局部冷却复合层片312的第二部分的步骤(框1022)包括:使用联接至第二成形特征204的第二冷却部件224来冷却成第二形特征204的步骤。热是经由传导从第二成形特征204传递至第二冷却部件224的。局部冷却复合层片312的第二部分的步骤(框1022)还包括:在使复合层片312的第二部分成形之后,使用第二成形特征204经由传导对复合层片312的第二部分进行冷却的步骤。热是经由传导从复合层片312传递至第二成形特征204的。
254.在一个或更多个示例中,该方法1000包括以下步骤(框1024):在使复合层片312的第二部分在成形工具308的成形表面310的第二部分上或者在先前成形的复合层片312-1的第二部分上成形(例如,框1020)之前和/或同时,支承复合层片312的、延伸超出成形工具308的第二边缘326的第二部分(例如,第二部分352)。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行支承复合层片312的第二部分的步骤(框1024)。
255.在一个或更多个示例中,根据方法1000,支承复合层片312的第二部分的步骤(框1024)包括:使用第二层片支承构件206支承复合层片312的、延伸超出成形工具308的第二边缘326的第二部分的步骤。在使用第二成形特征204使复合层片312的第二部分在成形工具308的成形表面310的第二部分上或者在先前成形的复合层片312-1上成形(例如,框1020)之前和/或同时,由第二层片支承构件206支承复合层片312的第二部分。
256.在一个或更多个示例中,该方法1000包括以下步骤(框1026):在将复合层片312抵着成形工具308的成形表面310或者抵着先前成形的复合层片312-1压紧(1016)之前,和/或在使复合层片312的第二部分在成形工具308的成形表面310的第二部分上或者在先前成形的复合层片312-1的第二部分上成形(1020)之前,经由传导来加热复合层片312的第二部分。在一个或更多个示例中,使用复合成形设备100和/或复合成形系统300来执行加热复合层片312的第二部分的步骤(框1026)。
257.在一个或更多个示例中,根据方法1000,加热复合层片312的第二部分的步骤(框1024)包括:使用第二层片支承构件206经由传导来对复合层片312的第二部分加热的步骤。复合层片312的正被加热的第二部分至少是复合层片312的正被第二层片支承构件206支承着的那部分。作为示例,如图10所例示的,在使用第二成形特征204使复合层片312的第二部分352在成形工具308的成形表面310的第二部分上成形(例如,框1020)之前和/或同时,由第二层片支承构件206加热复合层片312的第二部分352。作为示例,在使用第二成形特征204使复合层片312的第二部分先前成形的复合层片312-1的第二部分上成形(例如,框1020)之前和/或同时,由第二层片支承构件206加热复合层片312的第二部分。
258.总体上参照图1至图10并且特别参照图13,在一个或更多个示例中,例如,在使复合层片312的一部分成形(1008)以及使复合层片312的第二部分成形(1020)之前、同时、和/或之后,方法1000包括:检测复合层片312的温度的步骤(框1028)以及选择性地控制复合层片312的温度的步骤(框1030)。在一个或更多个示例中,根据方法1000,使用复合成形设备100和/或复合成形系统300来执行检测温度的步骤(框1028)和选择性地控制复合层片312的温度的步骤(框1030)。
259.在一个或更多个示例中,在加热复合层片312的步骤(框1014)和步骤(框1026)之前、期间、和/或之后,执行检测复合层片312的温度的步骤(框1028)和控制复合层片312的温度的步骤(框1030)。
260.在一个或更多个示例中,在压紧复合层片312的步骤(框1004)和压紧复合层片312的步骤(框1016)之前、期间、和/或之后,执行检测复合层片312的温度的步骤(框1028)和控制复合层片312的温度的步骤(框1030)。
261.在一个或更多个示例中,在局部加热复合层片312的步骤(框1006)和步骤(框1018)之前、期间、和/或之后,执行检测复合层片312的温度的步骤(框1028)和控制复合层
片312的温度的步骤(框1030)。
262.在一个或更多个示例中,在使复合层片312成形的步骤(框1008)和步骤(框1020)之前、期间、和/或之后,执行检测复合层片312的温度的步骤(框1028)和控制复合层片312的温度的步骤(框1030)。
263.在一个或更多个示例中,在局部冷却复合层片312的步骤(框1010)和步骤(框1022)之前、期间、和/或之后,执行检测复合层片312的温度的步骤(框1028)和控制复合层片312的温度的步骤(框1030)。
264.在一个或更多个示例中,控制复合层片312的温度是通过控制正被添加至复合层片312的热的量(例如,通过成形特征104、第二成形特征204、层片支承构件106、第二层片支承构件206、环境加热器320、和/或附加加热器370)来实现的。在一个或更多个示例中,控制复合层片312的温度是通过控制从复合层片312除热的量(例如,通过成形特征104和/或第二成形特征204)来实现的。
265.在一个或更多个示例中,根据方法1000,检测复合层片312的温度的步骤(框1028)包括:使用温度传感器130检测成形特征104的温度和复合层片312的所述一部分的温度中的至少一者。在一个或更多个示例中,根据方法1000,检测复合层片312的温度的步骤(框1028)包括:使用第二温度传感器230检测第二成形特征204的温度和复合层片312的第二部分的温度中的至少一者。
266.在一个或更多个示例中,根据方法1000,选择性地控制复合层片312的温度的步骤(框1030)包括:基于由温度传感器130提供的温度信号138,来选择性地控制成形特征104的温度和复合层片312的所述一部分的温度中的至少一者的步骤。在一个或更多个示例中,根据方法1000,选择性地控制复合层片312的温度的步骤(框1030)包括:基于由第二温度传感器230提供的第二温度信号238,来选择性地控制第二成形特征204的温度和复合层片312的第二部分的温度中的至少一者的步骤。
267.在一个或更多个示例中,该方法1000包括以下步骤:在使复合层片312的一部分成形的同时,将向复合层片312的所述一部分施加的压紧力144维持在基本上恒定的量值。在一个或更多个示例中,使用复合成形设备100和/或复合成形系统300执行维持压紧力144的步骤。
268.在一个或更多个示例中,根据方法1000,维持压紧力144的步骤包括:使用传感器140检测向成形特征104施加的力的步骤,以及基于由传感器140提供的传感器信号142,以基本上恒定的量值选择性地控制由成形特征104向复合层片312的所述一部分施加的压紧力144的步骤。
269.在一个或更多个示例中,该方法1000包括以下步骤:在使复合层片312的第二部分成形的同时,将向复合层片312的第二部分施加的第二压紧力244维持在基本上恒定的量值。在一个或更多个示例中,使用复合成形设备100和/或复合成形系统300执行维持第二压紧力244的步骤。
270.在一个或更多个示例中,根据方法1000,维持第二压紧力244的步骤包括:使用第二传感器240检测向第二成形特征204施加的力的步骤,以及基于由第二传感器240提供的第二传感器信号242,以基本上恒定的量值选择性地控制由成形特征104向复合层片312的第二部分施加的第二压紧力244的步骤。
271.在一个或更多个示例中,该方法1000包括以下步骤:在使复合层片312的一部分在成形工具308的成形表面310的一部分上或者在先前成形的复合层片312-1的一部分上成形的同时,和/或在使复合层片312的第二部分在成形工具308的成形表面310的第二部分上或者在先前成形的复合层片312-1的第二部分上成形的同时,保持该复合层片312。
272.在一个或更多个示例中,根据方法1000,保持复合层片312的步骤包括:使用踏脚324抵着成形表面310或者抵着先前成形的复合层片312-1按压复合层片312的步骤。在一个或更多个示例中,在使用成形特征104使复合层片312的一部分在成形工具308的成形表面310的一部分上成形的同时,和/或在使用第二成形特征204使复合层片312的第二部分在成形工具308的成形表面310的第二部分上成形的同时,使用踏脚324将复合层片312保持(例如,夹紧)在原位。在一个或更多个示例中,在使用成形特征104使复合层片312的一部分先前成形的复合层片312-1的一部分上成形的同时,和/或在使用第二成形特征204使复合层片312的第二部分先前成形的复合层片312-1的第二部分上成形的同时,使用踏脚324将复合层片312保持(例如,夹紧)在原位。
273.在一个或更多个示例中,该方法1000包括以下步骤(框1032):使复合层压件328在成形工具308的成形表面310上成形。复合层压件328包括复合层片312的至少一个层。在一个或更多个示例中,该方法1000包括以下步骤(框1034):对复合层压件328进行固化,以制造(例如,形成)复合结构314(举例来说,如图1所示)。在一个或更多个示例中,使复合层压件328在成形工具308上固化。在一个或更多个示例中,将复合层压件328从成形工具308转移至固化工具并在该固化工具上进行固化。
274.在一个或更多个示例中,将上述方法1000的步骤(例如,框1002到框1030)重复多次,以形成复合层压件328(例如,框1032)。例如,该方法1000包括以下步骤:将至少一个复合层片312放置在先前成形的复合层片312-1上。方法1000包括以下步骤:经由辐射和对流中的至少一种来局部加热复合层片312的一部分。方法1000包括以下步骤:将复合层片312的所述一部分抵着先前成形的复合层片312-1压紧。方法1000包括以下步骤:在加热复合层片312的所述一部分之后,使复合层片312的所述一部分先前成形的复合层片312-1的一部分上成形。
275.参照图1和图13,在一个或更多个示例中,本公开还致力于根据方法1000操作以使得能够在成形工具308的成形表面310上形成复合层压件328的复合成形设备100和/或复合成形系统300。
276.参照图1,本公开进一步致力于使用本文所公开的复合成形设备100和/或复合成形系统300在成形工具308的成形表面310上形成的复合结构314。参照图13,本公开另外致力于根据本文所公开的方法1000形成的复合结构314。
277.在一个或更多个示例中,复合结构314包括具有以下用于制造复合层压件328的复合层片312的至少一个层:该复合层片是在成形工具308的成形表面310上或者在先前成形的复合层片312-1上成形的。在使用成形特征104使复合层片312的一部分在成形表面310的一部分上或者在先前成形的复合层片312-1的至少一部分上成形的同时,通过复合成形设备100的成形特征104经由传导对复合层片312的一部分加热。在一个或更多个示例中,在使复合层片312的一部分在成形表面310的一部分上或者在先前成形的复合层片312-1上成形之后,通过成形特征104经由传导对复合层片312的所述一部分进行冷却。使复合层压件328
固化,以使复合结构314成形。
278.现在参照图14和图15,复合成形设备100、复合成形系统300、方法1000、以及复合结构314的示例可以涉及如图14的流程图所示的飞行器制造和保养方法1100以及如图15示意性地例示的飞行器1200,或者在该飞行器制造和保养方法以及该飞行器的背景下使用。例如,飞行器1200和/或飞行器生产和保养方法1100可以利用复合结构314,该复合结构是使用本文所描述的以及在图1至图12中所例示的复合成形设备100或复合成形系统300、和/或根据本文所描述的以及在图13中所例示的方法1000来制成的。
279.本公开认识到,复合结构在飞行器的制造中可以是有利的,以减小飞行器的重量并且为飞行器的各种组件提供更长的使用寿命。在制造复合结构方面,通常将复合材料层敷设在工具上。通常,各个复合材料层皆包括利用基质材料灌注或预浸渍的纤维片。不同的复合材料层可以以不同的取向敷设,并且根据正被制造的复合结构的性能要求可以使用不同数量的层。由于复合结构的尺寸、几何形状、和/或复杂性,因此,复合材料层的敷设可能比希望的更困难或者更具劳动密集性。复合成形设备100、复合成形系统300和方法1000的示例改进了这种复合结构的生产速度、一致性、以及可制造性。
280.参照图15,飞行器1200的示例可以包括具有内部1206的机架1202。飞行器1200还包括多个高级系统1204。该高级系统1204的示例包括以下项中的一个或更多个:推进系统1208、电气系统1210、液压系统1212以及环境系统1214。在其它示例中,飞行器1200可以包括任何数量的其它类型的系统,诸如通信系统、飞行控制系统、导引系统、武器系统等。在一个或更多个示例中,使用复合成形设备100或复合成形系统300和/或根据方法1000制成的复合结构314形成了机架1202的组件,诸如机翼1220、机身1218、面板、纵梁、翼梁等。
281.参照图14,在预生产期间,方法1100包括飞行器1200的规范和设计以(框1102)及材料采购(框1104)。在飞行器1200的生产期间,可以进行飞行器1200的组件和子组件制造(框1106)以及系统集成(框1108)。此后,飞行器1200经历认证和交付(框1110),以便付诸使用(框1112)。例行维护和保养(框1114)可以包括对飞行器1200的一个或更多个系统的修改、重新配置、整修等。
282.图14所例示的方法1100的过程中的各个过程皆可以由系统集成商、第三方和/或运营商(例如,客户)来执行或实行。出于本描述的目的,系统集成商可以包括但不限于任何数量的航天器制造商和主系统分包商;第三方可以包括但不限于,任何数量的厂商、分包商以及供应商;并且运营商可以是航空公司、租赁公司、军事实体、服务组织等。
283.在图11例示的流程图所示的制造和保养方法1100的所述阶段中的任一或更多个阶段期间,可以采用本文中示出并描述的复合成形设备100、复合成形系统300和方法1000的示例。在示例中,根据方法1000和/或使用复合成形设备100或复合成形系统300的复合结构314的制造可以形成组件和子组件制造(框1106)和/或系统集成(框1108)的一部分。此外,根据方法1000和/或使用复合成形设备100或复合成形系统300制造的复合结构314可以以类似于飞行器1200在使用中时制备的组件或子组件的方式来加以利用(框1112)。而且,根据方法1000和/或使用复合成形设备100或复合成形系统300制造的复合结构314可以在系统集成(框1108)以及认证和交付(框1110)期间加以利用。类似地,根据方法1000和/或使用复合成形设备100或复合成形系统300的复合结构314的制造可以例如但不限于当飞行器1200在使用中时(框1112)以及在维护和保养期间(框1114)加以利用。例如,可以根据方法
1000和/或使用复合成形设备100或者复合成形系统300来制造备用或替换复合部件,该备用或替换复合部件是由于规定维护周期或者在复合部件的现实损坏之后来进行安装的。
284.尽管示出了航空航天示例,但是可以将本文所公开的示例和原理应用至其它工业,诸如汽车业、航空业、建筑业、以及其它设计和制造业。因此,除飞行器外,本文所公开的示例和原理可以应用至结构性组件总成以及将该结构性组件总成制造用于其它类型的载具(例如,陆上载具、海上载具、空中载具等)和独立结构的系统和方法。
285.前述详细描述参照了附图,这些附图例示了本公开所描述的具体示例。具有不同结构和操作的其它示例不脱离本公开的范围。在不同的附图中,相同标号可以指的是相同的特征、要素或组件。贯穿本公开,多个项目中的任一项目可以被单独地称为项目,并且多个项目可以被共同地称为项目且可以以相似的标号加以引用。而且,如本文所使用的,前面有不定冠词“一”的特征、要素、组件、或步骤应被理解为不排除多个特征、要素、组件、或步骤,除非这种排除被明确地加以陈述。
286.上面提供了根据本公开的主题的例示性的非详尽示例,它们可以但不一定是要求保护的。本文对“示例”的引用是指结合该示例描述的一个或更多个特征、结构、要素、组件、特性和/或操作步骤被包括在根据本公开的主题的至少一个方面、实施方式和/或实现中。因此,贯穿本公开的短语“示例”、“另一示例”、“一个或更多个示例”以及类似语言可以但不一定指的是同一示例。此外,表征任一个示例的主题可以但不一定包括表征任何其它示例的主题。而且,表征任一个示例的主题可以但不一定与表征任何其它示例的主题相组合。
287.如本文所使用的,“被配置成”执行指定功能的系统、设备、装置、结构、物品、要素、组件或硬件确实能够在没有任何更改的情况下执行指定功能,而不是仅仅具有在进一步修改之后执行该指定功能的潜力。换句话说,出于执行指定功能的目的而具体选择、创建、实现、利用、编程和/或设计“被配置成”执行该指定功能的系统、设备、装置、结构、物品、要素、组件或硬件。如本文所使用的,“被配置成”表示系统、设备、结构、物品、要素、组件或硬件的现有特性,其使得系统、设备、结构、物品、要素、组件或硬件无需进一步修改就能够执行指定功能。出于本公开的目的,被描述为“被配置成”执行特定功能的系统、设备、装置、结构、物品、要素、组件或硬件可以另外或者另选地被描述为“适于”执行该功能和/或被描述为“可操作以”执行该功能。
288.本文所提供的用于加热复合层片312的温度(例如,成形温度)和温度范围(例如,成形温度范围)是作为示例提供的,并且可以在不脱离成形设备100和成形系统300的预期功能的情况下、在脱离方法1000的预期实现的情况下、以及在不脱离本公开的原理和目的的情况下,实现例如小于或大于示例温度或温度范围的其它温度或温度范围。
289.除非另外加以表明,否则术语“第一”、“第二”、“第三”等在本文中仅仅被用作标记,而并非旨在对这些术语所指的项目强加顺序的、位置的、或分层的要求。而且,例如对“第二”项目的应用不要求或排除例如“第一”或低编号项目和/或例如“第三”或高编号项目的存在。
290.对于本公开的目的来说,项目的“位置”术语指的是该项目相对于固定参照系在三维空间中的位置,以及该项目相对于固定参照系在三维空间中的取向。
291.如本文所使用的,短语“许多”指的是是指一个或更多个项目。
292.如本文所使用的,短语
“…
中的至少一者”当与列表项目一起使用时,意指可以使
用列出的项目中的一个或更多个的不同组合,并且可以需要列表中的每个项目中的仅一个。例如,“项目a、项目b以及项目c中的至少一者”可以包括但不限于,项目a,或者项目a和项目b。该示例还可以包括项目a、项目b、以及项目c,或者项目b和项目c。在其它示例中,
“…
中的至少一者”例如可以是但不限于,项目a中的两个、项目b中的一个、以及项目c中的十个;项目b中的四个和项目c中的七个;以及其它合适的组合。如本文所使用的,术语“和/或”以及“/”包括任何一个或更多个相关列举条目及其所有组合。
293.出于本公开的目的,术语“联接(coupled、coupling)”和类似术语指的是彼此接合、链接、紧固、附接、连接、置于通信中或者以其它方式相关联(例如,以机械方式、以电方式、以流体方式、以光学放下、以电磁方式)的两个或更多个要素。在各种示例中,要素可以直接或间接相关联。作为示例,要素a可以直接与要素b相关联。作为另一示例,要素a可以例如经由另一要素c间接地与要素b相关联。应理解,不必表示各种公开要素之间的所有关联。因此,也可以存在不同于图中所描绘的联接。
294.如本文所使用的,术语“近似”指的是或者表示接近但非正好的仍执行希望功能或实现希望结果的所陈述条件的条件。作为示例,术语“近似”指的是处于可接受预定公差或准确度内的条件,诸如处于所陈述条件的10%内的条件。然而,术语“近似”不排除正好是所陈述条件的条件。如本文所使用的,术语“基本上”指的是本质上执行希望功能或实现希望结果的所陈述条件的条件。
295.上面参照的图1至图12以及图15可以表示功能要素、特征、或其组件,而不一定暗示任何特定结构。因此,可以对所例示结构进行修改、添加和/或省略。另外,本领域的技术人员应意识到,并非上面参照的图1至图12以及图15所描述和例示的所有要素、特征、和/或组件均需要被包括在每一个示例中,以及并非本文所描述的所有要素、特征、和/或组件均必需在各个例示性示例中加以描绘。在图1至图12与图15中描述和例示的要素、特征、和/或组件中的一些可以以各种方式进行组合,而无需包括有在图1至图12与图15、其它附图、和/或附属公开中描述和例示的其它特征,即使这样的一个或多个组合在文本中并未进行明确例示。类似地,不限于所呈现示例的附加特征可以与本文中示出和描述的一些或所有特征进行组合。除非另外明确声明,否则上面参照的图1至图12以及图15中所描绘的示例的示意性例示并不意味着暗示关于例示性示例的结构性限制。而相反,尽管指示了一个例示性结构,但应理解,在适当时可以修改该结构。因此,可以对所例示结构进行修改、添加和/或省略。在图1至图12以及图15中的各个图中,利用相似的标号来标注用于类似的或者至少基本上类似的目的的要素。特征。和/或组件,并且在本文中可以不参照图1至图12以及图15中的各个图来详细讨论这样的要素、特征、和/或组件。类似地,在图1至图12以及图15中的各个图中可以不标注所有要素、特征、和/或组件,而是为了一致性可以利用与这些要素相关联的标号。
296.在上面参照的图13和图14中,框可以表示操作、步骤和/或其部分,并且连接各种框的线不暗示操作或其部分的任何特定次序或依赖性。应理解,不必表示各种所公开的操作之间的所有依赖性。图13和图14,以及描述本文所阐述的所公开的方法的操作的所附公开内容不应被解释为必需确定要执行操作的顺序。而相反,尽管指示了一种例示性次序,但是要理解,可以在适当时修改这些操作的顺序。因此,可对所例示的操作进行修改、添加和/或省略,并且某些操作可以不同次序或同时执行。另外,本领域的技术人员应意识到,并非
所描述的全部操作均需要执行。
297.1.一种复合成形设备(100),所述复合成形设备包括:
298.末端执行器(102);
299.成形特征(104),所述成形特征联接至所述末端执行器(102);以及
300.加热部件(112),所述加热部件联接至所述成形特征(104)以对所述成形特征(104)加热,
301.其中:
302.所述末端执行器(102)使所述成形特征(104)相对于复合层片(312)移动,以使所述复合层片(312)在所述成形工具(308)上或者在先前成形的复合层片(312-1)上成形;并且
303.所述成形特征(104)经由传导来对所述复合层片(312)加热。
304.2.根据条款1所述的复合成形设备(100),其中,所述加热部件(112)位于所述成形特征(104)内。
305.3.根据条款1或2所述的复合成形设备(100),其中,所述加热部件(112)是电阻加热器(114)。
306.4.根据条款1至3中的任一条款所述的复合成形设备(100),其中,所述加热部件(112)是感应加热器(116)。
307.5.根据条款1至4中的任一条款所述的复合成形设备(100),其中:
308.所述成形特征(104)包括囊(118);并且
309.所述囊(118)是可膨胀的。
310.6.根据条款5所述的复合成形设备(100),其中:
311.所述囊(118)包括管状主体(160),所述管状主体包括内部表面(148)和外部表面(150);并且
312.所述加热部件(112)联接至所述内部表面(148)或者位于所述内部表面(148)与所述外部表面(150)之间。
313.7.根据条款1至6中的任一条款所述的复合成形设备(100),其中,所述成形特征(104)包括刮器(120)。
314.8.根据条款1至7中的任一条款所述的复合成形设备(100),其中,所述成形特征(104)包括指部(122)。
315.9.根据条款1至8中的任一条款所述的复合成形设备(100),其中,所述成形特征(104)是由氟弹性体制成的。
316.10.根据条款1至9中的任一条款所述的复合成形设备(100),其中,所述成形特征(104)是由硅树脂制成的。
317.11.根据条款1至10中的任一条款所述的复合成形设备(100),所述复合成形设备还包括冷却部件(124),所述冷却部件对所述成形特征(104)进行冷却,
318.其中,热是经由传导从所述复合层片(312)传递至成形特征(104)的。
319.12.根据条款11所述的复合成形设备(100),其中,所述冷却部件(124)位于所述成形特征(104)内。
320.13.根据条款11或12所述的复合成形设备(100),其中,所述冷却部件(124)包括:
321.通道(126),所述通道延伸贯穿所述成形特征(104);以及
322.流体(128),所述流体穿过所述通道(126)。
323.14.根据条款1至13中的任一条款所述的复合成形设备(100),所述复合成形设备还包括温度传感器(130),所述温度传感器检测所述成形特征(104)和所述复合层片(312)中的至少一者的温度。
324.15.根据条款14所述的复合成形设备(100),其中,所述温度传感器(130)是接触式温度传感器(132)。
325.16.根据条款14或15所述的复合成形设备(100),其中,所述温度传感器(130)是非接触式温度传感器(134)。
326.17.根据条款14至16中的任一条款所述的复合成形设备(100),所述复合成形设备还包括控制单元(136),所述控制单元联接至所述加热部件(112)和所述温度传感器(130),
327.其中,所述控制单元(136)基于由所述温度传感器(130)提供的温度信号(138)以及向所述加热部件(112)供应的安培数中的至少一者,来选择性地控制所述加热部件(112)。
328.18.根据条款1至17中的任一条款所述的复合成形设备(100),所述复合成形设备还包括层片支承构件(106),所述层片支承构件可相对于所述成形工具(308)以及相对于所述成形特征(104)移动,以支承所述复合层片(312)的、延伸超出所述成形工具(308)的边缘(316)的部分。
329.19.根据条款18所述的复合成形设备(100),其中,所述层片支承构件(106)经由传导来对所述复合层片(312)的所述一部分加热。
330.20.根据条款1至19中的任一条款所述的复合成形设备(100),所述复合成形设备还包括踏脚(324),所述踏脚可相对于所述末端执行器(102)移动,以抵着所述成形工具(308)或者抵着所述先前成形的复合层片(312-1)按压所述复合层片(312)。
331.21.一种复合成形系统(300),所述复合成形系统包括:
332.移动机构(302);
333.根据条款1所述的联接至所述移动机构(302)的所述复合成形设备(100);以及
334.包括成形表面(310)的所述成形工具(308),
335.其中:
336.所述移动机构(302)选择性地相对于所述成形工具(308)的所述成形表面(310)定位所述复合成形设备(100);
337.所述加热部件(112)对所述成形特征(104)加热;并且
338.在使用所述成形特征(104)使所述复合层片(312)在所述成形工具(308)的所述成形表面(310)上或者在先前成形的复合层片(312-1)上成形之前,所述成形特征(104)经由传导对所述复合层片(312)加热。
339.22.一种用于使用如上所述的复合成形设备(100)使复合层压件(328)在所述成形工具(308)上成形的方法(1000)。
340.23.一种使用如上所述的复合成形设备(100)在所述成形工具(308)上成形的复合结构(314)。
341.24.一种复合成形系统(300),所述复合成形系统包括:
342.移动机构(302);
343.末端执行器(102),所述末端执行器联接至所述移动机构(302);
344.成形特征(104),所述成形特征联接至所述末端执行器(102);以及
345.加热部件(112),所述加热部件联接至所述成形特征(104),
346.其中:
347.所述末端执行器(102)选择性地使所述成形特征(104)相对于复合层片(312)移动,以向所述复合层片(312)施加压紧力(144);
348.所述移动机构(302)选择性地使所述末端执行器(102)相对于所述复合层片(312)移动,以使用所述成形特征(104)来使所述复合层片(312)的一部分在成形工具(308)的一部分上或者在先前成形的复合层片(312-1)的至少一部分上成形;
349.所述加热部件(112)对所述成形特征(104)加热;并且
350.热是经由传导从所述成形特征(104)传递至所述复合层片(312)的。
351.25.根据条款24所述的复合成形系统(300),所述复合成形系统还包括层片支承构件(106),所述层片支承构件可相对于所述成形工具(308)移动,以支承所述复合层片(312)的、延伸超出所述成形工具(308)的边缘(316)的部分。
352.26.根据条款25所述的复合成形系统(300),其中,所述层片支承构件(106)经由传导来对所述复合层片(312)的所述一部分加热。
353.27.根据条款24至26中的任一条款所述的复合成形系统(300),所述复合成形系统还包括:
354.第二末端执行器(202),所述第二末端执行器联接至所述移动机构(302);
355.第二成形特征(204),所述第二成形特征联接至所述第二末端执行器(202);以及
356.第二加热部件(212),所述第二加热部件联接至所述第二成形特征(204),
357.其中:
358.所述第二末端执行器(202)选择性地使所述第二成形特征(204)相对于所述复合层片(312)移动,以向所述复合层片(312)施加第二压紧力(244);
359.所述移动机构(302)选择性地使所述第二末端执行器(202)相对于所述复合层片(312)移动,以使用所述第二成形特征(204)来使所述复合层片(312)的第二部分在所述成形工具(308)的第二部分上或者所述先前成形的复合层片(312-1)的至少第二部分上成形;
360.所述第二加热部件(212)对所述第二成形特征(204)加热;并且
361.热是经由传导从所述第二成形特征(204)传递至所述复合层片(312)的。
362.28.根据条款27所述的复合成形系统(300),所述复合成形系统还包括第二层片支承构件(206),所述第二层片支承构件可相对于所述成形工具(308)移动,以支承所述复合层片(312)的、延伸超出所述成形工具(308)的第二边缘(326)的所述第二部分。
363.29.根据条款28所述的复合成形系统(300),其中,所述第二层片支承构件(206)经由传导来对所述复合层片(312)的所述第二部分加热。
364.30.根据条款27至29中的任一条款所述的复合成形系统(300),所述复合成形系统还包括踏脚(324),所述踏脚联接至所述移动机构(302),
365.其中,所述踏脚(324)可相对于所述移动机构(302)移动,以抵着所述成形工具(308)或者抵着所述先前成形的复合层片(312-1)按压所述复合层片(312)。
366.31.根据条款27至30中的任一条款所述的复合成形系统(300),其中:
367.所述加热部件(112)位于所述成形特征(104)内;并且
368.所述第二加热部件(212)位于所述第二成形特征(204)内。
369.32.根据条款27至31中的任一条款所述的复合成形系统(300),其中,所述加热部件(112)和所述第二加热部件(212)中的至少一者是电阻加热器(114)。
370.33.根据条款27至32中的任一条款所述的复合成形系统(300),其中,所述加热部件(112)和所述第二加热部件(212)中的至少一者是感应加热器(116)。
371.34.根据条款27至33中的任一条款所述的复合成形系统(300),其中:
372.所述成形特征(104)和所述第二成形特征(204)中的至少一者包括囊(118);并且
373.所述囊(118)是可膨胀的。
374.35.根据条款27至34中的任一条款所述的复合成形系统(300),其中,所述成形特征(104)和所述第二成形特征(204)中的至少一者包括刮器(120)。
375.36.根据条款27至35中的任一条款所述的复合成形系统(300),其中,所述成形特征(104)和所述第二成形特征(204)中的至少一者包括指部(122)。
376.37.根据条款27至36中的任一条款所述的复合成形系统(300),所述复合成形系统还包括:
377.冷却部件(124),所述冷却部件对所述成形特征(104)进行冷却;以及第二冷却部件(224),所述第二冷却部件对所述第二成形特征(204)进行冷却,
378.其中:
379.热是经由传导从所述复合层片(312)传递至成形特征(104)的;并且
380.热是经由传导从所述复合层片(312)传递至所述第二成形特征(204)的。
381.38.根据条款37所述的复合成形系统(300),其中:
382.所述冷却部件(124)位于所述成形特征(104)内;并且
383.所述第二冷却部件(224)位于所述第二成形特征(204)内。
384.39.根据条款27至38中的任一条款所述的复合成形系统(300),所述复合成形系统还包括:
385.温度传感器(130),所述温度传感器检测所述成形特征(104)和所述复合层片(312)中的至少一者的温度;以及
386.第二温度传感器(230),所述第二温度传感器检测所述第二成形特征(204)和所述复合层片(312)中的至少一者的温度。
387.40.根据条款39所述的复合成形系统(300),其中,所述温度传感器(130)和所述第二温度传感器(230)中的至少一者是接触式温度传感器(132)。
388.41.根据条款39或40所述的复合成形系统(300),其中,所述温度传感器(130)和所述第二温度传感器(230)中的至少一者是非接触式温度传感器(134)。
389.42.根据条款39至41中的任一条款所述的复合成形系统(300),所述复合成形系统还包括控制单元(136),所述控制单元联接至所述加热部件(112)、所述温度传感器(130)、所述第二加热部件(212)以及所述第二温度传感器(230),
390.其中:
391.所述控制单元(136)基于由所述温度传感器(130)提供的温度信号(138)以及向所
述加热部件(112)供应的安培数中的至少一者,来选择性地控制所述加热部件(112);并且
392.所述控制单元(136)基于由所述第二温度传感器(230)提供的第二温度信号(238)以及向所述第二加热部件(212)供应的第二安培数中的至少一者,来选择性地控制所述第二加热部件(212)。
393.43.根据条款24至42中的任一条款所述的复合成形系统(300),所述复合成形系统还包括:
394.多个末端执行器(102),其中,所述多个末端执行器(102)中的各个末端执行器皆联接至所述移动机构(302);
395.多个成形特征(104),其中,所述多个成形特征(104)中的各个成形特征皆联接至所述多个末端执行器(102)中的对应末端执行器;以及
396.多个加热部件(112),其中,所述多个加热部件中的各个加热部件皆联接至所述多个成形特征(104)中的对应成形特征,
397.其中:
398.所述多个末端执行器(102)中的各个末端执行器皆选择性地使所述多个成形特征(104)中的对应成形特征相对于所述复合层片(312)移动,以向所述复合层片(312)施加所述压紧力(144);
399.所述移动机构(302)选择性地使所述多个末端执行器(102)中的各个末端执行器相对于所述复合层片(312)移动,以使用所述多个成形特征(104)中的对应成形特征,来使所述复合层片(312)的一部分在所述成形工具(308)的一部分上或者所述先前成形的复合层片(312-1)的至少一部分上成形;
400.所述多个加热部件(112)中的各个加热部件对所述多个成形特征(104)中的对应成形特征加热;并且
401.热是经由传导从所述多个成形特征(104)传递至所述复合层片(312)的。
402.44.一种用于使用根据条款24至43所述的复合成形系统(300)使复合层压件(328)在所述成形工具(308)上成形的方法(1000)。
403.45.一种使用根据条款24至43所述的复合成形系统(300)在所述成形工具(308)上成形的复合结构(314)。
404.46.一种用于制造复合结构(314)的方法(1000),所述方法(1000)包括以下步骤:
405.将复合层片(312)定位在成形工具(308)上或者在先前成形的复合层片(312-1)上;
406.使用末端执行器(102)将成形特征(104)定位成与所述复合层片(312)接触;
407.使用加热部件(112)对所述成形特征(104)加热,所述加热部件联接至所述成形特征(104);
408.使用所述成形特征(104),经由传导来对所述复合层片(312)的一部分加热;以及
409.在使用所述成形特征(104)对所述复合层片(312)的所述一部分加热的同时,使用所述成形特征(104)使所述复合层片(312)的一部分在所述成形工具(308)的一部分上或者所述先前成形的复合层片(312-1)的至少一部分上成形。
410.47.根据条款46所述的方法(1000),所述方法还包括以下步骤:
411.使用冷却部件(124)对所述成形特征(104)进行冷却,所述冷却部件联接至所述成
形特征(104);以及
412.在使所述复合层片(312)的所述一部分成形之后,使用所述成形特征(104)经由传导对所述复合层片(312)的所述一部分进行冷却。
413.48.根据条款46或47所述的方法(1000),所述方法还包括以下步骤:
414.使用温度传感器(130)来检测所述成形特征(104)和所述复合层片(312)中的至少一者的温度;以及
415.基于由所述温度传感器(130)提供的温度信号(138)以及向所述加热部件(112)供应的安培数中的至少一者,来选择性地控制所述成形特征(104)和所述复合层片(312)中的至少一者的温度。
416.49.根据条款46至48中的任一条款所述的方法(1000),所述方法还包括以下步骤:在使用成形特征(104)使所述复合层片(312)的一部分在所述成形工具(308)的一部分上成形之前,使用层片支承构件(106)支承所述复合层片(312)的、延伸超出所述成形工具(308)的边缘(316)的部分。
417.50.根据条款49所述的方法(1000),所述方法还包括以下步骤中的至少一个步骤:
418.在使用成形特征(104)使所述复合层片(312)的一部分在所述成形工具(308)的一部分上成形之前,使用所述层片支承构件(106)经由传导对所述复合层片(312)的所述一部分加热;以及
419.使用所述成形工具(308)经由传导对所述复合层片(312)的、与所述成形特征(104)相反的部分加热。
420.51.根据条款46至50中的任一条款所述的方法(1000),所述方法还包括以下步骤:
421.使用第二末端执行器(202)将第二成形特征(204)定位成与所述复合层片(312)接触;
422.使用第二加热部件(212)对所述第二成形特征(204)加热,所述第二加热部件联接至所述第二成形特征(204);
423.使用所述第二成形特征(204),经由传导来对所述复合层片(312)的第二部分加热;以及
424.在使用所述第二成形特征(204)对所述复合层片(312)的所述第二部分加热的同时,使用所述第二成形特征(204)使所述复合层片(312)的所述第二部分在所述成形工具(308)的第二部分上或者所述先前成形的复合层片(312-1)的至少第二部分上成形。
425.52.根据条款51所述的方法(1000),所述方法还包括以下步骤:
426.使用第二冷却部件(224)对所述第二成形特征(204)进行冷却,所述第二冷却部件联接至所述第二成形特征(204);以及
427.在使所述复合层片(312)的所述第二部分成形之后,使用所述第二成形特征(204)经由传导对所述复合层片(312)的所述第二部分进行冷却。
428.53.根据条款46至52中的任一条款所述的方法(1000),所述方法还包括以下步骤:
429.使复合层压件(328)在所述成形工具(308)上成形,其中所述复合层压件(328)包括所述复合层片(312)的至少一个层;以及
430.使所述复合层压件(328)固化,以使所述复合结构(314)成形。
431.54.按照根据条款46至53中的任一条款所述的方法操作的复合成形设备(100)。
432.55.按照根据条款46至53中的任一条款所述的方法成形的复合结构(314)。
433.56.一种用于制造复合结构(314)的方法(1000),所述方法(1000)包括以下步骤:
434.将复合层片(312)放置在成形工具(308)上或者放置在位于所述成形工具(308)上的先前成形的复合层片(312-1)上;
435.将所述复合层片(312)的一部分抵着所述成形工具(308)或者抵着所述先前成形的复合层片(312-1)压紧;
436.经由传导对所述复合层片(312)的正被压紧的部分进行局部加热;以及在压紧并局部加热所述复合层片(312)的所述一部分的同时,使所述复合层片(312)的所述一部分在所述成形工具(308)的一部分上或者所述先前成形的复合层片(312-1)的至少一部分上成形。
437.57.根据条款56所述的方法(1000),所述方法还包括以下步骤:在使所述复合层片(312)的一部分成形之后,经由传导使所述复合层片(312)的所述一部分进行局部冷却。
438.58.根据条款56或57所述的方法(1000),所述方法还包括以下步骤:
439.检测所述复合层片(312)的温度;以及
440.在使所述复合层片(312)的所述一部分成形的同时,选择性地控制所述复合层片(312)的所述温度。
441.59.根据条款56至58中的任一条款所述的方法(1000),所述方法还包括以下步骤:在使所述复合层片(312)的一部分在所述成形工具(308)的一部分上成形之前,支承所述复合层片(312)的、延伸超出所述成形工具(308)的边缘(316)的部分。
442.60.根据条款59所述的方法(1000),所述方法还包括以下步骤:在抵着所述成形工具(308)压紧所述复合层片(312)的所述一部分之前,经由传导对所述复合层片(312)的所述一部分加热。
443.61.根据条款56至60中的任一条款所述的方法(1000),所述方法还包括以下步骤:
444.将所述复合层片(312)的第二部分抵着所述成形工具(308)或者抵着位于所述成形工具(308)上的所述先前成形的复合层片(312-1)压紧;
445.经由传导对所述复合层片(312)的正被压紧的所述第二部分进行局部加热;以及
446.在压紧并局部加热所述复合层片(312)的所述第二部分的同时,使所述复合层片(312)的所述第二部分在所述成形工具(308)的第二部分上或者所述先前成形的复合层片(312-1)的至少第二部分上成形。
447.62.根据条款61所述的方法(1000),所述方法还包括以下步骤:在使所述复合层片(312)的所述第二部分成形之后,经由传导对所述复合层片(312)的所述第二部分进行局部冷却。
448.63.根据条款56至62中的任一条款所述的方法(1000),所述方法还包括以下步骤:
449.使复合层压件(328)在所述成形工具(308)上成形,其中所述复合层压件(328)包括所述复合层片(312)的至少一个层;以及
450.使所述复合层压件(328)在所述成形工具(308)上进行固化,以使所述复合结构(314)成形。
451.64.按照根据条款56至63中的任一条款所述的方法成形的复合结构(314)。
452.65.一种复合结构(314),所述复合结构包括:
453.具有复合层片(312)的至少一个层,
454.其中:
455.使所述具有复合层片(312)的至少一个层在成形工具(308)上或者在位于所述成形工具(308)上的先前成形的复合层片(312-1)上成形,以制造复合层压件(328);
456.在使用所述成形特征(104)使所述复合层片(312)的一部分在所述成形工具(308)的一部分上或者所述先前成形的复合层片(312-1)的至少一部分上成形的同时,通过复合成形设备(100)的成形特征(104)经由传导对所述复合层片(312)的一部分加热;以及
457.使所述复合层压件(328)固化,以使所述复合结构(314)成形。
458.66.根据条款65所述的复合结构(314),其中,在使所述复合层片(312)的一部分在所述成形工具(308)的一部分上或者所述先前成形的复合层片(312-1)的所述至少一部分上成形之后,通过所述成形特征(104)经由传导对所述复合层片(312)的所述一部分进行冷却。
459.此外,贯穿本说明书对本文所使用的特征、优点或类似语言的引用并不暗示可以利用本文所公开的示例实现的所有特征和优点应当是或者处于任何单个示例中。而相反,提及特征和优点的语言应被理解为意指结合示例描述的特定特征、优点或特性被包括在至少一个示例中。因此,贯穿本公开所使用的特征、优点以及类似语言的讨论可以但不一定涉及同一示例。
460.一个示例的所述特征、优点以及特性可以以任何合适的方式组合在一个或更多个其它示例中。相关领域的技术人员将认识到,可以在没有特定示例的特定特征或优点中的一个或更多个特定特征或优点的情况下来实践本文所描述的示例。在其它情况下,在某些示例中可以认识到可能不存在于所有示例中的额外特征和优点。而且,尽管已经示出和描述了复合成形设备100、复合成形系统300、方法1000、以及复合结构314的各种示例,但是本领域技术人员通过阅读本说明书可以想到修改。本技术包括这种修改,并且仅通过所附权利要求的范围来进行限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1