一种塑料管及其制造工艺的制作方法
1.本发明涉及有塑料管生产技术领域,更具体的说是一种塑料管及其制造工艺。
背景技术:
2.塑料管一般是以合成树脂,也就是聚酯为原料、加入稳定剂、润滑剂、增塑剂等,以“塑”的方法在制管机内经挤压加工而成。主要用作房屋建筑的自来水供水系统配管、排水、排气和排污卫生管、地下排水管系统、雨水管以及电线安装配套用的穿线管等;但是现有的塑料管在制作出来之后,形状都为圆形,且表面光滑不易扭转,容易在塑料管直接接触到地面上之后因为与地面之间的摩擦被磨损而导致损坏,且在扭转的时候容易与手掌之间出现打滑的情况,不能够灵活使用;所以本技术提出一种塑料管及其制造工艺,可以加工出能够灵活使用的塑料管。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种塑料管及其制造工艺,可以加工出能够灵活使用的塑料管。
4.本发明解决其技术问题所采用的技术方案是:
5.一种塑料管制造工艺,该工艺包括以下步骤:
6.步骤一:使用塑料管原料制作出管道和多个加强块;
7.步骤二:使管道经过制造装置,通过制造装置在管道上加工出防滑纹;
8.步骤三:将多个加强块通过胶水间隔粘贴在管道的外壁上;
9.步骤四:在管道的端部加工出能够和另外一个管道连接在一起的螺纹,得到塑料管。
10.所述制造装置包括周向分布有多个刀片的内环,及能够围绕着内环轴线旋转的齿环,及设置在齿环内壁上的多个楔块,多个刀片与内环外壁之间固定有弹簧,多个楔块分别能够推动多个刀片向着内环中心滑动。
11.所述制造装置还包括两个力臂,及分别转动在两个力臂上且两侧螺纹旋向相反的两个丝杆,每个丝杆两侧均连接有一个夹板,及固定在底座上的底板,及转动在底板上且两侧开设有旋向相反的螺纹的轴,两个力臂下端通过螺纹孔分别连接在轴的两侧。
12.所述的底座上设置有两个滑槽,每个滑槽中均通过杆滑动连接有一个滑臂,每个滑臂与滑槽之间均连接有弹簧,每个滑臂上均固定有外接胶水源的喷头。
13.所述的塑料管中的管道为管体,管体的两端均设置有防滑纹,所述的防滑纹为周向分布在管体上的长槽,所述的加强块为两个相互扣合在一起的扣块,及固定在每个扣块两侧的多个斜筋。
附图说明
14.下面结合附图和具体实施方法对本发明做进一步详细的说明。
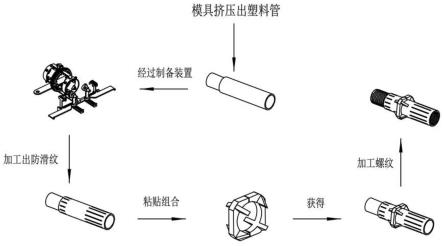
15.图1为本发明中塑料管制造工艺的流程图;
16.图2为本发明中制造装置的结构示意图;
17.图3和图4为本发明中内环、刀片、齿环和楔块的结构示意图;
18.图5为本发明中外环和支辊的结构示意图;
19.图6为本发明中底板和滑槽的结构示意图;
20.图7为本发明中力臂和顶板的结构示意图;
21.图8为本发明中滑臂和喷头的结构示意图;
22.图9为本发明中塑料管的结构示意图;
23.图10为本发明中管体的结构示意图;
24.图11为本发明中扣块和斜筋的结构示意图。
具体实施方式
25.一种塑料管及其制造工艺,该工艺包括以下步骤:
26.步骤一:使用塑料管原料制作出管道和多个加强块;
27.步骤二:使管道经过制造装置,通过制造装置在管道上加工出防滑纹;
28.步骤三:将多个加强块通过胶水间隔粘贴在管道的外壁上;
29.步骤四:在管道的端部加工出能够和另外一个管道连接在一起的螺纹,得到塑料管;
30.所述的塑料管中的管道为管体101,管体101的两端均设置有防滑纹,所述的防滑纹为周向分布在管体101上的长槽102,所述的加强块为两个相互扣合在一起的扣块103,及固定在每个扣块103两侧的多个斜筋104。
31.通过观察图1、图9、图10和图11,可以根据图中所示可以得到加工出塑料管的工艺过程,首先使用塑料管原料通过制管机和模具制作出管体101和多个加强块;然后架设好制造装置,使管道经过制造装置,通过制造装置在管体101端部的外壁上加工出周向分布的多个长槽102,再然后将胶水涂抹在扣块103和斜筋104的内侧面上,通过制造装置将两个相对的扣块103进行扣合,使两个相对的扣块103组成加强块并粘贴在管体101的外壁上,随后间隔将多个加强块粘贴在管体101的外壁上;最后在管体101其中一端的外壁上开设出螺纹,在管体101另一端的内壁上开设出能够与管体101其中一端的外壁上的螺纹连接的螺纹,从而得到塑料管;
32.本技术中的塑料管,由于管体101外壁上间隔分布有多个加强块,能够使管道在放置在地面上的时候通过加强块中的扣块103将管体101支撑起来,从而使管体101与地面之间存在间隙,避免管体101直接与地面发生摩擦而导致管体101的外壁出现破损;同时通过沿着管体101轴线方向的多个斜筋104对管体101起到支撑作用,从而提高管体101抗弯折的能力,使管体101在弯曲的时候避免管体101的外壁面上出现折痕;同样的利用扣块103的侧面来避免管体101发生随意滚动的情况,从而使管体101能够平稳的放置在地面上;
33.进一步的,能够通过螺纹来将两个首尾相接的管体101连接在一起,并且能够利用管体101端部的多个长槽102来增加拧动管体101时的摩擦力,从而确保能够将两个首尾相接的管体101紧密的连接在一起。
34.通过观察图3和图4,可以根据图中所示可以得到加工出防滑纹的一个示例性工作
过程是:
35.所述制造装置包括内环01,内环01上沿着内环01自身轴线周向分布有多个刀片02,多个刀片02与内环01外壁之间固定有弹簧,多个刀片02均滑动在内环01上,齿环03能够围绕着内环01轴线进行旋转,齿环03的内壁上成型有多个楔块04,多个楔块04分别能够推动多个刀片02向着内环01中心滑动;在加工防滑纹的时候,首先使管体101保持与内环01轴线在同一个位置上穿过内环01,此时多个刀片02不会接触在管体101的外壁上,在管体101端部经过多个刀片02的时候,转动齿环03,使齿环03内壁上的多个楔块04分别挤压对应的刀片02,使多个刀片02向着内环01中心滑动靠近管体101的外壁,并最终深入管体101的外壁在管体101的外壁上割出多个长槽102,当多个楔块04随着齿环03转动离开多个刀片02的时候,多个刀片02在弹簧的作用下复位,待到管体101末端经过多个刀片02的时候,重复上述操作,从而完成在管体101两个端头的外壁上加工出防滑纹的加工操作。
36.通过观察图2和图5,可以根据图中所示可以得到平稳输送管体101的一个示例性工作过程是:
37.所述制造装置还包括底座09,底座09上固定连接有两个外环06,每个外环06上均通过圆杆滑动连接有多个支辊07,多个支辊07是转动在圆杆上的;在管体101加工出来的时候,使管体101依次穿过两个外环06,利用管体101外壁与多个支辊07的接触来使管体101平稳移动,并利用多个支辊07转动的方式来顺利输送管体101。
38.通过观察图2和图5,可以根据图中所示可以得到满足不同尺寸的管体101输送的一个示例性工作过程是:
39.多个所述的支辊07均滑动连接在外环06上,每个支辊07与外环06内壁之间均固定有弹簧;在管体101进入到多个支辊07支架的时候,能够通过管体101挤压开多个支辊07,利用弹簧来支撑着多个支辊07,使管体101被稳定的夹紧在多个支辊07之间,能够通过多个支辊07通过圆杆在外环06上的滑动来满足不同尺寸的管体101进行输送。
40.通过观察图2和图5,可以根据图中所示可以得到主动输送管体101的一个示例性工作过程是:
41.其中一个所述的支辊07通过电机驱动旋转;能够通过电机来带动支辊07单向转动,从而利用支辊07与管体101之间的摩擦力来带动管体101进行单向移动来完成输送。
42.通过观察图6和图7,可以根据图中所示可以得到粘贴加强块的一个示例性工作过程是:
43.所述制造装置还包括两个力臂12,每个力臂12上均转动连接有一个丝杆11,丝杆11两侧的螺纹旋向相反,每个丝杆11两侧均连接有一个夹板10,夹板10通过螺纹孔连接在丝杆11两侧的螺纹上,夹板10与力臂12面接触,底座09上固定连接有底板15,底板15上转动连接有一个轴14,轴14两侧开设有旋向相反的螺纹,两个力臂12下端通过螺纹孔分别连接在轴14的两侧,两个力臂12滑动在底板15上;在粘贴加强块的时候,只需要先将扣块103的中间部分移动到同一个力臂12上的两个夹板10之间,然后通过减速电机来带动丝杆11转动,使丝杆11带动两个夹板10相互靠近夹紧扣块103,再将另外一个扣块103通过上述方式夹紧在另外两个夹板10之间,在管体101从两个扣块103之间经过的时候,使管体101停止,便可以通过另外的减速电机带动轴14转动来带动两个力臂12在底板15上滑动相互靠近,从而使两个扣块103贴在管体101的外壁上实现扣合,利用胶水将加强块连接在管体101上;通
过间隔一端距离重复上述操作,能够在管体101上间隔连接上多个加强块。
44.通过观察图2和图8,可以根据图中所示可以得到喷涂胶水的一个示例性工作过程是:
45.所述的底座09上设置有两个滑槽16,每个滑槽16中均通过杆滑动连接有一个滑臂17,每个滑臂17与滑槽16之间均连接有弹簧,每个滑臂17上均固定有外接胶水源的喷头18;在夹紧扣块103之后,便可以通过胶水源的压力泵使胶水通过喷头18喷洒在扣块103的内侧面上,从而完成胶水的自动喷涂。
46.通过观察图2、图6、图7和图8,可以根据图中所示可以得到提高效率的一个示例性工作过程是:
47.所述的力臂12上固定有顶板13,力臂12移动时能够通过顶板13推动滑臂17远离底板15;在扣块103的内侧面上喷洒完毕胶水之后,在两个力臂12相互靠近移动的时候,力臂12上的顶板13会推动滑臂17在滑槽16中向着远离底板15的方向滑动,此时滑槽16中的弹簧被压缩,并且使喷头18离开扣块103的移动范围,从而实现在两个扣块103进行扣合的时候,使喷头18自动避开,避免干涉两个扣块103的移动范围,当力臂12复位的时候,滑臂17最终离开顶板13回到最初的位置(力臂12的内侧),从而在另外的两个扣块103夹紧之后继续对另外的两个扣块103内侧面进行胶水的喷涂,从而能够完成连续操作,提高制造效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1