一种立式锁盖机的制作方法
1.本发明涉及锁盖机技术领域,尤其涉及一种立式锁盖机。
背景技术:
2.相关技术中,软管成品一般采用人工方式进行生产,例如,采用人工上料后,通过人工将内塞、功能头和/或盖安装到软管原料上,进而制成软管成品,其生产效率低、生产成本高,严重影响产品的市场竞争力。此外,采用人工方式进行生产,工人的劳动强度高。
3.因此,有必要对现有技术进行改进。
技术实现要素:
4.本发明旨在至少在一定程度上解决现有相关技术中存在的问题之一,为此,本发明提出一种立式锁盖机,其可提高软管成品的生产效率。
5.根据上述提供的一种立式锁盖机,其通过如下技术方案来实现:
6.一种立式锁盖机,包括:
7.机架,在机架上设置有转盘,在转盘上设置有沿周向间隔分布的立式模棒;
8.原料输送带,用于输送软管原料;
9.上原料装置,用于将原料输送带上的软管原料插到立式模棒上;
10.上内塞装置,用于将内塞插入到软管原料中;
11.上功能头装置,用于将功能头安装到内塞上;
12.上盖装置,用于将盖子安装到软管原料上;
13.锁盖装置,用于将软管原料上的盖子锁紧;
14.出成品装置,用于将软管成品放到成品输送带上;
15.成品输送带,用于将软管成品输出。
16.在一些实施方式中,还包括:
17.切嘴/打孔装置,设置于上原料装置和上内塞装置之间,用于对软管原料进行切嘴/打孔。
18.在一些实施方式中,还包括:
19.贴膜装置,设置于切嘴/打孔装置和上内塞装置之间,用于对软管原料进行贴膜。
20.在一些实施方式中,还包括:
21.刮管/对位装置,设置于上功能头装置和上盖装置之间,用于对软管原料进行刮管/对位。
22.在一些实施方式中,还包括:
23.预压/检测装置,设置于刮管/对位装置和上盖装置之间,用于对软管原料进行预压/检测。
24.在一些实施方式中,锁盖装置包括预锁盖装置和紧锁盖装置。
25.在一些实施方式中,还包括:
26.空治具检测装置,设置于成品输送带之后,用于夹取出不良成品。
27.在一些实施方式中,上原料装置包括上原料摆动臂,上原料摆动臂可将原料输送带上的软管原料旋转90
°
后插入到立式模棒中。
28.在一些实施方式中,出成品装置包括出成品摆动臂,出成品摆动臂可将立式模棒上的软管成品旋转90
°
后放到成品输送带上。
29.与现有技术相比,本发明的至少包括以下有益效果:
30.1、本发明的立式锁盖机,其可提高软管成品的生产效率,进而降低成品的生产成本,降低工人的劳动强度,进而达到提高产品的市场竞争力之目的。
附图说明
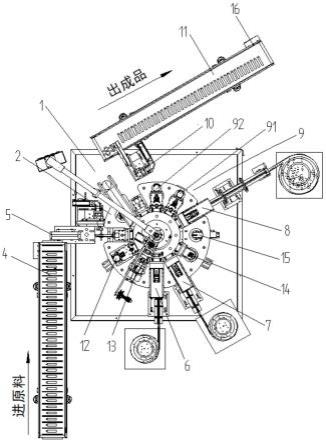
31.图1是本发明实施例中立式锁盖机的俯视示意图;
32.图2是本发明实施例中立式锁盖机一个角度的立体示意图;
33.图3是本发明实施例中立式锁盖机另一个角度的立体示意图。
具体实施方式
34.以下实施例对本发明进行说明,但本发明并不受这些实施例所限制。对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换,而不脱离本发明方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
35.实施例一、如图1、图2和图3所示,本实施例提供了一种立式锁盖机,包括:
36.机架1,在机架1上设置有转盘2,在转盘2上设置有沿周向间隔分布的立式模棒3;
37.原料输送带4,用于输送软管原料;
38.上原料装置5,用于将原料输送带4上的软管原料插到立式模棒3上;
39.上内塞装置6,用于将内塞插入到软管原料中;
40.上功能头装置7,用于将功能头安装到内塞上;
41.上盖装置8,用于将盖子安装到软管原料上;
42.锁盖装置9,用于将软管原料上的盖子锁紧;
43.出成品装置10,用于将软管成品放到成品输送带11上;
44.成品输送带11,用于将软管成品输出。
45.本实施例所提供的立式锁盖机,其可提高软管成品的生产效率,进而降低成品的生产成本,降低工人的劳动强度,进而达到提高产品的市场竞争力之目的。
46.具体的,通过采用本实施例所提供的立式锁盖机可实现内塞、功能头和/或盖子的自动化安装,将内塞、功能头和/或盖子安装于软管原料上以制成软管成品,相比现有采用人工的生产方式,其可提高软管成品的生产效率,进而降低成品的生产成本,降低工人的劳动强度,进而达到提高产品的市场竞争力之目的。
47.进一步的,还包括:
48.切嘴/打孔装置12,设置于上原料装置5和上内塞装置6之间,用于对软管原料进行切嘴/打孔,其结构简单,设计合理、巧妙,通过上述设计利于丰富锁盖机功能,满足不同的生产、设计要求。
49.更进一步的,还包括:
50.贴膜装置13,设置于切嘴/打孔装置12和上内塞装置6之间,用于对软管原料进行贴膜,其结构简单,设计合理、巧妙,通过上述设计利于丰富锁盖机功能,满足不同的生产、设计要求。
51.在本实施例中,还包括:
52.刮管/对位装置14,设置于上功能头装置7和上盖装置8之间,用于对软管原料进行刮管/对位,其结构简单,设计合理、巧妙,通过上述设计利于提高成品质量,降低次品率。
53.在本实施例中,包括:
54.预压/检测装置15,设置于刮管/对位装置14和上盖装置8之间,用于对软管原料进行预压/检测,其结构简单,设计合理、巧妙,通过上述设计利于提高成品质量,降低次品率。
55.进一步的,锁盖装置9包括预锁盖装置91和紧锁盖装置92,其结构简单,设计合理、巧妙,通过上述设计利于将盖子锁紧固定于软管原料上,以高成品质量,降低次品率。
56.在本实施例中,还包括:
57.空治具检测装置16,设置于成品输送带11之后,用于夹取出不良成品,其结构简单,设计合理、巧妙,通过上述设计利于提高成品质量,降低次品率。
58.在本实施例中,上原料装置5包括上原料摆动臂,上原料摆动臂可将原料输送带5上的软管原料旋转90
°
后插到立式模棒3上,其结构简单,设计合理、巧妙,通过上述设计利于实现将软管原料插到立式模棒3上,且上原料摆动臂的工作稳定、可靠,使用寿命更长。
59.在本实施例中,出成品装置10包括出成品摆动臂,出成品摆动臂可将立式模棒3上的软管成品旋转90
°
后放到成品输送带11上,其结构简单,设计合理、巧妙,通过上述设计利于实现将软管成品放到成品输送带11上,且上原料摆动臂的工作稳定、可靠,使用寿命更长。
60.本实施例所提供的立式锁盖机,可采用至少如下两种生产方式:
61.1、通过原料输送带4输送软管原料,然后通过上原料装置5将原料输送带4上的软管原料插到立式模棒3上,通过切嘴/打孔装置12对其进行软切嘴/打孔装置(检测)后,通过贴膜装置13对其进行相应贴膜,通过上内塞装置6将内塞插入到软管原料中,具体的,需要伺服水平移动预位置,气缸上下运动吸住内塞,插入软管原料中后,再通过上功能头装置7进行上功能头,吸住上功能头插入到内塞中,然后再通过预压/检测装置15进行预压/检测。最后通过出成品装置10将软管成品放到成品输送带11上,成品输送带11将软管成品输出。
62.2、通过原料输送带4输送软管原料,然后通过上原料装置5将原料输送带4上的软管原料插到立式模棒3上,通过切嘴/打孔装置12对其进行软切嘴/打孔装置(检测)后,通过贴膜装置13对其进行相应贴膜,然后通过上盖装置8将盖子安装到软管原料上,具体的,通过伺服水平移动预位置,气缸上下吸住盖子,放入软管原料上,然后通过预锁盖装置91和紧锁盖装置92对盖子进行锁紧固定,最后通过出成品装置10将软管成品放到成品输送带11上,成品输送带11将软管成品输出。
63.本实施例所提供的立式锁盖机,可实现软管原料、内塞和功能头,或者软管原料和盖子的组装,相比之前人工上料、内塞、功能头、盖子,其方便快捷。这可以减轻工人劳动强度,提高生产效率。
64.此外,本实施例所提供的立式锁盖机可满足不同的生产需求,适用范围更广。
65.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不
脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1