一种混沌单螺杆挤出注射装置
1.本技术实施例涉及但不限于挤出注射装置领域,尤其涉及一种混沌单螺杆挤出注射装置。
背景技术:
2.单螺杆机构具有结构简单、操作维护方便、能够建立稳定的挤出压力的优点,被广泛应用于挤出成型和注射成型过程。单螺杆机构以摩擦拖曳机理为主,从螺棱法向截面来看,螺槽结构在展开后具有对称性,可以简化成方槽上盖拖动物理模型,固体输送、熔融、混炼及挤出建压均在这样的物理模型内完成,输送机理主要是摩擦拖曳输送。由于流道具有对称性,导致控制挤出过程的熔融塑化、混合混炼的效率低下,加工过程能耗巨大。为提高熔融塑化效率、提升混合混炼效果,目前工程界普遍采用分离型螺杆、屏障型螺杆、销钉螺杆等多种形式,主要通过分离固体床和熔池来强化传热,通过流体的切割分流来强化混合混炼,但强化元件尺度有限,作用不够显著,强化的机理仍局限在经典的层流混合;这些强化措施普遍存在加工弹性弱、固体物料容易阻塞螺槽、存在流道死区容易积料等缺陷。
技术实现要素:
3.以下是对本文详细描述的主题的概述。本概述并非是为了限制权利要求的保护范围。
4.本技术实施例提供了一种混沌单螺杆挤出注射装置,能够产生纵向挤压拉伸流场,叠加螺槽横截面环流作用,诱发混沌混合强化作用。
5.本发明解决其问题所采用的技术方案是:
6.一种混沌单螺杆挤出注射装置,包括:
7.机筒;
8.螺杆,所述螺杆设置于所述机筒内,所述螺杆的外表面设有螺棱、第一扰动件和第二扰动件,所述螺棱沿所述螺杆的轴向方向螺旋延伸,所述第一扰动件的一端与所述螺棱的推力面连接,所述第一扰动件的另一端向所述螺棱的拖曳面方向延伸,所述第二扰动件的一端与所述螺棱的拖曳面连接,所述第二扰动件的另一端向所述螺棱的推力面方向延伸。
9.进一步,所述第一扰动件和所述第二扰动件为曲面锥形结构。
10.进一步,所述第一扰动件和所述第二扰动件在所述螺棱和所述机筒的内壁之间形成用于产生挤压拉伸作用的间隙。
11.进一步,相邻的两条所述螺棱之间形成螺槽。
12.进一步,所述螺槽内设有折流板,所述折流板形成螺旋线的延伸走向。
13.进一步,所述第一扰动件的中心线偏心距离小于或等于所述螺槽的深度,所述第二扰动件的中心线偏心距离小于或等于所述螺槽的深度。
14.进一步,所述第一扰动件的高度满足以下式子:h1=ah,h1为第一扰动件的高度;
所述第二扰动件的高度满足以下式子:h2=ah,h2为第二扰动件的高度;h为所述螺槽的深度,a为权值参数,a的取值范围为0.01至1。
15.进一步,所述第一扰动件对应的圆心角的范围为π/10≤α1≤2π,α1为第一扰动件对应的圆心角;所述第二扰动件对应的圆心角的范围为π/10≤α2≤2π,α2为第二扰动件对应的圆心角。
16.进一步,所述折流板的高度小于或等于所述螺槽的深度。
17.进一步,所述折流板的中心线与所述螺杆的轴线呈偏心布置,所述折流板的偏心距离小于或等于所述螺槽的深度。
18.上述混沌单螺杆挤出注射装置至少具有以下的有益效果:在注射成型过程中,螺杆产生轴向前进后退作用,混沌单螺杆挤出注射装置能够产生纵向挤压拉伸流场,叠加螺槽横截面内横向环流作用,诱发混沌混合强化作用,在保证了流道顺畅的同时,有效强化了物料的熔融塑化和混合混炼效率;第一扰动件和第二扰动件在螺杆轴向截面内产生楔形增压强化作用,形成强化熔融混炼机制,更加有效地提升螺杆的熔融塑化效率。
附图说明
19.附图用来提供对本技术技术方案的进一步理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本技术的技术方案,并不构成对本技术技术方案的限制。
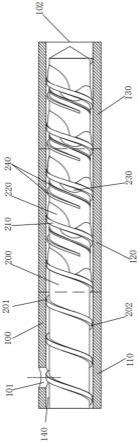
20.图1是本技术实施例所提供的一种混沌单螺杆挤出注射装置的结构图;
21.图2是本技术实施例所提供的螺杆的结构图;
22.图3是第一扰动件和第二扰动件在螺杆横截面内几何构型的结构图;
23.图4是折流板在螺杆横截面内几何构型的结构图。
具体实施方式
24.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
25.需要说明的是,虽然在装置示意图中进行了功能模块划分,在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于装置中的模块划分,或流程图中的顺序执行所示出或描述的步骤。说明书、权利要求书或上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
26.本技术的实施例提供了一种混沌单螺杆挤出注射装置,包括机筒和螺杆,螺杆设置于机筒内,螺杆的外表面设有螺棱、第一扰动件和第二扰动件,螺棱沿螺杆的轴向方向螺旋延伸,第一扰动件的一端与螺棱的推力面连接,第一扰动件的另一端向螺棱的拖曳面方向延伸,第二扰动件的一端与螺棱的拖曳面连接,第二扰动件的另一端向螺棱的推力面方向延伸;能够产生纵向流场,叠加螺槽横截面内横向环流作用,诱发混沌混合强化作用,在保证了流道顺畅的同时,有效强化了物料的熔融塑化和混合混炼效率;在注射成型过程中,螺杆产生轴向前进后退作用,第一扰动件和第二扰动件在螺杆轴向截面内产生楔形增压强化作用,形成强化熔融混炼机制,更加有效地提升螺杆的熔融塑化效率。
27.下面结合附图,对本技术实施例作进一步阐述。
28.参照图1和图2,本技术的实施例提供了一种混沌单螺杆挤出注射装置。混沌单螺杆挤出注射装置包括机筒100和螺杆200。
29.其中,螺杆200设置于机筒100内,螺杆200的外表面设有螺棱210、第一扰动件220和第二扰动件230,螺棱210沿螺杆200的轴向方向螺旋延伸,第一扰动件220的一端与螺棱210的推力面201连接,第一扰动件220的另一端向螺棱210的拖曳面202方向延伸,第二扰动件230的一端与螺棱210的拖曳面202连接,第二扰动件230的另一端向螺棱210的推力面201方向延伸。
30.螺棱210的左右两侧壁根据输送物料受力情况分别形成拖曳面202和推力面201。
31.螺杆200的外表面与机筒100的内表面之间形成物料输送通道140。
32.机筒100的一端的上侧设有进料口101,另一端设有出料口102,机筒100从进料口101至出料口102方向依次设置有输送段110、熔融段120和计量段130。计量段130包括混炼段及均化段。
33.在该实施例中,在注射成型过程中,螺杆200产生轴向前进后退作用,混沌单螺杆挤出注射装置能够产生纵向流场,叠加螺槽横截面内横向环流作用,诱发混沌混合强化作用,在保证了流道顺畅的同时,有效强化了物料的熔融塑化和混合混炼效率;第一扰动件220和第二扰动件230在螺杆200轴向截面内产生楔形增压强化作用,形成强化熔融混炼机制,更加有效地提升螺杆200的熔融塑化效率。
34.在某些实施例中,螺棱210的最外侧与机筒100的内表面相切配合。
35.在某些实施例中,第一扰动件220和第二扰动件230为曲面锥形结构。这使得混沌单螺杆挤出注射装置能够产生之字形纵向流场,叠加螺槽横截面内横向环流作用,诱发混沌混合强化作用
36.在某些实施例中,第一扰动件220和第二扰动件230在螺棱210和机筒100的内壁之间形成用于产生挤压拉伸作用的间隙。当物料经过的时候,间隙对物料产生局部挤压拉伸作用。
37.在某些实施例中,相邻的两条螺棱210之间形成螺槽。
38.在某些实施例中,第一扰动件220和第二扰动件230从螺杆200的压缩段开始呈周期性布置。
39.参照图3,在某些实施例中,第一扰动件220的中心线偏心距离小于或等于螺槽的深度,第二扰动件230的中心线偏心距离小于或等于螺槽的深度。即第一扰动件220的中心线偏心距离为e1,e1的取值范围为0至h;第二扰动件230的中心线偏心距离为e2,e2的取值范围为0至h。
40.在某些实施例中,第一扰动件220的高度满足以下式子:h1=ah,h1为第一扰动件220的高度;第二扰动件230的高度满足以下式子:h2=ah,h2为第二扰动件230的高度;h为螺槽的深度,a为权值参数,a的取值范围为0.01至1。
41.在某些实施例中,第一扰动件220对应的圆心角的范围为π/10≤α1≤2π,α1为第一扰动件220对应的圆心角;第二扰动件230对应的圆心角的范围为π/10≤α2≤2π,α2为第二扰动件230对应的圆心角。
42.例如,可以理解的是,对于曲面锥形结构的第一扰乱件和第二扰乱件,锥形的底边的一个顶点与螺杆200的圆心连成一条边,锥形的底边的另一个顶点与螺杆200的圆心连成
另一条边,两条边形成圆心角。∠aob为第一扰动件220对应的圆心角α1。
43.在某些实施例中,第一扰动件220和第二扰动件230均采用多叶结构,当叶数为n,多叶结构的扰动件的相位差小于等于2π/n。
44.第一扰动件220的导程和第二扰动件230的导程均可以与螺棱210的导程相同,也可以与螺棱210的导程不同。
45.参照图4,在某些实施例中,螺槽内设有折流板240,折流板240形成螺旋线的延伸走向。
46.在某些实施例中,折流板240在螺杆200横截面内呈突出结构;优选地,突出结构为矩形或者类似矩形结构。
47.在某些实施例中,折流板240可以单叶,也可以多叶,多叶折流板240采用峰谷交错模式布置,最大幅度提升扰动作用,强化熔融混炼效果。
48.在某些实施例中,折流板240从螺杆200的压缩段开始呈周期性布置。
49.在某些实施例中,折流板240的高度小于或等于螺槽的深度。
50.第i个折流板240的高度为hbi,则hbi的取值范围为0至h。例如例如第一个折流板240的高度hb1和第二个折流板240的高度hb2均满足取值范围为0至h。
51.在某些实施例中,折流板240的中心线与螺杆200的轴线呈偏心布置,折流板240的偏心距离小于或等于螺槽的深度。
52.折流板240有多个,第i个折流板240的偏心距离为ebi,则ebi的取值范围为0至h。例如第一个折流板240的偏心距离eb1和第二个折流板240的偏心距离eb2均满足取值范围为0至h。
53.折流板240的导程可以与螺棱210的导程相同,也可以与螺棱210的导程不同。例如,折流板240的导程为lb,折流板240的导程与螺棱210的导程相等,即有lb=l。又例如,折流板240第一叶导程为lb1=0.8l,折流板240第二叶导程为lb2=1.2l。
54.折流板240结构与螺杆200螺棱210成一定螺旋角度在螺槽内延伸,结构呈现流线型,且高度呈现周期性变化,多叶折流板240之间呈现峰谷交错布置,实现对流体的切割分流作用,同时在螺槽内引入同宿轨道扰动方式触发混沌混合,提供了螺槽内流体另外一种混沌混合机制,进一步强化了熔融和混炼效率。
55.在该实施例中,流线型的第一扰动件220和第二扰动件230,以及流线型无突变的折流板240,通过与主螺杆200轴线偏性设置螺旋扫略成型,引入偏性非对称作用,能有效降低了流体的滞止效应,提高了螺槽的自洁能力。
56.本技术的某些实施例,提供了一种塑化挤出方法,该塑化挤出方法应用如上的混沌单螺杆挤出注射装置。
57.物料从进料口101进入至机筒100,螺杆200绕自身轴线旋转;受摩擦力的作用下,物料在物料流动通道中沿螺槽向出料口102运动并不断被压实,通过输送段110,进入熔融段120。
58.进入熔融段120的物料在螺杆200的旋转作用下沿螺槽不断前行,并进一步被压实形成固体床,在外加热和摩擦生热的作用下发生部分熔融;物料形成的固体床沿螺槽纵向不断被向前推进,受到第一扰动件220、第二扰动件230和折流板240的协同作用而加速了熔融过程。具体表现在:前行的物料受到第一扰动件220和第二扰动件230挤压变向作用,诱导
混沌混合,同时沿着螺杆200轴向产生楔形增压作用,加速了熔膜迁移,有效地提升了熔融效率。此外,折流板240高度呈现周期性变化,多叶折流板240之间呈现峰谷交错布置,实现对流体的切割分流作用,同时在螺槽内引入同宿轨道扰动方式触发混沌混合,提供了螺槽内流体另外一种混沌混合机制,提供了分散熔融机理,进一步强化了熔融效率。熔融的物料在摩擦力的作用下继续向前输送,进入计量段130。
59.进入计量段130的熔融的物料在摩擦力作用下继续前行。熔体受到第一扰动件220、第二扰动件230和折流板240的作用,一方面通过曲面锥形扰动结构产生局部压缩拉伸作用,另一方面产生之字形纵向流场,叠加螺槽横截面内横向环流作用,诱发混沌混合强化作用,在保证了流道顺畅的同时,有效强化了物料的混合混炼效率;另一方面,锥形扰动结构的存在,当注射成型过程中,螺杆200产生轴向前进后退作用时,在螺杆200轴向截面内产生楔形增压强化拉伸场作用,形成另外一种强化熔融混炼的机制,更加有效地提升螺杆200的混合混炼效率。并进一步完成了物料的熔融和塑化过程,熔融塑化的熔体随着螺杆200的后退运动不断被输送到螺杆200和机筒100之间形成的空腔中。
60.当螺杆200到达后退的极限位置后,在外加轴向推力的作用下沿机筒100轴线向前运动,推动螺杆200前方的塑化好的熔体从出料口102射出,实现注射运动,完成塑化注射一个周期。塑化注射属于周期性过程,当注射动作完成后,可以重复上述过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1