聚氯乙烯混料控制方法、装置及混料设备与流程
1.本发明涉及制造工艺控制技术领域,具体而言,涉及一种聚氯乙烯混料控制方法、装置 及混料设备。
背景技术:
2.聚氯乙烯(polyvinyl chloride,pvc)是一种粘度高,热敏感性强的高分子热塑性材 料,聚氯乙烯加工性能对工艺温度等参数敏感性较强,聚氯乙烯产品质量能否达到生产、用 户的要求、符合标准,不仅与pvc产品的工艺配方,原材料、设备性能有关,还与生产过程 的控制有关。其中,聚氯乙烯作为电线电缆的主要原料之一,pvc原材料的混合工序是pvc 造粒的首道工序,其过程的把控,直接影响后续造粒的工艺及产品的质量。目前通常是采用 温度控制的方式,研究混料过程混料温度与混料时间对产品质量的影响,而该方式忽略了混 料过程中料状态变化相对时间不是恒定不变的这一情况,容易出现混料不达标的情况。另外, 不同类型的pvc混料工艺存在偏差,当需要对不同类型pvc进行混料时,目前通常是人为去 控制设备更改工艺,对操作人员的专业经验要求高,且容易因人为因素影响pvc混料的质量。
技术实现要素:
3.有鉴于此,本技术实施例的目的在于提供一种聚氯乙烯混料控制方法、装置及混料设备, 能够针对不同的pvc混料自动选择相应的工艺控制策略,无需专业操作人员进行手动控制, 能改善因人为因素影响pvc混料质量的问题。
4.为实现上述技术目的,本技术采用的技术方案如下:
5.第一方面,本技术实施例提供了一种聚氯乙烯混料控制方法,应用于混料设备,所述混 料设备包括混料电机及第一容器,所述混料电机用于对所述第一容器中的物料进行搅拌混 合,所述方法包括:
6.在接收到放料信号时,控制所述混料电机运行以搅拌所述第一容器中的物料,并记录所 述混料电机的第一混料时长,所述物料包括聚氯乙烯及辅料;
7.基于预设的聚氯乙烯混料的目标种类,获取与所述目标种类对应的工艺控制策略作为目 标工艺控制策略,所述目标工艺控制策略包括最短混料时长;
8.基于所述第一混料时长和所述目标工艺控制策略,控制所述混料电机对所述第一容器中 的物料进行搅拌混合,其中,所述搅拌混合的时长超过所述最短混料时长。
9.结合第一方面,在一些可选的实施方式中,所述目标工艺控制策略包括预设的所述混料 电机的指定最大电流值及放料电流值,基于所述第一混料时长和所述目标工艺控制策略,控 制所述混料电机对所述第一容器中的物料进行搅拌混合,包括:
10.控制所述混料电机持续运行,并在所述第一混料时长达到所述最短混料时长时,以指定 频率获取所述混料电机的电流值作为第一电流值;
11.判断所述第一电流值是否大于所述指定最大电流值;
12.在所述第一电流值大于所述指定最大电流值后,获取所述混料电机当前的第二电流值;
13.当所述第二电流值小于所述放料电流值时,生成用于向所述第一容器添加氯化聚乙烯的 提示信息;
14.在生成所述提示信息后的第一指定时长时,控制所述第一容器中的电控阀开启,以排放 所述第一容器中经过混合的物料。
15.结合第一方面,在一些可选的实施方式中,所述目标工艺控制策略还包括指定电流差值, 基于所述第一混料时长和所述目标工艺控制策略,控制所述混料电机对所述第一容器中的物 料进行搅拌混合,包括:
16.控制所述混料电机持续运行,并在所述第一混料时长达到所述最短混料时长时,以指定 频率获取所述混料电机的多个电流值,所述多个电流值呈时序排布;
17.当在所述多个电流值中,存在一个峰值电流,且在所述峰值电流之后,存在与所述峰值 电流之差大于所述指定电流差值的电流值时,确定所述混料电机已度过当前混料周期内的最 大电流,且所述峰值电流为所述当前混料周期内的最大电流;
18.基于所述峰值电流确定放料电流值,其中,所述放料电流值与所述峰值电流的比值为指 定比值;
19.在所述混料电机已度过当前混料周期内的最大电流后,获取所述混料电机当前的第二电 流值;
20.当所述第二电流值小于所述放料电流值时,生成用于向所述第一容器添加氯化聚乙烯的 提示信息;
21.在生成所述提示信息后的第一指定时长时,控制所述第一容器中的电控阀开启,以排放 所述第一容器中经过混合的物料。
22.结合第一方面,在一些可选的实施方式中,所述目标工艺控制策略还包括最长混料时长, 所述方法还包括:
23.在所述第一混料时长达到所述最长混料时长时,且在所述第一混料时长内所述第一容器 的电控阀持续处于关闭状态时,控制所述电控阀开启,以排放所述第一容器中经过混合的物 料。
24.结合第一方面,在一些可选的实施方式中,所述目标工艺控制策略还包括预设空转电流, 所述方法还包括:
25.在所述电控阀开启后的第二指定时长时,控制所述电控阀关闭;
26.或者,在所述电控阀开启后的所述第二指定时长后,且所述混料电机的当前电流值小于 等于所述预设空转电流时,控制所述电控阀关闭。
27.结合第一方面,在一些可选的实施方式中,所述方法还包括:
28.当所述电控阀关闭时,对所述混料设备进行复位。
29.结合第一方面,在一些可选的实施方式中,在接收到所述放料信号之前,方法还包括:
30.基于获取的所述混料电机在每种聚氯乙烯混料的混料周期中的电流曲线、最短混料时 长、最长混料时长、在所述混料周期中发出添加氯化聚乙烯的提示信息的时间点,得到与每 种聚氯乙烯混料对应的工艺控制策略。
31.结合第一方面,在一些可选的实施方式中,所述混料设备还包括第二容器,在生成用于 向所述第一容器添加氯化聚乙烯的提示信息之后,所述方法还包括:
32.控制预先容置有氯化聚乙烯的第二容器,向所述第一容器中添加氯化聚乙烯。
33.第二方面,本技术实施例还提供一种聚氯乙烯混料控制装置,应用于混料设备,所述混 料设备包括混料电机及第一容器,所述混料电机用于对所述第一容器中的物料进行搅拌混 合,所述装置包括:
34.第一控制单元,用于在接收到放料信号时,控制所述混料电机运行以搅拌所述第一容器 中的物料,并记录所述混料电机的第一混料时长,所述物料包括聚氯乙烯及辅料;
35.获取单元,用于基于预设的聚氯乙烯混料的目标种类,获取与所述目标种类对应的工艺 控制策略作为目标工艺控制策略,所述目标工艺控制策略包括最短混料时长;
36.第二控制单元,用于基于所述第一混料时长和所述目标工艺控制策略,控制所述混料电 机对所述第一容器中的物料进行搅拌混合,其中,所述搅拌混合的时长超过所述最短混料时 长。
37.第三方面,本技术实施例还提供一种混料设备,所述混料设备包括混料电机、第一容器、 处理器及存储器,所述存储器内存储计算机程序,当所述计算机程序被所述处理器执行时, 使得所述混料设备执行上述的方法。
38.采用上述技术方案的发明,具有如下优点:
39.在本技术提供的技术方案中,可以基于预设的聚氯乙烯混料的目标种类,自动获取与目 标种类对应的工艺控制策略作为目标工艺控制策略,然后,再基于第一混料时长和目标工艺 控制策略,控制混料电机对第一容器中的物料进行搅拌混合,其中,搅拌混合的时长超过最 短混料时长,如此,针对不同的pvc混料可以自动选择相应的工艺控制策略,无需专业操作 人员进行手动控制,有利于提高pvc混料的质量,能改善因人为因素影响pvc混料质量的问 题。
附图说明
40.本技术可以通过附图给出的非限定性实施例进一步说明。应当理解,以下附图仅示出了 本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在 不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
41.图1为本技术实施例提供的混料设备的框图。
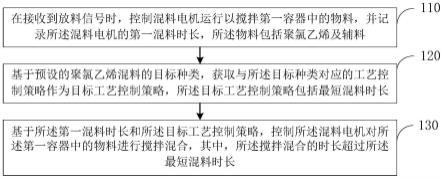
42.图2为本技术实施例提供的聚氯乙烯混料控制方法的流程示意图。
43.图3为本技术实施例提供的混料电机在混料过程中的电流波形图。
44.图4为本技术实施例提供的聚氯乙烯混料控制装置的框图。
45.图标:10-混料设备;11-处理模块;12-存储模块;13-混料电机;300-聚氯乙烯混料控 制装置;310-第一控制单元;320-获取单元;330-第二控制单元。
具体实施方式
46.以下将结合附图和具体实施例对本技术进行详细说明,需要说明的是,在附图或说明书 描述中,相似或相同的部分都使用相同的图号,附图中未绘示或描述的实现方式,为所属技 术领域中普通技术人员所知的形式。在本技术的描述中,术语“第一”、“第二”等
仅用于 区分描述,而不能理解为指示或暗示相对重要性。
47.请参照图1,本技术实施例提供一种混料设备10可以包括混料电机13、第一容器、处 理模块11及存储模块12。混料电机13用于对所述第一容器中的物料进行搅拌混合,存储模 块12内存储计算机程序,当计算机程序被处理模块11执行时,使得混料设备10能够执行 下述聚氯乙烯混料控制方法中的相应步骤。
48.可理解地,混料电机13的转轴联接有搅拌轴或用于搅拌的其他机构。搅拌轴设置在第 一容器中,当混料电机13运行时,可以带动搅拌轴转动,从而可以对第一容器中的物料进 行搅拌。
49.在本实施例中,混料电机13还可以包括第二容器,第二容器用于容置氯化聚乙烯 (chlorinated polyethylene,cpe),以便于向第一容器的物料中添加cpe进行混合。
50.请参照图2,本技术还提供一种聚氯乙烯混料控制方法,可以应用于上述的混料设备10。 其中,聚氯乙烯混料控制方法可以包括如下步骤:
51.步骤110,在接收到放料信号时,控制所述混料电机13运行以搅拌所述第一容器中的物 料,并记录所述混料电机13的第一混料时长,所述物料包括聚氯乙烯及辅料;
52.步骤120,基于预设的聚氯乙烯混料的目标种类,获取与所述目标种类对应的工艺控制 策略作为目标工艺控制策略,所述目标工艺控制策略包括最短混料时长;
53.步骤130,基于所述第一混料时长和所述目标工艺控制策略,控制所述混料电机13对所 述第一容器中的物料进行搅拌混合,其中,所述搅拌混合的时长超过所述最短混料时长。
54.下面将对聚氯乙烯混料控制方法的各步骤进行详细阐述,如下:
55.在步骤110中,放料信号可以根据实际情况灵活生成。例如,首先由计量秤对需要混合 的聚氯乙烯及辅料进行称重,当聚氯乙烯及辅料的重量满足设定重量时,便将聚氯乙烯及辅 料放入第一容器中,同时生成放料信号。计量秤与处理模块11连接,处理模块11在接收到 该放料信号时,便可以控制混料电机13运行以搅拌第一容器中的物料。或者,放料信号可 以由操作人员通过按压相应的控制按钮,来触发生成。
56.其中,辅料可以包括但不限于树脂、重钙、纳米钙及增塑剂等常规材料。另外,不同种 类pvc混料所对应的各成分(比如,聚氯乙烯、树脂、重钙、纳米钙及增塑剂)的质量比例 为常规的配方,这里不再赘述。
57.在投料时,聚氯乙烯、树脂、填充剂、添加剂和增塑剂等材料同时添加,以投放在第一 容器中。
58.在接收到放料信号时,处理模块11便可以开始从零计时,同时,意味着一个新的混料 周期开始,通过计时,可以实时记录聚氯乙烯及辅料的混料时长,以作为第一混料时长。
59.在步骤110之前,方法还包括创建与每种聚氯乙烯混料对应的工艺控制策略的步骤。例 如,在接收到所述放料信号之前,方法还包括:
60.基于获取的所述混料电机13在每种聚氯乙烯混料的混料周期中的电流曲线、最短混料 时长、最长混料时长、在所述混料周期中发出添加氯化聚乙烯的提示信息的时间点,得到与 每种聚氯乙烯混料对应的工艺控制策略。
61.可理解地,在试验阶段,可以采集混料电机13在混料运行过程中的大量的数据集。数 据集包括每种聚氯乙烯混料在一个混料周期中的电流曲线、最短混料时长、最长混料时
长、 在混料周期中发出添加氯化聚乙烯的提示信息的时间点、混料电机13在加料时的电流值、 混料电机13在加氯化聚乙烯时的电流值、放料时的电流值与时间点。其中,发出提示信息 的时间点为相对混料周期的时间节点。然后,在数据集中,针对每种聚氯乙烯混料的数据, 去除离散度较大的数据,以过滤无效或异常的数据。其中,过滤离散度较大的数据的方式为 常规方式,可以根据实际情况灵活确定,这里不再赘述。
62.当完成数据过滤后,可以基于每种聚氯乙烯混料的数据,求取平均值,从而可以得到每 种聚氯乙烯混料在一个混料周期中的电流曲线、最短混料时长、最长混料时长、在混料周期 中发出添加氯化聚乙烯的提示信息的时间点、混料电机13在加料时的电流值、混料电机13 在加氯化聚乙烯时的电流值、放料时的电流值与时间点等信息,以作为每种聚氯乙烯混料对 应的工艺控制策略。其中,每种聚氯乙烯混料的工艺控制策略可以存储在存储模块12中, 以便于在进行混料时,从存储模块12中自动选择与当前目标种类对应的工艺控制策略作为 目标工艺控制策略。
63.发明人研究发现,pvc混料的状态随温度变化的快慢与环境、设备、原材料种类等各种 因素有关,不能单以温度去控制整个混料过程。混料过程中混料电机13的负载在变化,导 致电流一直变化,并不是恒定不变的,这个过程中没有再额外增加料量,而负载在变化,即, 料状态的变化引起了料负载的变化,即料状态变化的同时,电流也在变化。这也符合混料过 程中,发生的物化反应使料的状态变化的实际情况。即,温度与料的状态无关,温度只能单 纯反应料的温度;而电流的变化与料状态的变化息息相关,料的不同状态可以从电流的状态 以及变化速度显示出来,从而得出结论,可以根据电流的变化控制整个混料过程,从而可以 基于混料电机13的电流值创建与每种聚氯乙烯混料对应的工艺控制策略。
64.请参照图3,图3表示混料电机13的电流值随时间变化的波形图,纵轴表示的混料电机 13的电流值,横轴表示时间,且时间线从右往左走。其中,在一个混料周期中(可将最长混 料时长t2作为一个混料周期),a点可以作为开始pvc加料的时间节点,b点作为完成pvc 加料的时间节点,c点作为在一个混料周期中的最短混料时长t1的节点,d点作为一个混料 周期中的最大峰值电流;e点作为开始放料时的电流值与时间节点,f点作为完成放料时的 节点。pvc混料过程中树脂与增塑剂随着搅拌时间的延长,逐渐捏合成团状,混料电机13 负载增加,电流上升。
65.在步骤120中,预设的聚氯乙烯混料的目标种类可以是在进行混料之前,由操作人员根 据当前需要混料的pvc种类而输入的信息,可以根据实际情况灵活确定。其中,每种聚氯乙 烯混料与对应的工艺控制策略一一关联,如此,可以基于目标种类索引到与目标种类对应的 工艺控制策略,以作为目标工艺控制策略。
66.在目标工艺控制策略中,可以包括但不限于最短混料时长、最长混料时长、在混料周期 中发出添加氯化聚乙烯的提示信息的时间点、混料电机13在加料时的电流值、混料电机13 在加氯化聚乙烯时的电流值、放料时的电流值与时间点等信息。
67.在步骤130中,处理模块11可以基于目标工艺控制策略对混料设备10中的各个执行模 块(例如,混料电机13、电控阀)进行控制,从而实现聚氯乙烯的混料控制。
68.作为一种可选的实施方式,目标工艺控制策略包括预设的所述混料电机13的指定最大 电流值及放料电流值,步骤130可以包括:
69.步骤131,控制所述混料电机13持续运行,并在所述第一混料时长达到所述最短混
料时 长时,以指定频率获取所述混料电机13的电流值作为第一电流值;
70.步骤132,判断所述第一电流值是否大于所述指定最大电流值;
71.步骤133,在所述第一电流值大于所述指定最大电流值后,获取所述混料电机13当前的 第二电流值;
72.步骤134,当所述第二电流值小于所述放料电流值时,生成用于向所述第一容器添加氯 化聚乙烯的提示信息;
73.步骤135,在生成所述提示信息后的第一指定时长时,控制所述第一容器中的电控阀开 启,以排放所述第一容器中经过混合的物料。
74.在本实施例中,最短混料时长时、最长混料时长、第一指定时长、第二指定时长、指定 频率、指定最大电流值、放料电流值等参数均可以根据实际情况灵活设置,这里不作具体限 定。
75.在混料过程中,若混料电机13的混料时长达到最短混料时长,此时,便可以周期性地 获取混料电机13的电流值,以作为第一电流值,如此,可以得到呈时间序列分布的多个第 一电流值。
76.其中,指定最大电流值可以略小于整个混料周期的最大峰值电流。若当前采集得到的第 一电流值大于指定最大电流值,则表示混料电机13的电流值已达到或即将达到整个混料周 期的最大峰值电流。此后,会继续采集混料电机13的电流值,并将所采集的电流值作为第 二电流值。
77.若当前的第二电流值小于放料电流值,则表示此时需要向第一容器添加氯化聚乙烯(简 称cpe),从而生成用于向第一容器添加cpe的提示信息。
78.在生成用于向所述第一容器添加氯化聚乙烯的提示信息之后,所述方法还可以包括:控 制预先容置有氯化聚乙烯的第二容器,向所述第一容器中添加氯化聚乙烯。
79.可理解地,第二容器可以设置有电控阀,并通过该电控阀控制第二容器与第一容器的连 通性。第一容器上的电控阀可以称为第一电控阀,第二容器上的电控阀即为第二电控阀。当 第二电控阀开启时,可以将第二容器中的物料投入至第一容器中。在本实施例中,混料设备 10的第二容器可以预先容置有相应质量的氯化聚乙烯材料,当生成有加氯化聚乙烯的提示信 息时,可以控制第二容器中的第二电控阀开启,以使第二容器中的氯化聚乙烯通过第二电控 阀进入第一容器中。如此,可以实现氯化聚乙烯的自动添加,减少人工参与流程。
80.在其他实施方式中,混料设备10还可以包括提示灯或喇叭等提示模块,提示模块可以 基于提示信息发出声音、灯光提示。操作人员可以基于发出的用于添加氯化聚乙烯的提示信 息,采用人工操作的方式,向第一容器添加氯化聚乙烯。其中,向第一容器中添加的氯化聚 乙烯的质量为本领域技术人员熟知,这里不作限定。
81.需要说明的是,cpe是一种小料,对混料的韧性影响较大,是在料混好从混料锅放出之 前投,如果提前投入,则会导致混料电机13负荷太大,容易承受不了负荷。
82.在本实施例中,在生成提示信息后,可以默认在度过第一指定时长时,已完成向第一容 器添加cpe的操作流程,且完成对cpe和第一容器中pvc物料的混合,此时,便满足排放的 条件,即,控制第一容器中的电控阀开启,以排放第一容器中经过混合的物料。
83.作为一种可选的实施方式,目标工艺控制策略还包括指定电流差值,步骤130可以
包括:
84.步骤231,控制所述混料电机13持续运行,并在所述第一混料时长达到所述最短混料时 长时,以指定频率获取所述混料电机13的多个电流值,所述多个电流值呈时序排布;
85.步骤232,当在所述多个电流值中,存在一个峰值电流,且在所述峰值电流之后,存在 与所述峰值电流之差大于所述指定电流差值的电流值时,确定所述混料电机13已度过当前 混料周期内的最大电流,且所述峰值电流为所述当前混料周期内的最大电流;
86.步骤233,基于所述峰值电流确定放料电流值,其中,所述放料电流值与所述峰值电流 的比值为指定比值;
87.步骤234,在所述混料电机13已度过当前混料周期内的最大电流后,获取所述混料电机 13当前的第二电流值;
88.步骤235,当所述第二电流值小于所述放料电流值时,生成用于向所述第一容器添加氯 化聚乙烯的提示信息;
89.步骤236,在生成所述提示信息后的第一指定时长时,控制所述第一容器中的电控阀开 启,以排放所述第一容器中经过混合的物料。
90.在混料电机13运转过程中电流存在上下波动的情况,产生假波峰,在抓取电流最终峰 值时,需要准确识别假波峰并过滤。
91.可理解地,相比于步骤131至步骤135,在判断混料电机13是否已度过当前混料周期内 的最大电流时,在步骤231至步骤236中,是随着混料电机13的电流的不断攀升,只要检 测到当前电流大于上次采集的电流,即用当前电流替换上次的电流,如此循环,直到电流达 到最大值。然后,当前采集的电流值小于上次的电流值,意味着电流开始下降,在当前电流 值下降到与最大电流值之差为某一个值(即为指定电流差值,比如为10安培)时,即认为 电流已经达到过最大峰值。如此,可以过滤电流的假波峰,从而能准确识别到实际的最大峰 值电流。
92.其中,放料电流可以基于最大峰值电流来确定。例如,放料电流值与峰值电流的比值可 以为0.89。
93.在本实施例中,放料电流通常需要小于一个特定值。例如,放料电流需要小于83安培。 若放料电流大于83安培,则需要重新确定一个小于83安培的电流值以作为实际的放料电流。 重新确定放料电流的方式可以为:继续采集混料电机13的电流值,得到呈时间序列排布的 多个电流值,当在多个电流值中,存在一个峰值电流,且在峰值电流之后,存在与峰值电流 之差大于指定电流差值的电流值时,则利用该峰值电流与上述的指定比值相乘,从而得到新 的放料电流,若新的放料电流仍然大于或等于特定值(如83安培),则会重复前面的过程, 直至新的放料电流小于特定值。
94.若持续得不到小于特定值的放料电流,则会在混料时长达到最长混料时长时,排放第一 容器中的物料。请再次参照图3,在c-d所对应的区间,即为指定最大电流可调范围s1;在 d-e所对应的区间,即为放料电流可调范围s2。指定最大电流与放料电流均可以根据实际情 况灵活确定。
95.在所述混料电机13已度过当前混料周期内的最大电流后,会继续获取所述混料电机13 当前的电流以作为第二电流值,若第二电流值小于放料电流值,意味着此时,需要向第一容 器内添加cpe,并生成提示信息。然后,混料设备10可以默认在生成提示信息后,且
度过第 一指定时长时,已完成向第一容器添加cpe的操作流程,且完成对cpe和第一容器中pvc物 料的混合,此时,便满足排放的条件,即,控制第一容器中的电控阀开启,以排放第一容器 中经过混合的物料。
96.pvc、cpe等物料经过混合后,由第一容器所排出的物料,可以用于进行pvc造粒,所形 成的颗粒物料即为目标种类的pvc颗粒。基于上述的混料控制,所得到的目标种类的pvc颗 粒通常满足生产要求,可以作为电缆的绝缘和护套材料。
97.作为一种可选的实施方式,所述目标工艺控制策略还包括最长混料时长,所述方法还包 括:
98.在所述第一混料时长达到所述最长混料时长时,且在所述第一混料时长内所述第一容器 的电控阀持续处于关闭状态时,控制所述电控阀开启,以排放所述第一容器中经过混合的物 料。
99.可理解地,如果混料设备10出现问题,混料电机13的电流波动较大,导致混料控制失 效,此时,在一个混料周期中,若混料时间达到设置的最长混料时长就无条件放料。即,在 第一混料时长达到最长混料时长时,且期间第一容器的电控阀并未打开过,则表示混料设备10出现异常,此时,需要控制第一容器的电控阀开启,以排放第一容器中经过混合的聚氯乙 烯及辅料,防止由于混料设备10机械故障及原料突然变化导致的电流控制失效情况。
100.作为一种可选的实施方式,所述目标工艺控制策略还包括预设空转电流,所述方法还包 括:
101.在所述电控阀开启后的第二指定时长时,控制所述电控阀关闭;
102.或者,在所述电控阀开启后的所述第二指定时长后,且所述混料电机13的当前电流值 小于等于所述预设空转电流时,控制所述电控阀关闭。
103.可理解地,当第一容器上的电控阀开启时,便表示此时正在排放第一容器中的物料。混 料设备10可以默认在电控阀开启一端时间后就排放完第一容器中的物理。即,在电控阀开 启后的第二指定时长时,便控制电控阀关闭,以为下次混料做准备。其中,第二指定时长可 以根据实际情况灵活设置。
104.在排放第一容器的物料过程中,混料电机13仍然在持续运转。为了确保第一容器中的 物料被排放干净,可以是在电控阀开启后的第二指定时长后,再检测混料电机13的当前电 流值是否小于等于预设空转电流,若混料电机13的当前电流值小于等于预设空转电流,表 示混料电机13处于空转状态,意味着第一容器中的物料已排放干净,此时,便可以控制电 控阀关闭,防止出现焦料的情况。如此,可以实现第一容器物料自动排放与自动关闭,提高 混料流程的自动化及可靠性。
105.其中,在设定“预设空转电流”时,考虑到混料锅(第一容器)内的搅拌刀具与锅内壁 存在间隙,会有小部分料无法完全放出,因此在设定“预设空转电流”时会在实际的空转电 流的基础上提高5-10安培中的任意值。实际的空转电流可以根据实际情况灵活确定,用于 表示混料第一容器中不存在任何物料时,混料电机13处于空转状态下的电流值。
106.作为一种可选的实施方式,所述方法还包括:当所述电控阀关闭时,对所述混料设备10 进行复位。
107.当电控阀关闭时,表示当前的混料控制流程已结束,可以通过复位,为下次混料控制做 准备。在复位过程中,处理模块11所记录在上一周期中的混料电机13的电流值、第一
混料 时长可以均被清零。可理解地,通过对混料设备10进行复位,可以让混料设备10为下一次 pvc混料做准备,避免上次混料中采集的数据影响下次混料控制,从而有利于提高每次pvc 混料控制的可靠性。
108.基于上述设计,电流随着料的变化呈现上升再下降的趋势,不管上升或者下降都与料的 状态息息相关,控制更加准确,可以实现pvc、辅料等材料的均匀混合。电流控制后不会出 现料没混好而提前放料的问题,电流控制后可以保证每一锅料混好后都放干净,不会与下一 锅叠加而造成混料机超负荷运转,从而保护电机;电流控制后无需人工调节参数,可实现全 自动化运转,不需要检测温度的热电偶,(且热电偶经常坏,检测不准),可以保证上一锅 料放干净,不会因与下一锅料叠加而对混料电机13造成不必要的损耗。另外,相对温度控 制,本技术实施例提供的混料控制方法的能耗可以降低10%。
109.请参照图4,本技术还提供一种聚氯乙烯混料控制装置300,可以应用于上述的混料设 备10中。聚氯乙烯混料控制装置300包括至少一个可以软件或固件(firmware)的形式存储 于存储模块12中或固化在操作系统(operating system,os)中的软件功能模块。处理模块 11用于执行存储模块12中存储的可执行模块,例如聚氯乙烯混料控制装置300所包括的软 件功能模块及计算机程序等。
110.聚氯乙烯混料控制装置300包括第一控制单元310、获取单元320及第二控制单元330, 各单元具有的功能可以如下:
111.第一控制单元310,用于在接收到放料信号时,控制所述混料电机13运行以搅拌所述第 一容器中的物料,并记录所述混料电机13的第一混料时长,所述物料包括聚氯乙烯及辅料;
112.获取单元320,用于基于预设的聚氯乙烯混料的目标种类,获取与所述目标种类对应的 工艺控制策略作为目标工艺控制策略,所述目标工艺控制策略包括最短混料时长;
113.第二控制单元330,用于基于所述第一混料时长和所述目标工艺控制策略,控制所述混 料电机13对所述第一容器中的物料进行搅拌混合,其中,所述搅拌混合的时长超过所述最 短混料时长。
114.可选地,目标工艺控制策略包括预设的所述混料电机13的指定最大电流值及放料电流 值,第二控制单元330还可以用于:
115.控制所述混料电机13持续运行,并在所述第一混料时长达到所述最短混料时长时,以 指定频率获取所述混料电机13的电流值作为第一电流值;
116.判断所述第一电流值是否大于所述指定最大电流值;
117.在所述第一电流值大于所述指定最大电流值后,获取所述混料电机13当前的第二电流 值;
118.当所述第二电流值小于所述放料电流值时,生成用于向所述第一容器添加氯化聚乙烯的 提示信息;
119.在生成所述提示信息后的第一指定时长时,控制所述第一容器中的电控阀开启,以排放 所述第一容器中经过混合的物料。
120.可选地,目标工艺控制策略还包括指定电流差值,第二控制单元330还可以用于:
121.控制所述混料电机13持续运行,并在所述第一混料时长达到所述最短混料时长时,以 指定频率获取所述混料电机13的多个电流值,所述多个电流值呈时序排布;
122.当在所述多个电流值中,存在一个峰值电流,且在所述峰值电流之后,存在与所述峰值 电流之差大于所述指定电流差值的电流值时,确定所述混料电机13已度过当前混料周期内 的最大电流,且所述峰值电流为所述当前混料周期内的最大电流;
123.基于所述峰值电流确定放料电流值,其中,所述放料电流值与所述峰值电流的比值为指 定比值;
124.在所述混料电机13已度过当前混料周期内的最大电流后,获取所述混料电机13当前的 第二电流值;
125.当所述第二电流值小于所述放料电流值时,生成用于向所述第一容器添加氯化聚乙烯的 提示信息;
126.在生成所述提示信息后的第一指定时长时,控制所述第一容器中的电控阀开启,以排放 所述第一容器中经过混合的物料。
127.可选地,目标工艺控制策略还包括最长混料时长,第二控制单元330还可以用于:在所 述第一混料时长达到所述最长混料时长时,且在所述第一混料时长内所述第一容器的电控阀 持续处于关闭状态时,控制所述电控阀开启,以排放所述第一容器中经过混合的物料。
128.可选地,目标工艺控制策略还包括预设空转电流,第二控制单元330还可以用于:在所 述电控阀开启后的第二指定时长时,控制所述电控阀关闭;或者,在所述电控阀开启后的所 述第二指定时长后,且所述混料电机13的当前电流值小于等于所述预设空转电流时,控制 所述电控阀关闭。
129.可选地,聚氯乙烯混料控制装置300还可以包括复位单元,用于当所述电控阀关闭时, 对所述混料设备10进行复位。
130.可选地,聚氯乙烯混料控制装置300还可以包括创建单元。在接收到所述放料信号之前, 创建单元用于基于获取的所述混料电机13在每种聚氯乙烯混料的混料周期中的电流曲线、 最短混料时长、最长混料时长、在所述混料周期中发出添加氯化聚乙烯的提示信息的时间点, 得到与每种聚氯乙烯混料对应的工艺控制策略。
131.可选地,所述混料设备10还包括第二容器,在生成用于向所述第一容器添加氯化聚乙 烯的提示信息之后,第二控制单元330还可以用于:控制预先容置有氯化聚乙烯的第二容器, 向所述第一容器中添加氯化聚乙烯。
132.在本实施例中,处理模块11可以是一种集成电路芯片,具有信号码的处理能力。上述处 理模块11可以是通用处理器。例如,该处理器可以是中央处理器(central processing unit, cpu)、数字信号码处理器(digital signal processing,dsp)、专用集成电路(applicationspecific integrated circuit,asic)、现场可编程门阵列(field-programmable gatearray,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件,可以 实现或者执行本技术实施例中的公开的各方法、步骤及逻辑框图。
133.存储模块12可以是,但不限于,随机存取存储器,只读存储器,可编程只读存储器,可 擦除可编程只读存储器,电可擦除可编程只读存储器等。在本实施例中,存储模块12可以用 于存储与每种聚氯乙烯混料对应的工艺控制策略。当然,存储模块12还可以用于存储程序, 处理模块11在接收到执行指令后,执行该程序。
134.可以理解的是,图1中所示的混料设备10结构仅为一种结构示意图,混料设备10还
可以 包括比图1所示更多的组件。图1中所示的各组件可以采用硬件、软件或其组合实现。
135.需要说明的是,所属领域的技术人员可以清楚地了解到,为描述的方便和简洁,上述描 述的混料设备10的具体工作过程,可以参考前述方法中的各步骤对应过程,在此不再过多赘 述。
136.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到本技术可以通过硬件 实现,也可以借助软件加必要的通用硬件平台的方式来实现,基于这样的理解,本技术的技 术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可 以是cd-rom,u盘,移动硬盘等)中,包括若干指令用以使得一台计算机设备(可以是个人计 算机,混料设备,或者网络设备等)执行本技术各个实施场景所述的方法。
137.综上所述,本技术实施例提供一种聚氯乙烯混料控制方法、装置及混料设备。在本方案 中,可以基于预设的聚氯乙烯混料的目标种类,自动获取与目标种类对应的工艺控制策略作 为目标工艺控制策略,然后,再基于第一混料时长和目标工艺控制策略,控制混料电机对第 一容器中的物料进行搅拌混合,其中,搅拌混合的时长超过最短混料时长,如此,针对不同 的pvc混料可以自动选择相应的工艺控制策略,无需专业操作人员进行手动控制,有利于提 高pvc混料的质量,能改善因人为因素影响pvc混料质量的问题。
138.在本技术所提供的实施例中,应该理解到,所揭露的装置、系统和方法,也可以通过其 它的方式实现。以上所描述的装置、系统和方法实施例仅仅是示意性的,例如,附图中的流 程图和框图显示了根据本技术的多个实施例的系统、方法和计算机程序产品的可能实现的体 系架构、功能和操作。在这点上,流程图或框图中的每个方框可以代表一个模块、程序段或 代码的一部分,所述模块、程序段或代码的一部分包含一个或多个用于实现规定的逻辑功能 的可执行指令。也要注意的是,框图和/或流程图中的每个方框、以及框图和/或流程图中的 方框的组合,可以用执行规定的功能或动作的专用的基于硬件的系统来实现,或者可以用专 用硬件与计算机指令的组合来实现。另外,在本技术各个实施例中的各功能模块可以集成在 一起形成一个独立的部分,也可以是各个模块单独存在,也可以两个或两个以上模块集成形 成一个独立的部分。
139.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技 术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修 改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1