橡胶波纹管自动脱模工装的制作方法
1.本发明涉及橡胶波纹管生产技术领域,特别涉及一种橡胶波纹管自动脱模工装。
背景技术:
2.目前针对多行腔的橡胶波纹管模仁,主要通过人工一个一个地完成脱模,或是人员借助工装通过多次的重复操作及过程中的人员的不断检查和确认来完成所有行腔波纹管的脱模工作。但是由操作人员进行人工操作,分多次完成行脱模工作体力消耗大,工作效率低。同时受限于不同操作人员的操作手法和力度的差异,导致最终产品的质量参差不齐,并且不良率和模具故障率较高。
3.如公开号为cn205704891u,公告日为2016年11月26日的专利文件公开了一种波纹管类的橡胶制品气动卸模工装,包括充气枪和枪筒;所述充气枪一端与气泵连接,另一端与枪筒螺合连接;所述枪筒为双层腔体结构,一端设有开口,另一端设有螺纹孔。所述枪筒的外层内侧设有防滑环槽。所述充气枪上设有扳机,末端设有防脱接口。所述枪筒的内层和外层之间焊接有连接板。
4.上述方案,解决了人工卸模时的烫伤问题,使卸模时间缩短,提高了效率。但仍需人工进行逐个脱模操作,工作效率以及脱模稳定程度仍无法满足需求。
技术实现要素:
5.为解决上述现有技术中人工脱模工作效率低、产品质量不一,不良率及模具故障率较高的不足,本发明提供一种橡胶波纹管自动脱模工装,包括
6.主体,用于提供整体框架。
7.主体包括主板、伸缩模块及底板。主板上设有直线轴套安装孔,伸缩模块通过直线轴套安装孔固定在主板上,伸缩模块的输出端贯穿主板。底板与伸缩模块的输出端固定连接,底板与主板平行设置。底板在伸缩模块驱动下,沿垂直于主板所在平面的方向往复运动。
8.气枪模块,固定于主板接近底板的一侧,用于对产品吹气使其脱模。
9.物料保护模块,设置于主板与底板之间,用于防止脱模时产品损坏。
10.在一实施例中,底板上设有限位结构,限位结构包括限位轴,限位轴通过主板上的限位孔贯穿主板。
11.在一实施例中,限位孔上还安装有直线轴套,限位轴穿过直线轴套。
12.在一实施例中,气枪模块包括气枪驱动机构、气枪推杆及脱模气枪。气枪驱动机构的非输出端固定在主板上,气枪推杆与气枪驱动机构输出端固定连接,脱模气枪设置在气枪推杆上。
13.在一实施例中,物料保护模块包括第一保护结构及第二保护结构。第一保护结构固定在主板上,第二保护结构固定在底板上。
14.第一保护结构包括第一管口夹及第一管身夹。第二保护结构包括第二管口夹及第
二管身夹。
15.在一实施例中,主板及第一保护结构上设有下料顶杆过孔,下料顶杆过孔贯穿主板及第一保护结构。
16.主板上还设有下料模块,下料模块包括下料安装板、下料驱动结构、下料推杆及下料轴。下料驱动结构的非输出端通过下料安装板固定在主板上,下料推杆固定在下料驱动结构的输出端,下料轴固定在下料推杆上。下料轴在下料驱动结构驱动下通过下料顶杆过孔进入物料保护模块内部。
17.在一实施例中,第二管口夹底部设有检测口,检测口上设置有下料传感器。
18.在一实施例中,主板上还设有吹废模块,吹废模块设置于第一管身夹远离第一管口夹一端的主板上。
19.在一实施例中,主板上设有用于松动模仁卡扣的模仁卡扣顶杆及用于将模仁结复位的模仁复位推杆。
20.在一实施例中,主板上还设有用于与外部固定的连接板,连接板上还设有模仁翻转推杆。
21.基于上述,与现有技术相比,本发明提供的一种橡胶波纹管自动脱模工装,可代替人员完成多行腔的波纹管产品的脱模,同时能够检查和反馈结果。可实现无人员参与的全自动的循环操作,且能使用一套系统操作多台机或者多个产品,大大减少了模具故障及人员更替和适应所花的工时和质量成本。
22.本发明的其它特征和有益效果将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他有益效果可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;在下面描述中附图所述的位置关系,若无特别指明,皆是图示中组件绘示的方向为基准。
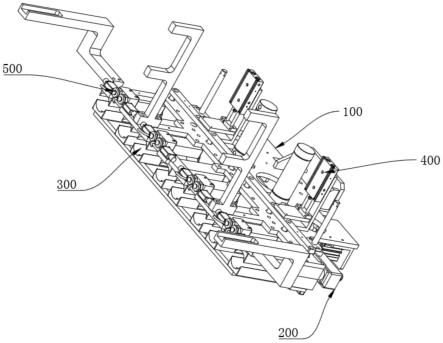
24.图1为本发明提供的橡胶波纹管自动脱模工装一实施例立体图。
25.图2为本发明一实施例左视图。
26.图3为本发明一实施例另一角度立体图。
27.图4为本发明一实施例中主体的立体图。
28.图5为本发明一实施例中主板的主视图。
29.图6为本发明一实施例中底板的主视图。
30.图7为本发明一实施例中主板及气枪模块的立体图。
31.图8为本发明一实施例中气枪模块的立体图。
32.图9为本发明一实施例中物料保护模块及吹废模块安装后的立体图。
33.图10为图9左视图。
34.图11为本发明一实施例中第一管口夹及第二管口夹的立体图。
35.图12为本发明一实施例中下料模块安装后的立体图。
36.图13为本发明一实施例中下料模块另一角度的立体图。
37.图14为本发明一实施例中吹废模块的立体图。
38.图15为本发明一实施例中松抬模仁卡扣的立体示意图。
39.图16为本发明一实施例中模仁复位的立体示意图。
40.图17为本发明一实施例中翻转模仁的立体示意图。
41.附图标记:
42.100 主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110 主板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111 直线轴套安装孔
43.112 限位孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
113 下料顶杆过孔
ꢀꢀꢀꢀꢀꢀꢀꢀ
120 底板
44.130 伸缩模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
140 限位结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
141 限位轴
45.142 直线轴套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
150 模仁卡扣顶杆
ꢀꢀꢀꢀꢀꢀꢀꢀ
160 模仁复位推杆
46.170 连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
180 模仁翻转推杆
ꢀꢀꢀꢀꢀꢀꢀꢀ
200 气枪模块
47.210 气枪驱动机构
ꢀꢀꢀꢀꢀꢀꢀ
220 气枪推杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
230 脱模气枪
48.300 物料保护模块
ꢀꢀꢀꢀꢀꢀꢀ
310 第一保护结构
ꢀꢀꢀꢀꢀꢀꢀꢀ
311 第一管口夹
49.312 第一管身夹
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
320 第二保护结构
ꢀꢀꢀꢀꢀꢀꢀꢀ
321 第二管口夹
50.3211 检测口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322 第二管身夹
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
330 下料传感器
51.400 下料模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410 下料安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
420 下料驱动结构
52.430 下料推杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
440 下料轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500 吹废模块
53.510 汇流板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
520 万象喷嘴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
530 吹废传感器
具体实施方式
54.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例;下面所描述的本发明不同实施方式中所设计的技术特征只要彼此之间未构成冲突就可以相互结合;基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
55.在本发明的描述中,需要说明的是,本发明所使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域的普通技术人员通常所理解的含义相同的含义,不能理解为对本发明的限制;应进一步理解,本发明所使用的术语应被理解为具有与这些术语在本说明书的上下文和相关领域中的含义一致的含义,并且不应以理想化或过于正式的意义来理解,除本发明中明确如此定义之外。
56.本发明提供一种橡胶波纹管自动脱模工装,包括
57.主体100,用于提供整体框架。
58.主体100包括主板110、伸缩模块130及底板120。主板110上设有直线轴套142安装孔111,伸缩模块130通过直线轴套142安装孔111固定在主板110上,伸缩模块130的输出端贯穿主板110。底板120与伸缩模块130的输出端固定连接,底板120与主板110平行设置。底板120在伸缩模块130驱动下,沿垂直于主板110所在平面的方向往复运动。
59.气枪模块200,固定于主板110接近底板120的一侧,用于对产品吹气使其脱模。
60.物料保护模块300,设置于主板110与底板120之间,用于防止脱模时产品损坏。
61.具体实施时,如图1~11所示,本发明提供的橡胶波纹管自动脱模工装由主体100、气枪模块200和物料保护模块300组成。
62.主体100包括主板110、伸缩模块130及底板120。主板110上设有直线轴套142安装孔111,伸缩模块130通过直线轴套142安装孔111固定在主板110上,伸缩模块130的输出端贯穿主板110。底板120与伸缩模块130的输出端固定连接,底板120与主板110平行设置。底板120在伸缩模块130驱动下,沿垂直于主板110所在平面的方向往复运动。具体的,即底板120在伸缩模块130驱动下,向主板110方向夹紧。
63.气枪模块200固定在主板110接近底板120的一侧,用于对产品吹气使其脱模。
64.物料保护模块300设置在主板110与底板120之间,用于防止脱模时产品被吹破。
65.具体的,气枪模块200及物料保护模块300可同时操作复数产品,本领域技术人员可根据实际需求进行设置。
66.实际工作时,伸缩模块130驱动底板120打开至最大位置,外部设备驱动橡胶波纹管自动脱模工装至工作位置,此时产品处于物料保护模块300内部的中心位置。伸缩模块130驱动底板120与主板110闭合,同时产品与气枪模块200接触进而密封。密封完成后,气枪模块200开始工作,向产品吹气,使得物料保护模块300贴合产品,吹气的同时,工装沿脱出方向移动,使产品完全脱离模芯。
67.优选的,吹气过程采用多次吹气的方式。具体的,吹气过程可设置为吹2秒停2秒,连续吹2次,并在第2次吹气的同时工装向后移动。间歇吹气的方式能够大幅提高吹起脱模的成功率,保证生产流程的稳定。同时,本领域技术人员可根据生产实际调节吹气参数,以确保脱模成功。
68.优选的,主板110及底板120可选用整板旧料加工,减少板材本身应力影响,避免加工后变形。进一步的,主板110及底板120上设置镂空部分,降低材料成本的同时,减轻工装重量。
69.优选的,如图1~6所示,底板120上设有限位轴141,限位轴141通过主板110上的限位孔112贯穿主板110。限位轴141保证了底板120与主板110的闭合精度。
70.进一步的,如图1~6所示,限位孔112上还安装有直线轴套142,限位轴141穿过直线轴套142,直线轴套142的设置减少限位轴141的磨损,延长整体使用寿命。具体的,直线轴套142与限位轴141共同组成限位结构140,本领域技术人员可根据实际采用其他形式的限位结构140,如限位块与限位凹槽的组合等,不作具体限制。
71.在一实施例中,如图7~8所示,气枪模块200包括气枪驱动机构210、气枪推杆220及脱模气枪230。气枪驱动机构210的非输出端固定在主板110上,气枪推杆220与气枪驱动机构210输出端固定连接,脱模气枪230设置在气枪推杆220上。具体的,脱模气枪230口径与产品口径相对应。
72.优选的,脱模气枪230增加0.5mm的过盈尺寸,进而保证脱模时产品内部的气密性,进而确保一次性脱下产品,保证脱模的成功率。
73.优选的,如图9~10所示,物料保护模块300包括第一保护结构310及第二保护结构320。第一保护结构310固定在主板110上,第二保护结构320固定在底板120上。
74.第一保护结构310包括第一管口夹311及第一管身夹312。第二保护结构320包括第
二管口夹321及第二管身夹322。具体的,第一管口夹311与第二管口夹321拟合后形成管口空腔,与产品管口尺寸相合。进一步的,第一管口夹311与第二管口夹321拟合后使产品固定,同时起外密封作用。优选的,第一管口夹311及第一管身夹312采用可拆卸设置,第二管口夹321及第二管身夹322采用可拆卸设置,使得操作人员可根据生产情况,对物料保护模块300进行调整,提高利用效率。
75.优选的,第一管身夹312与第二管身夹322拟合最紧时,第一管身夹312与第二管身夹322间仍设有空隙。空隙的设置使得产品不会被第一管身夹312与第二管身夹322夹破,防止脱模时夹持过紧导致产品破损。
76.优选的,如图12~13所示,主板110及第一保护结构310上设有下料顶杆过孔113,下料顶杆过孔113贯穿主板110及第一保护结构310。
77.主板110上还设有下料模块400,下料模块400包括下料安装板410、下料驱动结构420、下料推杆430及下料轴440。下料驱动结构420的非输出端通过下料安装板410固定在主板110上,下料推杆430固定在下料驱动结构420的输出端,下料轴440固定在下料推杆430上。下料轴440在下料驱动结构420驱动下通过下料顶杆过孔113进入物料保护模块300内部。优选的,下料顶杆过孔113设置在第一管口夹311上。
78.实际工作时,气枪模块200吹气结束后,主板110及底板120打开,下料驱动结构420驱动下料轴440进入物料保护模块300内部,下料轴440接触产品。产品在下料轴440作用力下与物料保护模块300分离,完成下料。
79.在一实施例中,如图9~11所示,第二管口夹321底部设有检测口3211,检测口3211上设置有下料传感器330。具体的,下料传感器330为sick gtb6 p1211为红外传感、接近传感器。下料传感器330实时检测物料保护模块300内部产品情况。当下料模块400下料后,若检测到下料异常,则发出警报,提醒操作人员排除问题。
80.在一实施例中,如图9~11及图14所示,主板110上还设有吹废模块500,吹废模块500设置于第一管身夹312远离第一管口夹311一端的主板110上。具体的,吹废模块500由汇流板510及万象喷嘴520组成。外部压缩空气经汇流板510至万象喷嘴520喷出,对产品废边进行吹扫。优选的,吹废模块500上还设有吹废传感器530,吹废传感器530可为红外传感、接近传感器。当吹废传感器530检测到工装远离模仁后,吹废模块500开始工作。
81.具体的,万象喷嘴520可进行任意角度的调整,本领域技术人员可根据实际调整万象喷嘴520的角度。
82.在一实施例中,如图2~3所示主板110上设有用于松动模仁卡扣的模仁卡扣顶杆150及用于将模仁结复位的模仁复位推杆160。具体的,模仁卡扣顶杆150及模仁复位推杆160的规格及形状可根据具体模仁样式进行设置。如图15所示,模仁卡扣顶杆150顶起模仁卡扣,使其松动。如图16所示,模仁复位推杆160推动模仁使其复位。在主板110上设置模仁复位推杆160及模仁卡扣顶杆150后,无需配合其他设备,即可完成对模仁的开启、复位工作,使得整体生产流程更加顺畅。本领域技术人员可根据实际模仁的样式,调节模仁卡扣顶杆150及模仁复位推杆160的安装位置。
83.优选的,如图16所式,模仁复位推杆160采用“f”形的设计,增强模仁复位时的稳定性,防止复位过程中模仁复位推杆160与模仁错位,导致复位失败。
84.在一实施例中,如图2~3所示,主板110上还设有用于与外部固定的连接板170,连
接板170上还设有模仁翻转推杆180。如图17所示,采用集成在连接板170上的模仁翻转推杆180即可对模仁进行翻转,进而调节模仁的角度,使其到达下料位置,方便物料脱出。具体的,
85.优选的,与模具有碰撞接触的组件,如物料保护模块300、气枪推杆220、脱模气枪230等材料采用铝材、尼龙或者其他比模具材料硬度低的材料进行制作,防止碰撞接触导致模具损坏、变形。
86.优选的,橡胶波纹管自动脱模工装通过连接板170安装在机器人的输出端,使得橡胶波纹管自动脱模工装能够进行位移、升降、旋转、翻转等操作。
87.具体的,当橡胶波纹管自动脱模工装架设在机器人上时,可通过以下流程步骤完成自动脱模的全套操作:
88.步骤1:工装启动:机台将开模到位的信号、机台自动状态的信号传输给机器人,橡胶波纹管自动脱模工装开始做自检判定并做初始复位。使工装的主体100板闭合,气枪推杆220复位。自检完成后,切断机台允许自动开模信号,以保证工装操作过程中,机台始终处于工装控制状态,模仁处于固定的物理位置。
89.步骤2:判定操作对象:完成步骤1后停留0.5秒,机器人根据机台给出的信号判定接下来是操作上模仁或者下模仁。以下以操作上模仁为例,上模仁出模到位信号导通,上模仁信号灯亮起。
90.步骤3:松模仁卡扣:机器人移动至上模仁卡扣下方,使用工装上的模仁卡扣顶杆150提起上模仁卡扣至上限位,此时左右两边松开卡扣感应器灯亮起完成松卡扣动作。
91.步骤4:翻转模仁:机器人移动至上模仁翻转工作位置,使用工装上模仁翻转推杆180套在上模仁的翻转杆上面,向上翻转至上模仁的上限位时将杆卡在上限位卡槽内,此时模芯与水平约成45度角位置,同时上限位感应器灯亮起,而后工装退出翻转杆。
92.步骤5:脱模:待工装退出翻转杆后工装上的物料保护模块300打开至最大位置;移动工装到产品模芯位置,此时模仁处于物料保护模块300的中间位置,合起物料保护模块300并使得第一管口夹311与第二管口夹321正好夹在产品口部位置;推动气枪模块200上的气枪推杆220,使得气枪推杆220上的8个脱模气枪230塞紧产品口部;物料保护模块300上下产品保护夹板左右气缸夹紧并打开脱模气枪230的电磁阀向产品吹气。可采用吹2秒停2秒,连续吹2次的方式,并在第2次吹气的同时工装向后移动,直到8个产品完全脱模模芯。
93.步骤6:产品检测:工装带着刚脱出的8个产品到下料平台上方的检测点,使用下料传感器判定产品是否有在工装上,当有出现产品不在工装上时,工装会发出报警信号,等待巡查人员取下产品并关闭报警信号。当模芯上没有留产品或者工装报警信号已关闭后将继续做下一步骤。
94.步骤7:复位模仁:工装移动至退出翻转杆后的位置,将工装上的模仁翻转推杆180套在模仁的翻转杆上面,将步骤4翻转起来的模仁用反向动作复原到翻转前位置,待复位到位信号亮起后模仁翻转推杆180从模仁的翻转杆退出。
95.步骤8:模仁拖把归位:使用工装上的模仁复位推杆160将松脱的模仁推杆推向模芯方向完成芯子对配,对配到位时模仁左右卡扣会掉下扣紧模仁同时卡扣到位信号灯亮起。
96.步骤9:工装回原点(设定的安全位置)待命:卡扣到位信号灯亮起后,工装回到原
点,并恢复机台允许自动开模信号,待下一个循环的开启。
97.另外,本领域技术人员应当理解,尽管现有技术中存在许多问题,但是,本发明的每个实施例或技术方案可以仅在一个或几个方面进行改进,而不必同时解决现有技术中或者背景技术中列出的全部技术问题。本领域技术人员应当理解,对于一个权利要求中没有提到的内容不应当作为对于该权利要求的限制。
98.尽管本文中较多的使用了诸如主体、主板、直线轴套安装孔、限位孔、下料顶杆过孔、底板等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的;本发明实施例的说明书和权利要求书及上述附图中的术语“第一”、“第二”、等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
99.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1