一种复合材料实心板的生产设备及生产工艺的制作方法
1.本技术涉及机械技术领域,具体而言涉及复合材料实心板的生产设备及生产工艺。
背景技术:
2.目前的纤维增强热塑性实心板材通常采用冷热一体复合机来进行生产。然而,目前的冷热一体复合机,存在无法做到平整性和层结强度的平衡、能源损耗过大以及压合带热变形磨损严重等问题,导致制造成本大幅度提升。
3.因此,需要一种复合材料实心板的生产设备及生产工艺,以至少部分地解决以上问题。
技术实现要素:
4.在发明内容部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本技术的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
5.为至少部分地解决上述问题,本技术的第一方面提供了一种复合材料实心板的生产设备,包括:
6.冷压单元,所述冷压单元包括:
7.第一冷压机组,所述第一冷压机组包括第一驱动装置和第一冷压带,所述第一驱动装置与所述第一冷压带连接并构造为能够驱动所述第一冷压带沿第一周向方向循环运行,
8.第二冷压机组,所述第二冷压机组设置于所述第一冷压机组上方,所述第二冷压机组包括第二驱动装置和第二冷压带,所述第二驱动装置与所述第二冷压带连接并构造为能够驱动所述第二冷压带沿第二周向方向循环运行,其中所述第二周向方向与所述第一周向方向相反;
9.热压单元,所述热压单元设置于所述冷压单元的上游,所述热压单元包括:
10.第一热压机组,所述第一热压机组包括第一驱动组件和第一热压带,所述第一驱动组件与所述第一热压带连接,并且所述第一驱动组件包绕所述第一冷压带设置,所述第一热压带构造为能够在所述第一驱动组件和所述第一驱动装置的共同作用下沿所述第一周向方向循环运行,
11.第二热压机组,第二热压机组设置于所述第一热压机组的上方,所述第二热压机组包括第二驱动组件和第二热压带,所述第二驱动组件与所述第二热压带连接并构造为能够驱动所述第二热压带沿所述第二周向方向循环运行。
12.可选地,所述热压单元还包括抬升机组,所述抬升机组与所述第二热压机组连接,所述抬升机组构造为能够驱使所述第二热压机组靠近或远离所述第一热压机组。
13.可选地,所述热压单元包括热压机架,所述第一热压机组固定设置于所述热压机
架,所述热压机架上设置有多个连接柱,所述连接柱沿竖向设置,所述抬升机组包括:
14.动力装置,设置于所述热压机架;
15.多个转接部,多个所述转接部分别套设于多个所述连接柱,并构造为能够沿所述连接柱竖向移动,所述转接部与所述第二热压机组连接;
16.多个抬升杆,对应于多个所述转接部,且所述抬升杆连接在所述转接部和所述动力装置之间。
17.可选地,所述第一热压机组还包括第一加热组件,所述第一加热组件位于所述第一热压带的内侧并与所述第一热压带抵接,所述第二热压机组还包括第二加热组件,所述第二加热组件位于所述第二热压带的内侧并与所述第二热压带抵接。
18.可选地,所述冷压单元还包括压力机组,所述压力机组设置于所述第二冷压机组,并构造为能够驱使所述第一冷压带靠近或远离所述第二冷压带,并能够对所述第一冷压带施加压力。
19.可选地,所述冷压单元包括冷压机架,所述冷压机架具有下梁,所述第一冷压机组还包括:
20.第一链毯组件,所述第一链毯组件位于所述第一冷压带的内侧并与所述第一冷压带抵接;
21.第一驱动结构,所述第一驱动结构与所述第一链毯组件连接,并构造为能够驱动所述第一链毯组件沿所述第一周向方向循环运行;
22.第一冷却组件,所述第一冷却组件位于所述第一链毯组件内侧并与所述第一链毯组件抵接,以冷却所述第一冷压带;
23.支撑组件,固定连接在所述下梁和所述第一冷却组件之间。
24.可选地,所述冷压机架具有上梁,所述第二冷压机组还包括
25.第二链毯组件,所述第二链毯组件位于所述第二冷压带的内侧并与所述第二冷压带抵接;
26.第二驱动结构,所述第二驱动结构与所述第二链毯组件连接,并构造为能够驱动所述第二链毯组件沿所述第二周向方向循环运行;
27.第二冷却组件,所述第二冷却组件位于所述第二链毯组件内侧并与所述第二链毯组件抵接,以冷却所述第二冷压带;
28.其中,所述压力机组连接在所述第二链毯组件和所述上梁之间,以能够通过所述第二链毯组件向所述第二冷压带施加压力。
29.可选地,所述压力机组包括多个并列设置的压力缸,所述压力缸连接在所述第二链毯组件和所述上梁之间;并且/或者
30.所述第一冷却组件和所述第二冷却组件均包括多个冷却段,每个所述冷却段的冷却温度可调节。
31.可选地,所述复合材料实心板的生产设备还包括述覆膜单元,所述覆膜单元设置于所述冷压单元的上游,所述覆膜单元包括:
32.热塑性膜放卷架,所述热塑性膜放卷架用于向所述冷压单元输送热塑性膜;
33.预热模块,所述预热模块设置于所述热塑性膜放卷架的下游,用于对所述热塑性膜进行预热。
34.可选地,所述复合材料实心板的生产设备还包括放料单元,所述放料单元设置于所述热压单元的上游,所述放料单元包括至少两组热塑性片放卷架,所述热塑性片放卷架用于向所述热压单元输送热塑性片材。
35.可选地,所述放料单元还包括碎料投放装置,所述碎料投放装置位于两组所述热塑性片放卷架之间,以能够向两层所述热塑性片材之间投放热塑性碎料。
36.可选地,所述第一热压带和所述第二热压带是特氟龙带,所述第一冷压带和所述第二冷压带是钢带。
37.根据本技术的复合材料实心板的生产设备,第一热压带包覆第一冷压带设置,在实心板生产过程中提供了缓冲,使得被热熔的热塑性片材在进入冷压单元的过程中不易出现变形等缺陷,不会对层结强度造成影响;另外特氟龙的第一热压带导热系数低,其与第一冷压带形成包覆也不会导致能量的大量损失。
38.本技术的第二方面提供一种复合材料实心板的生产工艺,包括:
39.放料步骤,通过热塑性片放卷架释放多层热塑性片材;
40.热压步骤,通过热压单元对多层所述热塑性片材进行热压,加热温度为180~280℃;
41.覆膜步骤,通过热塑性膜放卷架释放热塑性膜,并对所述热塑性膜进行预热,预热温度为100~280℃,将所述热塑性膜覆在所述热压步骤制得的半成品上;
42.冷压步骤,通过冷压单元对覆有所述热塑性膜的所述半成品进行冷压,冷却温度为0~120℃,压力为0~2mpa,得到热塑性实心板;
43.切割步骤,对所述冷压步骤获得的所述热塑性实心板进行切割得到成品。
44.可选地,所述放料步骤还包括:在两层所述热塑性片材之间播撒热塑性碎料。
45.根据本技术的生产工艺,成本低且效率高。
附图说明
46.本技术的下列附图在此作为本技术的一部分用于理解本技术。附图中示出了本技术的实施例及其描述,用来解释本技术的原理。
47.附图中:
48.图1为根据本发明的一种优选实施方式的复合材料实心板的生产设备的热压单元与冷压单元的结构示意图;
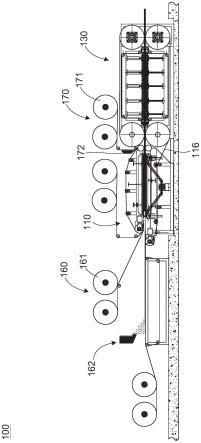
49.图2为根据本发明的一种优选实施方式的复合材料实心板的生产设备的整体示意图;
50.图3为根据本发明的一种优选实施方式的复合材料实心板的生产工艺的一种流程图;以及
51.图4为根据本发明的一种优选实施方式的复合材料实心板的生产工艺的另一种流程图。
52.附图标记说明:
53.100:生产设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110:热压单元
ꢀꢀꢀꢀꢀꢀꢀ
111:热压机架
54.112:第一热压机组
ꢀꢀꢀꢀꢀ
113:第二热压机组
ꢀꢀꢀ
114:第一驱动组件
55.115:第二驱动组件
ꢀꢀꢀꢀꢀ
116:第一热压带
ꢀꢀꢀꢀꢀ
117:第二热压带
56.118:第一加热组件
ꢀꢀꢀꢀꢀ
119:第二加热组件
ꢀꢀꢀ
120:抬升机组
57.121:连接柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122:动力装置
ꢀꢀꢀꢀꢀꢀꢀ
123:转接部
58.124:抬升杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
130:冷压单元
ꢀꢀꢀꢀꢀꢀꢀ
131:冷压机架
59.132:下梁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133:上梁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
134:第一冷压机组
60.135:第二冷压机组
ꢀꢀꢀꢀꢀ
136:第一驱动装置
ꢀꢀꢀ
137:第二驱动装置
61.138:第一冷压带
ꢀꢀꢀꢀꢀꢀꢀ
139:第二冷压带
ꢀꢀꢀꢀꢀ
140:第一冷却组件
62.141:第二冷却组件
ꢀꢀꢀꢀꢀ
142:冷却段
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
143:第一链毯组件
63.144:第二链毯组件
ꢀꢀꢀꢀꢀ
145:第一驱动结构
ꢀꢀꢀ
146:第二驱动结构
64.147:支撑组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
148:压力机组
ꢀꢀꢀꢀꢀꢀꢀ
149:压力缸
65.160:放料单元
ꢀꢀꢀꢀꢀꢀꢀꢀ
161:热塑性片放卷架 162:碎料投放装置
66.170:覆膜单元
ꢀꢀꢀꢀꢀꢀꢀꢀ
171:热塑性膜放卷架 172:预热模块
具体实施方式
67.在下文的描述中,给出了大量具体的细节以便提供对本技术更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本技术可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本技术发生混淆,对于本领域公知的一些技术特征未进行描述。
68.为了彻底理解本技术,将在下列的描述中提出详细的描述。应当理解的是,提供这些实施例是为了使得本技术的公开彻底且完整,并且将这些示例性实施例的构思充分传达给本领域普通技术人员。显然,本技术实施方式的施行并不限定于本领域的技术人员所熟悉的特殊细节。本技术的较佳实施例详细描述如下,然而除了这些详细描述外,本技术还可以具有其他实施方式。
69.应予以注意的是,这里所使用的术语仅是为了描述具体实施例,而非意图限制根据本技术的示例性实施例。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式。此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在所述特征、整体、步骤、操作、元件和/或组件,但不排除存在或附加一个或多个其他特征、整体、步骤、操作、元件、组件和/或它们的组合。
70.本技术中所引用的诸如“第一”和“第二”的序数词仅仅是标识,而不具有任何其他含义,例如特定的顺序等。而且,例如,术语“第一部件”其本身不暗示“第二部件”的存在,术语“第二部件”本身不暗示“第一部件”的存在。需要说明的是,本文中所使用的术语“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”以及类似的表述只是为了说明目的,并非限制。
71.现在,将参照附图更详细地描述根据本技术的示例性实施例。
72.参考图1,本技术提供一种复合材料实心板的生产设备100,其包括冷压单元130和热压单元110。冷压单元130包括第一冷压机组134和第二冷压机组135。第一冷压机组134包括第一驱动装置136和第一冷压带138,第一驱动装置136与第一冷压带138连接并构造为能够驱动第一冷压带138沿第一周向方向循环运行。第二冷压机组135设置于第一冷压机组134上方,第二冷压机组135包括第二驱动装置137和第二冷压带139,第二驱动装置137与第二冷压带139连接并构造为能够驱动第二冷压带139沿第二周向方向循环运行,其中第二周向方向与第一周向方向相反。优选地,第一冷压带138和第二冷压带139运行的线速度一致。
73.值得一提的是,在图中视角,第一周向方向是逆时针方向,第二周向方向是顺时针方向。若以其他视角,第一周向方向可以是顺时针方向,相应的第二周向方向可以是逆时针方向。
74.热压单元110设置于冷压单元130的上游,热压单元110包括第一热压机组112和第二热压机组113。第一热压机组112包括第一驱动组件114和第一热压带116,第一驱动组件114与第一热压带116连接,并且第一驱动组件114包绕第一冷压带138设置,第一热压带116构造为能够在第一驱动组件114和第一驱动装置136的共同作用下沿第一周向方向循环运行。第二热压机组113设置于第一热压机组112的上方,第二热压机组113包括第二驱动组件115和第二热压带117,第二驱动组件115与第二热压带117连接并构造为能够驱动第二热压带117沿第二周向方向循环运行。优选地,第一热压带116和第二热压带117运行的线速度一致。并且,第一热压带116、第二热压带117、第一冷压带138和第二冷压带139运行的线速度均一致。
75.根据本技术的复合材料实心板的生产设备100,第一热压带116包覆第一冷压带138设置,在实心板生产过程中提供了缓冲,使得被热熔的热塑性片材在进入冷压单元130的过程中不易出现变形等缺陷,不会对层结强度造成影响。
76.具体而言,参考图2,从上游至下游,复合材料实心板的生产设备100依次包括放料单元160、热压单元110、覆膜单元170以及冷压单元130。
77.其中,放料单元160包括至少两组热塑性片放卷架161,热塑性片放卷架161用于向热压单元110输送热塑性片材。由此,使得多层热塑性片材能够从第一热压带116和第二热压带117之间进入热压单元110。优选地,放料单元160还可以包括碎料投放装置162,其用于向某一层热塑性片材上投放热塑性碎料,使得两层热塑性片材能够夹持上述热塑性碎料一同进入热压单元110进行热压工序。通过投放热塑性碎料,有利于对层间进行填充,能够提高最终得到的实心板的层结强度。
78.覆膜单元170用于向热压工序制得的半成品上覆盖一层热塑性薄膜,例如耐候性薄膜等功能性膜,以使得最终得到的实心板能够具有期望的功能。其中,热塑性膜放卷架171用于向冷压单元130输送热塑性膜,预热模块172设置于热塑性膜放卷架171的下游,用于对热塑性膜进行预热,以使得热塑性膜能够与热压得到的半成本热熔在一起。可选地,预热模块172可以是加热板或远红外烤灯等。
79.返回参考图1,热压单元110包括热压机架111,第一热压机组112固定设置在热压机架111上,且热压机架111上设置有多个沿竖向设置的连接柱121,用于连接第二热压机组113。热压单元110还包括抬升机组120,抬升机组120与第二热压机组113连接,抬升机组120构造为能够驱使第二热压机组113靠近或远离第一热压机组112。
80.具体而言,抬升机组120包括动力装置122、转接部123和抬升杆124。其中,动力装置122优选固定设置在热压机架111上。转接部123的数量与上述连接柱121的数量对应,其套设于连接柱121并沿其可竖向移动。转接部123还与第二热压机组113连接。抬升杆124的数量与转接部123的数量相对应,其倾斜连接在转接部123与动力装置122之间。抬升杆124能够在动力装置122的作用下伸缩,进而带动转接部123沿连接柱121上升或下降。由此,能够精确控制第一热压机组112和第二热压机组113之间的距离,换言之可以精确控制第一热压带116和第二热压带117之间的距离。优选地,抬升机组120构造为螺旋抬升机构。
81.根据上述设置,利用一个动力装置122完成整个第二热压机组113的抬升,有效节约了成本。为了提高抬升的稳定性,优选设置四个连接柱121,分别设置在第二热压机组113的四角。由此,相应的四个连接杆则可以被视为倒置的四棱锥的四条边。
82.继续参考图1,第一热压机组112还包括第一加热组件118,第一加热组件118位于第一热压带116的内侧并与第一热压带116抵接,第二热压机组113还包括第二加热组件119,第二加热组件119位于第二热压带117的内侧并与第二热压带117抵接。由此,能够对第一热压带116和第二热压带117之间的热压通道进行加热。其中,第一加热组件118和第二加热组件119可以构造为电加热装置或油加热装置等。由于第一热压机组112整体固定在热压机架111上,使得第一加热组件118相对于热压机架111固定,并且第一热压带116在第一加热组件118上方的高度相对于热压机架111不变,由此使得第一加热组件118和第一热压带116形成基准面。
83.冷压单元130还包括冷压机架131,在图示实施方式中,第一驱动装置136和第二驱动装置137群设置在冷压机架131上。优选的,冷压单元130还包括压力机组148,其设置于第二冷压机组135并构造为能够驱使第一冷压带138靠近或远离第二冷压带139,并能够对第一冷压带138施加压力。由此,可以实现间隙控制与压力控制两种模式。在一种可选实施方式中,压力机组148可以包括多个压力缸149,如液压缸,多个压力缸149优选均匀布置,以提供均匀的压力。
84.更具体地,冷压机架131具有上梁133和下梁132。第一冷压机组134还包括第一链毯组件143、第一驱动结构145、第一冷却组件140和支撑组件147。其中,第一驱动结构145与第一链毯组件143连接,并构造为能够驱动第一链毯组件143沿第一周向方向循环运行。并且,第一链毯组件143位于第一冷压带138的内侧并与第一冷压带138抵接,第一冷却组件140位于第一链毯组件143内侧并与第一链毯组件143抵接。由此,利用第一链毯组件143作为第一冷压带138和第一冷却组件140之间的缓冲,不但能够使得第一冷却组件140能够顺利冷却第一冷压带138,还能够防止第一冷压带138被第一冷却组件140磨损。优选地,支撑组件147固定连接在下梁132和第一冷却组件140之间,以使得第一冷却组件140相对于冷压机架131固定,且第一冷压带138在第一冷却组件140上方的高度相对于冷压机架131不变,使得第一冷压带138上方的第一热压带116也形成基准面。换言之,第一热压带116在循环运行过程中,位于顶部的部分高度不变,优选形成水平面。
85.第二冷压机组135还包括第二链毯组件144、第二驱动结构146以及第二冷却组件141。其中,第二驱动结构146与第二链毯组件144连接,并构造为能够驱动第二链毯组件144沿第二周向方向循环运行,且第二链毯组件144位于第二冷压带139的内侧并与第二冷压带139抵接。第二冷却组件141位于第二链毯组件144内侧并与第二链毯组件144抵接,以冷却第二冷压带139。压力机组148连接在第二冷却组件141和上梁133之间,以能够通过第二链毯组件144向第二冷压带139施加压力。由此,利用第二链毯组件144作为第二冷压带139和第二冷却组件141之间的缓冲,不但能够使得第二冷却组件141能够顺利冷却第二冷压带139,还能够防止第二冷压带139被第一冷却组件140磨损,尤其是能够防止在压力机组148加压时,防止第二冷压带139与第二冷却组件141接触而出现重度磨损。
86.优选地,第一链毯组件143和第二链毯组件144循环运行的线速度一致。进一步优选地,第一链毯组件143、第二链毯组件144、第一热压带116、第二热压带117、第一冷压带
138和第二冷压带139运行的线速度均一致。
87.在一种可选实施方式中,第一冷却组件140和第二冷却组件141均包括多个冷却段142,每个冷却段142的冷却温度可调节。进一步优选地,第一冷却组件140和第二冷却组件141可以构造为水冷装置或油冷装置等。
88.在本实施方式中,第一热压带116和第二热压带117是特氟龙带,第一冷压带138和第二冷压带139是钢带。由此,不但能够利用特氟龙的低表面能防止热压过程中出现粘连,还能利用特氟龙的低导热系数,减少第一热压带116与第一冷压带138之间的热传导,减少能量损耗,另外还利用了钢带冷压时的平整性,以同时获得实心板的高平整度和高层结强度。并且,热压与冷压分离的结构,改善了冷热压一体机钢带先加热再冷却造成的大量能源损耗,显著降低了成本。并且,还改善了冷热压一体机中钢带因先加热再冷却而出现的大幅度热胀冷缩,从而改善了钢带损耗,进一步降低了成本,且能够避免因钢带变形而出现的质量缺陷。
89.在一种可选实施方式中,第一驱动装置136、第二驱动装置137、第一驱动组件114、第二驱动组件115、第一驱动结构145以及第二驱动结构146均可以具有驱动辊、从动辊、纠偏辊以及纠偏装置等部件,以对压合带(热压带或冷压带)或链毯进行纠偏。或者还可以具有张紧辊,以对压合带或链毯进行张紧。
90.本技术的第二方面提供一种复合材料实心板的生产工艺,例如可以参考图3和图4,其包括:
91.放料步骤,通过热塑性片放卷架161释放多层热塑性片材。
92.热压步骤,通过热压单元110对多层热塑性片材进行热压,加热温度为180~280℃。
93.覆膜步骤,通过热塑性膜放卷架171释放热塑性膜,并对热塑性膜进行预热,预热温度为100~280℃,将热塑性膜覆在热压步骤制得的半成品上。例如,图3和图4中覆上耐候膜,以提高耐候性。
94.冷压步骤,通过冷压单元130对覆有热塑性膜的半成品进行冷压,冷却温度为0~120℃,压力为0~2mpa,得到热塑性实心板。
95.切割步骤,对冷压步骤获得的热塑性实心板进行切割得到成品。
96.优选地,放料步骤还包括:在两层热塑性片材之间播撒热塑性碎料。
97.根据本技术的生产工艺,成本低且效率高。
98.上述的所有优选实施例中所述的流程、步骤仅是示例。除非发生不利的效果,否则可以按与上述流程的顺序不同的顺序进行各种处理操作。上述流程的步骤顺序也可以根据实际需要进行增加、合并或删减。
99.除非另有定义,本文中所使用的技术和科学术语与本技术的技术领域的技术人员通常理解的含义相同。本文中使用的术语只是为了描述具体的实施目的,不是旨在限制本技术。本文中在一个实施方式中描述的特征可以单独地或与其它特征结合地应用于另一个实施方式,除非该特征在该另一个实施方式中不适用或是另有说明。
100.本技术已经通过上述实施例进行了说明,但应当理解的是,上述实施例只是用于举例和说明的目的,本技术并不局限于上述实施例,根据本技术的教导还可以做出更多种的变型和修改,这些变型和修改均落在本技术所要求保护的范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1