一种针管弯曲成型治具及其加工工艺方法与流程
1.本技术涉及机械加工技术领域,特别涉及一种针管弯曲成型治具及其加工工艺方法。
背景技术:
2.针管由于其管径较小,在针管弯曲成型的工艺过程中对于针管弯曲部分的管径均匀度难以把控,要对其实施弯曲成型工艺需要工装设备较为精密,这就会造成工装设备的制造成本较高,操作随之也较为复杂。现有的工装设备在对针管进行弯曲成型时很容易发生对针管弯曲部分施力不均,造成针管弯曲部分发生扭曲,弯曲部分的壁厚不均,无法确保针管弯曲部分的圆度。因此,如何确保针管弯曲部分的圆度是本领域技术人员亟待解决的技术难点。
3.申请内容
4.有鉴于此,本技术提出一种可有效解决上述问题的针管弯曲成型治具。
5.本技术还提出一种针管弯曲成型治具的加工工艺方法。
6.本技术提供一种针管弯曲成型治具,用于将待加工针管按照预设弯曲弧度加工得到所需针管,包括工装台、手柄及活动轮,所述手柄一端可转动连接于所述工装台,所述工装台设有放置待加工针管的装夹面,所述装夹面上凹设有与所需针管形状相匹配的第一凹槽,所述装夹面上形成一具有预设弯曲弧度的弯曲面,所述活动轮沿其周向表面对应凹设有第二凹槽,所述活动轮可滚动地安装于所述手柄且随所述手柄绕所述弯曲面转动,所述第一凹槽和所述第二凹槽共同拼接成适配于针管外径的压型槽。
7.在一实施例中,所述第一凹槽和所述第二凹槽的截面均为与针管外径匹配的半圆形。
8.在一实施例中,所述第一凹槽包括位于所述弯曲面区域的第一槽部、位于所述第一槽部一端的第二槽部和位于所述第一槽部另一端的第三槽部,所述第二槽部和所述第三槽部分别与所述第一槽部连通。
9.在一实施例中,所述第一凹槽和所述第二凹槽内分别设有软垫。
10.在一实施例中,所述工装台的一角部开设有让位槽并形成位于所述让位槽一侧的工作台,所述手柄一端可转动连接于所述工作台,所述装夹面设于所述工作台上。
11.在一实施例中,所述手柄包括间隔设于所述手柄一端面的第一枢转臂和第二枢转臂,所述第一枢转臂和所述第二枢转臂之间形成枢转槽,所述第一枢转臂和所述第二枢转臂通过第一转轴可转动连接于所述工作台两侧,所述活动轮设于所述枢转槽内。
12.在一实施例中,所述活动轮通过第二转轴可转动设置于所述第一枢转臂和所述第二枢转臂之间,所述活动轮设有轮孔,所述第二转轴上套设有轴承,所述轴承安装于所述轮孔内。
13.在一实施例中,所述第一凹槽沿所述工作台长度方向的一端延伸至另一端,所述弯曲面位于靠近所述工作台端面的一侧。
14.本技术还提供一种针管弯曲成型治具的加工工艺方法,提供一种如上所述的针管弯曲成型治具,所述加工工艺方法包括以下步骤:
15.s1:将待加工的针管放置于所述第一凹槽;
16.s2:转动手柄使得活动轮滚动经过弯曲面,针管被挤压发生弯曲。
17.在一实施例中,所述第一凹槽的末端设有扁口,所述扁口与所述第一凹槽连通,所述加工工艺方法还包括步骤s3:继续转动手柄使得活动轮滚动经过所述扁口,针管的端部被挤压形成扁平状的针管头。
18.综上所述,本技术提供一种针管弯曲成型治具及其加工工艺方法,在工装台的装夹面上设置一弯曲面及经过该弯曲面的第一凹槽,在活动轮上对应设置第二凹槽,活动轮可滚动地安装于手柄且随手柄绕弯曲面转动,第一凹槽和第二凹槽共同拼接成适配于针管外径的压型槽。加工时,转动手柄使得活动轮滚动经过弯曲面,针管被挤压而发生弯曲,第一凹槽和第二凹槽的槽壁在周向上均匀地抵压针管的外壁,使得针管周向受力均匀,弯曲时针管的侧壁变形趋于一致,不会发生扭曲,针管弯曲的部分在径向上各处的侧壁厚度均匀,从而确保针管弯曲部分的圆度。本技术的针管弯曲成型治具结构简单,容易制造,成本低廉,且加工工艺方法极其简易,提高加工效率,还可有效保证针管弯曲部分的圆度,加工出的产品品质优良。
附图说明
19.图1为本技术例示性的针管弯曲成型治具的立体示意图。
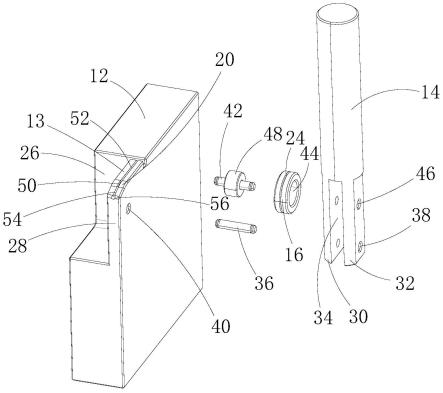
20.图2为图1中针管弯曲成型治具的分解示意图。
21.图3为本技术例示性的加工工艺方法的工艺流程示意图。
具体实施方式
22.在详细描述实施例之前,应该理解的是,本技术不限于本技术中下文或附图中所描述的详细结构或元件排布。本技术可为其它方式实现的实施例。而且,应当理解,本文所使用的措辞及术语仅仅用作描述用途,不应作限定性解释。本文所使用的“包括”、“包含”、“具有”等类似措辞意为包含其后所列出之事项、其等同物及其它附加事项。特别是,当描述“一个某元件”时,本技术并不限定该元件的数量为一个,也可以包括多个。
23.请同时参考图1至图2所示,本技术提供一种针管弯曲成型治具10,用于将待加工针管按照预设弯曲弧度加工得到所需针管。该针管弯曲成型治具10可用于对针管实施弯曲成型加工,将待加工针管加工出预设的弯曲弧度。应当理解地,在其他实施例中,本技术的针管弯曲成型治具10还可适用于其他管径较小或直径较小的实体柱状等物件,以对其进行弯曲成型加工,可确保其弯曲部分的圆度。
24.具体地,针管弯曲成型治具10包括工装台12、手柄14和活动轮16,手柄14一端可转动连接于工装台12,手柄14与工装台12之间形成有安装位18,活动轮16可转动安装于安装位18,且活动轮16抵接于工装台12上,使得当转动手柄14时,活动轮16可被手柄14带动一同绕工装台12向一预设方向转动,且在转动过程中活动轮16可滚动自转。
25.工装台12具有放置待加工针管的装夹面13,装夹面13的轮廓与所需的针管的轮廓相匹配。装夹面13在活动轮16的活动路径上形成有一弯曲面20,针管的弯曲成型工艺在该
弯曲面20部位实现,弯曲面20的弧度与针管所需的预设弯曲弧度相同。工装台12的装夹面13上凹设有沿所需针管的长度方向延伸的第一凹槽22,第一凹槽22的长度方向的形状与所需针管的长度方向的形状相匹配,第一凹槽22的截面呈弧形且与针管的外径相匹配,由此可知,第一凹槽22的延伸路径经过弯曲面20。
26.活动轮16沿其周向表面对应第一凹槽22凹设有第二凹槽24,第二凹槽24的截面呈弧形且与针管的外径相匹配。可选地,第二凹槽24开设于活动轮16厚度方向的中心区域,第二凹槽24在工装台12上的投影位于第一凹槽22上,也即活动轮16在随手柄14转动且自转进行滚动动作的过程中,第二凹槽24始终能够与第一凹槽22对应。且在活动轮16与工装台12的抵接部位,第一凹槽22和第二凹槽24共同拼接成一圆形的并适配于针管外径的压型槽。如此设置,使得活动轮16在滚动经过弯曲面20对针管进行弯曲成型时,压型槽的槽壁可均匀抵压在针管的周向各处位置,针管的周向侧壁各处所受到的挤压力是均匀的。特别是在活动轮16经过弯曲面20向下滚动时,针管弯曲的部分的上下两侧壁受力较大,容易使得针管的左右两侧壁向外凸起形变,造成针管弯曲的部分发生扭曲,而压型槽保证了针管的弯曲部分周向各个方向的受力均匀,避免针管向两侧凸起形变而发生扭曲,确保了针管的弯曲部分的圆度。
27.应当理解的是,本技术中针管以及第一凹槽22和第二凹槽24共同拼接的截面形状均为圆形仅为例示性,本技术并不对其具体形状进行限定,在另一些实施例中,针管的截面也可以是其它形状,例如椭圆形,因而,第一凹槽24和第二凹槽24共同拼接而成的截面形状与针管的截面形状相对应。
28.在所示的实施例中,工装台12的一角部开设有三面开口的让位槽26,让位槽26的一侧形成工作台28,手柄一端可转动连接于工作台28的顶侧,第一凹槽22设置工作台28顶侧台面上,也即,装夹面13设于工作台28的顶面上,针管的弯曲成型工艺在工作台28上实施。
29.更具体地,手柄14包括间隔设于手柄14一端面的第一枢转臂30和第二枢转臂32,第一枢转臂30和第二枢转臂32之间形成枢转槽34,第一枢转臂30和第二枢转臂32通过第一转轴36可转动连接于工作台28两侧,例如,在第一枢转臂30和第二枢转臂32的末端位置分别第一枢转孔38,在工作台28上设置第一轴孔40,第一转轴36穿设于第一轴孔40,第一转轴36的两端分别插设于第一枢转臂30和第二枢转臂32的第一枢转孔38。枢转槽34位于工作台28的装夹面13与枢转槽34的端壁之间的部分形成安装位18。第一轴孔40位于弯曲面20的圆心处,使得手柄14绕弯曲面20的圆心(即针管所需的预设弯曲弧度的圆心)转动。
30.活动轮16通过第二转轴42可转动设置于第一枢转臂30和第二枢转臂32之间,具体地,活动轮16设有轮孔44,第一枢转臂30和第二枢转臂32上分别对应设有第二枢转孔46,第二转轴42穿设于轮孔44,第二转轴42的两端分别插设于第一枢转臂30和第二枢转臂32的第二枢转孔46。
31.优选地,在第二转轴42上套设轴承48,轴承48安装于轮孔44内。增加轴承48可使得活动轮16具有绕第二转轴42的自由度且可提供一定的径向弹性形变空间,减小活动轮16对工作台28的挤压损伤,延长工装台12的使用寿命,且增加活动轮16的滚动平稳性,提升良品率。
32.在另一些实施例中,也可以在第二转轴42上套设阻尼套,增加活动轮16与第二转
轴42之间的摩擦阻力,从而增强活动轮16的滚动平稳性,防止活动轮16对工作台28过渡挤压。
33.在一些未示出的实施例中,安装位18及活动轮16也可以设置在手柄14的其他位置,例如通过连接件将活动轮16设置在手柄14的侧方位,手柄14转动时可带动活动轮在工装台12的装夹面上滚动,本技术不对此进行限定。
34.在所示的实施例中,第一凹槽22沿工作台28长度方向的一端延伸至另一端,弯曲面20位于靠近工作台28端面的一侧,转动手柄14对针管进行弯曲成型动作时,手柄14沿工作台28的角部从上往下转动。其中,第一凹槽22包括位于弯曲面20区域的第一槽部50、位于第一槽部50一端的第二槽部52和位于第一槽部50另一端的第三槽部54,第二槽部52和第三槽部54分别与第一槽部50连通,第三槽部54位于靠近工作台28端面的一侧。其中,第二槽部52和第三槽部54均为直形槽,第二槽部52为沿弯曲面20延伸的弧形槽。
35.本实施例中,第一凹槽22和第二凹槽24均为半圆形的弧形槽,二者可在活动轮16与工作台28抵接的部位拼接成一完整的圆形。
36.在另一些实施例中,第一凹槽22和第二凹槽24也可以设置成非半圆形的弧形槽,但需满足二者可在活动轮16与工作台28抵接的部位拼接成一完整的圆形。
37.在一种优选的实施方式中,可以在第一凹槽22和第二凹槽24内分别设置软垫,防止针管在弯曲过程中发生断裂等情况,提升产品品质及良品率。
38.请同时参考图3,本技术还提供一种使用针管弯曲成型治具10的加工工艺方法,包括以下步骤:
39.s1:将待加工的针管放置于装夹面上的第一凹槽22内,并使得待加工针管上需要弯曲的部分对应位于弯曲面20;
40.s2:转动手柄14使得活动轮16滚动经过弯曲面20,待加工针管上需要弯曲的部分被活动轮16的第二凹槽24向着第一凹槽22挤压,在两侧的第一凹槽22、第二凹槽24所形成的压型槽内发生弯曲,从而使要弯曲的部分得到预设弯曲弧度。
41.优选地,第一凹槽22靠近工作台28端面的末端设有扁口56,扁口56与第一凹槽22连通。
42.对应地,上述加工工艺方法还包括s3:继续转动手柄14使得活动轮16滚动经过扁口56,针管的端部被挤压形成扁平状的针管头。
43.综上所述,本技术提供一种针管弯曲成型治具及其加工工艺方法,在工装台的装夹面上设置一弯曲面及经过该弯曲面的第一凹槽,在活动轮上对应设置第二凹槽,活动轮可滚动地安装于手柄且随手柄绕弯曲面转动,第一凹槽和第二凹槽共同拼接成适配于针管外径的压型槽。加工时,转动手柄使得活动轮滚动经过弯曲面,针管被挤压而发生弯曲,第一凹槽和第二凹槽的槽壁在周向上均匀地抵压针管的外壁,使得针管周向受力均匀,弯曲时针管的侧壁变形趋于一致,不会发生扭曲,针管弯曲的部分在径向上各处的侧壁厚度均匀,从而确保针管弯曲部分的圆度。本技术的针管弯曲成型治具结构简单,容易制造,成本低廉,且加工工艺方法极其简易,提高加工效率,还可有效保证针管弯曲部分的圆度,加工出的产品品质优良。
44.本文所描述的概念在不偏离其精神和特性的情况下可以实施成其它形式。所公开的具体实施例应被视为例示性而不是限制性的。因此,本技术的范围是由所附的权利要求,
而不是根据之前的这些描述进行确定。在权利要求的字面意义及等同范围内的任何改变都应属于这些权利要求的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1