一种高硬度工程塑料及其制备方法与流程
1.本发明涉及工程塑料技术领域,尤其涉及一种高硬度工程塑料及其制备方法。
背景技术:
2.工程塑料可作工程材料和代替金属制造机器零部件等的塑料,工程塑料具有优良的综合性能,可在较苛刻的化学、物理环境中长期使用,可替代金属作为工程结构材料使用;
3.在高硬度工程塑料生产塑模生产的过程中,由于外部环境温度与技术人员的实验室室内温度差异变化较大,毕竟技术人员的实验室温度通常控制其恒温,降低变量的产生,而外部环境温度是一个动态变化的过程,使模具的温度散发变化不够均匀和稳定,造成工程塑料成型的温度散发不均,从而影响其硬度,使其硬度系数不够均匀细腻问题;
4.针对上述的技术缺陷,现提出一种解决方案。
技术实现要素:
5.本发明的目的在于:本发明在工程塑料工艺制备成型的过程中,通过对混合溶液气浴成型的外部环境温度和其混合溶液气浴成型的过程信息,其中混合溶液气浴成型的过程信息为混合溶液气浴成型的温度矩阵,且通过感应混合溶液气浴成型的外部环境温度和混合溶液气浴成型的温度矩阵进行参数处理模型处理并生成正点补偿集合、负点补偿集合和临界点集合,并通过正点补偿集合和负点补偿集合内的温度补偿子集自动化补偿循环气的温度,使循环气的温度降低时更加的稳定和均匀,且通过热传导反向作用到成型模具内的混合溶液表面,使其温度发散更加稳定和均匀,当混合溶液成型生成工程塑料后,使工程塑料硬度达到预期目标,即其表面和内部的硬度系数均匀稳定;进一步通过检测工程塑料成品参数并结合补偿参数信息,从而实现相关工艺完善的预生产的过程及其结果,从而保证大批量制备过程中工程塑料的硬度的一致性和稳定性,使工程塑料生产出来的硬度处于最佳状态。
6.为了实现上述目的,本发明采用了如下技术方案:
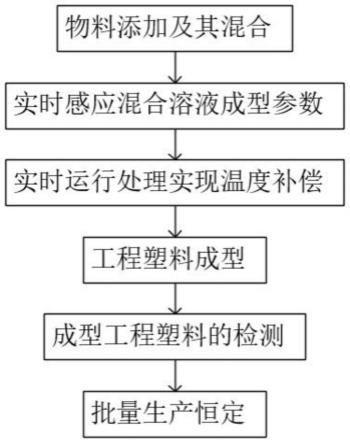
7.一种高硬度工程塑料的制备方法,包括:
8.步骤一,物料添加及其混合:输入工程塑料配方,按照重量份,将100-120份尼龙树脂、15-30份碳纤维、1-3份偶联剂、0.6-2份增韧剂、30-50份溶剂和0.1-0.5份热稳定剂均匀搅拌后生成混合溶液:
9.步骤二,实时感应混合溶液成型参数:将均匀混合的混合溶液注入气浴模具内,气浴模具内的过程中同步采集混合溶液气浴成型的温度信息并按时间线储存;其中混合溶液气浴成型的过程信息包括混合溶液气浴成型的温度矩阵和混合溶液气浴成型的外部环境温度;其中混合溶液气浴成型的温度矩阵为多面感应温度值构成的密封感应区;
10.步骤三,实时运行处理实现温度补偿:获取混合溶液气浴成型的过程信息,且将混合溶液气浴成型的过程信息发送到补偿处理模型中处理并生成温度间隙补偿均值,通过温
度间隙补偿均值的处理生成临界点集合、负点补偿集合和正点补偿集合,且当生成的负点补偿集合和正点补偿集合,立即自动降低或提高温度补偿子集对应面的循环气体温度;
11.步骤四,工程塑料成型:混合溶液的温度降温补偿完成后成型工程塑料。
12.进一步的,补偿处理模型的具体工作步骤如下:
13.分别获取温度矩阵多面的平均温度,还将温度矩阵多面的平均温度分别与温度矩阵的平均温度相减后,将差值的平方相加再除于面数后开方,得到温度矩阵的标准偏离程度;且依据公式得到温度间隙补偿均值ja;wh0为预设温度恒量值,wc0为温度矩阵的标准偏离程度标定,wh0为混合溶液气浴成型的外部环境温度,k1、k2、k3和k4均为补偿修正因子。
14.进一步的,温度间隙补偿均值的处理生成临界点集合、负点补偿集合和正点补偿集合的具体过程如下:
15.将温度矩阵多面的平均温度分别与温度间隙补偿均值进行相减后,且将相减后的差值标定并构建温度的间隙补偿集合;然后获取预设补偿阈值,且将预设补偿阈值与温度的间隙补偿集合的温度补偿子集进行比较:当温度的间隙补偿集合中温度补偿子集大于预设补偿阈值最小值,且小于预设补偿阈值最大值时,则构建生成临界点集合;当温度的间隙补偿集合中温度补偿子集不大于预设补偿阈值最小值时,则构建生成负点补偿集合;当温度的间隙补偿集合中温度补偿子集不小于预设补偿阈值最大值时,则构建生成正点补偿集合;其中预设补偿阈值的中间值为0。
16.进一步的,气浴模具包括底壳、顶壳和成型模具,且底壳和顶壳卡接设置,所述底壳和顶壳均设有循环热管,所述底壳和顶壳的内侧均设有耐热弹性垫,且耐热弹性垫内嵌设于有铜片,且铜片与耐热弹性垫固定连接,铜片内开设有若干个小孔,小孔内嵌设有温度传感器的感应头。
17.进一步的,所述循环热管贯通连接有气温控制器、气泵和循环气箱。
18.进一步的,还包括:
19.步骤五,成型工程塑料的检测:当工程塑料成型后将工程塑料传送到对应检测区内检测工程塑料,检测过程中生成工程塑料的硬度信息;其中工程塑料的硬度信息由工程塑料的划痕硬度、工程塑料的压入硬度和工程塑料的回跳硬度构成;
20.获取同批次多个工程塑料的硬度信息后将其内的工程塑料的划痕硬度、工程塑料的压入硬度和工程塑料的回跳硬度分别标定为ghi、gyi和gti,然后依据公式gdi=e1*ghi+e2*gyi+e3*gti,得到工程塑料的检测硬度gdi;i为正整数,且工程塑料的检测硬度gdi为变量;然后获取工程塑料的平均检测硬度,通过工程塑料的平均检测硬度判断此次预生产的工程塑料硬度;e1、e2和e3均为权重占比系数。
21.进一步的,还包括:
22.步骤六,批量生产恒定:将工程塑料的平均检测硬度与目标硬度阈值进行比较,当工程塑料的平均检测硬度在目标硬度阈值内时,则步骤一-步骤四的持续制备生产过程,批量化制备工程塑料;
23.当工程塑料的平均检测硬度不在目标硬度阈值内时,则获取补偿参数信息,获取其内内正点补偿集合和负点补偿集合内温度补偿子集的总个数;且将温度补偿子集总个数
从大小排列,然后对具有最大个数的温度补偿子集的对应面进行全面检测维护,然后重复步骤一-步骤五的过程,并再次将工程塑料的平均检测硬度与目标硬度阈值进行比较,直到能够批量制备生产为止。
24.进一步的,所述偶联剂为硅烷偶联剂、钛酸酯偶联剂中的一种或两种,所述增韧剂为聚乙烯、聚丙烯、三元乙丙橡胶、乙烯-辛烯共聚物中的一种或多种的混合物,所述溶剂为乙醇、乙腈、乙酸乙酯中的一种或多种的混合物,所述热稳定剂为硬脂酸镁、硬脂酸钙、二月桂酸二乙基锡、马来酸二丁基锡中的一种或多种的混合物。
25.该高硬度工程塑料,基于所述的一种高硬度工程塑料的制备方法制造。
26.综上所述,由于采用了上述技术方案,本发明的有益效果是:
27.本发明在工程塑料工艺制备成型的过程中,通过对混合溶液气浴成型的外部环境温度和其混合溶液气浴成型的过程信息,其中混合溶液气浴成型的过程信息为混合溶液气浴成型的温度矩阵,且通过感应混合溶液气浴成型的外部环境温度和混合溶液气浴成型的温度矩阵进行参数处理模型处理并生成正点补偿集合、负点补偿集合和临界点集合,并通过正点补偿集合和负点补偿集合内的温度补偿子集自动化补偿循环气的温度,使循环气的温度降低时更加的稳定和均匀,且通过热传导反向作用到成型模具内的混合溶液表面,使其温度发散更加稳定和均匀,当混合溶液成型生成工程塑料后,使工程塑料硬度达到预期目标,即其表面和内部的硬度系数均匀稳定,使工程塑料的质量更优;进一步通过检测工程塑料成品参数并结合补偿参数信息,从而实现相关工艺完善的预生产的过程及其结果,从而保证大批量制备过程中工程塑料的硬度的一致性和稳定性,使工程塑料生产出来的硬度处于最佳状态。
附图说明
28.图1示出了本发明的气浴模具;
29.图2示出了气浴模具的剖面图;
30.图3示出了图2的a处局部放大图;
31.图4示出了本发明的制备工艺流程图;
32.图例说明:1、底壳;2、顶壳;3、成型模具;4、循环热管;5、耐热弹性垫;6、铜片;7、抽离凸条。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
34.实施例1:
35.如图4所示,一种高硬度工程塑料的制备方法,包括如下步骤:
36.步骤一:输入工程塑料配方,依据配方将110份尼龙树脂、22.5份碳纤维、2份硅烷偶联剂、1.3份聚丙烯、40份乙醇和0.3份硬脂酸钙均匀搅拌后生成混合溶液,且将均匀混合后的混合溶液注入气浴模具内;
37.步骤二:气浴模具内的过程中同步采集混合溶液气浴成型的温度信息并按时间线储存;其中混合溶液气浴成型的过程信息包括混合溶液气浴成型的温度矩阵和混合溶液气浴成型的外部环境温度;其中混合溶液气浴成型的温度矩阵的具体生成过程如下:
38.如图1-3所述,气浴模具包括底壳1、顶壳2和成型模具3,且底壳1和顶壳2卡接设置,所述底壳1和顶壳2均设有循环热管4,所述循环热管4外接气温控制器、气泵和循环气箱,底壳1和顶壳2的内侧均设有耐热弹性垫5,且耐热弹性垫5内嵌设于有铜片6,且铜片6与耐热弹性垫5固定连接,铜片6内开设有若干个小孔,小孔内嵌设有温度传感器的感应头,小孔及其温度传感器的感应头未画出;气温控制器用于控制气体的温度,对其进行加热或者冷却,成型模具3的顶端部对称设有抽离凸条7,便于成型模具3的放置和取出;
39.将顶壳2取下后,将成型模具3从底壳1的顶部插入其内,使成型模具3首先贴合到铜片6上,然后铜片6挤压耐热弹性垫5使其收缩并挤压贴合到循环热管4的外端,然后将顶盖安装于底壳1上,使铜片6挤压贴合于成型模具3的顶端,从而使温度传感器的感应头贴合到成型模具3的外端,从六方位感应成型模具3的温度,从而生成混合溶液气浴成型的温度矩阵;
40.然后启动循环热管4内的循环气体逐步降低其温度,其温度通常在150-30度,其温度适配混合溶液的温度并逐步降低其温度,使混合溶液的温度发散可控化,较高的起始温度,使混合溶液的热发散的释放量更加的稳定,直到降低到常温后,使混合溶液凝固,从而保证混合溶液的凝结成型更加细腻,在保证其强度的同时,使其不易变脆,而传统水浴冷却温差较大,使凝结成型的工程塑料容易变脆,使其质量下降;
41.正常情况下对气浴模具的六面温度进行整体性统一气浴降温,但是外部环境温度的影响造成散热温差,且结构本身壁厚不一,导致导热性不统一,因此造成六面的温度下降的不统一,即散热量,从而造成气浴降温不够均匀的问题,导致工程塑料各面硬度存在差异化,从而影响工程塑料的质量;本发明在模具制作时将其壁厚统一,即其导热系数是相等的,且通过耐热弹性垫5、顶壳2和底壳1密封式降低工程塑料成型的外部环境温度的干扰,保障成品模具的降温高度精准可控化;
42.步骤三:获取混合溶液气浴成型的过程信息,且将混合溶液气浴成型的过程信息发送到补偿处理模型中处理;
43.参数处理模型的具体过程如下:
44.将混合溶液气浴成型的外部环境温度标定为wh0;
45.其中混合溶液气浴成型的温度矩阵由六面感应温度值构成,且将温度矩阵六面的平均温度分别表示为{wa、wb、wc、wd、we和wf};则温度矩阵的平均温度为wj0=(wa+wb+wc+wd+we+wf)/6;还将温度矩阵六面的平均温度分别与温度矩阵的平均温度相减后,将差值的平方相加再除于6后开方,得到温度矩阵的标准偏离程度;通过温度矩阵的标准偏离程度判断对混合溶液成型过程中降温的稳定性,且将温度矩阵的标准偏离程度标定为wc0;
46.然后依据公式得到温度间隙补偿均值ja,且温度矩阵六面的平均温度分别与温度间隙补偿均值进行相减后,且将相减后的差值标定并构建温度的间隙补偿集合,其中温度的间隙补偿集合具体表示为{wa1、wb2、wc3、wd4、we5和wf6};wa1、wb2、wc3、w40、we5和wf6均为温度的间隙补偿集合的温度补偿子集;且
温度补偿子集随温度矩阵的感应面增加而增加;
47.其中wh0为预设温度恒量值,表示外部环境温度恒定状态,通常为研究人员在室内实验室获取,室内通常恒温,当大批量生产过程中,如果放入恒温室成本极高,能源消耗极大;其中k1、k2、k3和k4均为补偿修正因子,补偿修正因子使计算的结果更加的接近真实值,且k1、k2、k3和k4相加约等于7.68,k1、k2、k3和k4均取小数点后三位,k1小于k4小于k3小于k2;
48.然后获取预设补偿阈值,且将预设补偿阈值与温度的间隙补偿集合的温度补偿子集进行比较:当温度的间隙补偿集合中温度补偿子集大于预设补偿阈值最小值,且小于预设补偿阈值最大值时,则构建生成临界点集合;当温度的间隙补偿集合中温度补偿子集不大于预设补偿阈值最小值时,则构建生成负点补偿集合;当温度的间隙补偿集合中温度补偿子集不小于预设补偿阈值最大值时,则构建生成正点补偿集合;其中预设补偿阈值的中间值为0;
49.当生成正点补偿集合和负点补偿集合后,自动降低或提高温度补偿子集对应面的循环气体温度;从而补偿工程塑料成型各面的温度发散的稳定性和均匀性;
50.从而保证温度间隙补偿间接控制工程塑料成型过程的散热量,使工程塑料成型过程的散热精准可控化、增强工程塑料成型过程中温度的稳定性和均匀性,使工程塑料的硬度达到预期效果;
51.且将临界点集合、正点补偿集合和负点补偿集合内温度补偿子集按补偿时段进行储存生产补偿参数信息,补偿时段为此次补偿到下一次反馈生效的时段;由于本发明采用的气体相对液体其温度更易控制,更容易降低或者增加其温度,对成品模型的表面作用效果更加的明显及其快速,其时间基本忽略;
52.步骤四:经上述温度补偿后,气浴模具内的混合溶液逐步冷却生成工程塑料,且将工程塑料传送到对应检测区内检测工程塑料,检测过程中生成工程塑料的硬度信息;其中工程塑料的硬度信息由工程塑料的划痕硬度、工程塑料的压入硬度和工程塑料的回跳硬度构成;工程塑料的划痕硬度,将两端硬度不同的杆棒划过工程塑料的表面,划痕越深,说明工程塑料的硬度越低,恢复程度越差;工程塑料的压入硬度,用一定的载荷将规定的压杆压入被工程塑料表面,以工程塑料表面局部塑性变形的大小比较工程塑料的软硬,其压入后恢复程度越高,其变形能力越强,其硬度越低;工程塑料的回跳硬度,将刚性球体按一定高度自由下落后冲击工程塑料,并以球体在冲击过程中储存(继而释放)应变能的多少(通过球体的回跳高度测定)确定工程塑料的硬度,其回跳高度越高,其回弹力越高,其硬度越小;
53.步骤五:获取同批次多个工程塑料的硬度信息后将其内的工程塑料的划痕硬度、工程塑料的压入硬度和工程塑料的回跳硬度分别标定为ghi、gyi和gti,然后依据公式gdi=e1*ghi+e2*gyi+e3*gti,得到工程塑料的检测硬度gdi;i为正整数,且工程塑料的检测硬度gdi为变量;然后获取工程塑料的平均检测硬度,通过工程塑料的平均检测硬度判断此次预生产的工程塑料硬度;e1、e2和e3均为权重占比系数,权重占比系数为工程塑料中各种检测的占比率,从而保证模拟计算的结果更加的精准,e1、e2和e3相加为1,且e2大于e1大于e3;
54.步骤六:然后将工程塑料的平均检测硬度与目标硬度阈值进行比较,当工程塑料的平均检测硬度在目标硬度阈值内时,则重复上述步骤一-步骤五的持续制备生产过程,
批量化制备工程塑料,从而保证生产效率;
55.当工程塑料的平均检测硬度不在目标硬度阈值内时,则获取补偿参数信息,获取其内内正点补偿集合和负点补偿集合内温度补偿子集的总个数;且将温度补偿子集总个数从大小排列,然后对具有最大个数的温度补偿子集的对应面进行全面检测维护,然后重复步骤一-步骤五的过程,并再次将工程塑料的平均检测硬度与目标硬度阈值进行比较,直到能够批量制备生产为止;
56.通过步骤一到步骤六的工艺步骤,从而制备出所需要硬度的高硬度工程塑料;
57.综合上述技术方案,本发明在工程塑料工艺制备成型的过程中,通过对混合溶液气浴成型的外部环境温度和其混合溶液气浴成型的过程信息,其中混合溶液气浴成型的过程信息为混合溶液气浴成型的温度矩阵,且通过感应混合溶液气浴成型的外部环境温度和混合溶液气浴成型的温度矩阵进行参数处理模型处理并生成正点补偿集合、负点补偿集合和临界点集合,并通过正点补偿集合和负点补偿集合内的温度补偿子集自动化补偿循环气的温度,使循环气的温度降低时更加的稳定和均匀,且通过热传导反向作用到成型模具内的混合溶液表面,使其温度发散更加稳定和均匀,当混合溶液成型生成工程塑料后,使工程塑料硬度达到预期目标,即其表面和内部的硬度系数均匀稳定,使工程塑料的质量更优;进一步通过检测工程塑料成品参数并结合补偿参数信息,从而实现相关工艺完善的预生产的过程及其结果,从而保证大批量制备过程中工程塑料的硬度的一致性和稳定性,使工程塑料生产出来的硬度处于最佳状态;
58.其中本实施例中温度矩阵是6面,但是实际情况可能是3面、4面、5面等规整或者不规泽的形状需要依据模具和成型的工件形状进行适应性适修正,从而适应工件的形状过程;
59.还需要说明的几点是:
60.首先,本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;其次:本领域技术人员应明白,本技术的实施例可提供为方法、系统或计算机程序产品,因此,本技术可采用完全硬件实施例或结合软件和硬件方面的实施例的形式,而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式;
61.本技术可以在由计算机执行的计算机可执行指令的一般上下文中描述,例如程序模块,一般地,程序模块包括执行特定任务或实现特定抽象数据类型的例程、程序、对象、组件、数据结构等等,也可以在分布式计算环境中实践本技术,在这些分布式计算环境中,由通过通信网络而被连接的远程处理设备来执行任务,在分布式计算环境中,程序模块可以位于包括存储设备在内的本地和远程计算机存储介质中;
62.最后:以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1