基于光斑质量检测仪的3D打印装置及光斑质量检测方法与流程
基于光斑质量检测仪的3d打印装置及光斑质量检测方法
技术领域
1.本发明属于3d打印机技术领域,尤其涉及一种基于光斑质量检测仪的3d打印装置及光斑质量检测方法。
背景技术:
2.激光3d打印使用的是一束激光,经过振镜模块反射后,在打印工作面上逐层进行图案扫描打印的一种方式。根据打印材质不同,目前有sla、sls、slm等几种类型。激光3d打印的打印质量高度依赖于光斑的质量,在slm打印中,为了能够得到比较理想的打印效果,通常要求激光器的光束质量m2小于1.1。在实际光路系统中,各种镜片的加工精度,以及镜片的安装精度,均能影响打印工作面处的光束质量。因此在一些国外厂家的高精度slm设备中,通常以打印工作面处的激光光束质量m2小于1.1做为标准,及包含了激光器本身,以及光路系统所有器件一起的误差后,光束质量仍然要具备比较高的水平,这也是他们能在高端打印领域具有优势的原因。
3.在打印工作面处具备好的光束质量,除了对整个设备的激光器、镜片等原料要求足够高之外,光路系统也需要做到非常高的安装精度。对于安装精度的测试方式,就是能够测量打印工作面处的激光光斑质量。
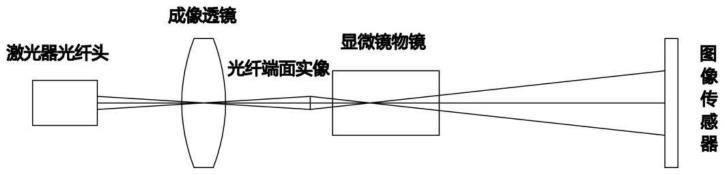
4.当前市面上有许多测量激光光斑m2的仪器,用于测量光纤激光器出光口的光束质量,如图1所示;也有部分仪器也可以用于3d打印的工作面处测量光束质量,如图2所示。无论是测量光纤激光器出光口的光束质量,还是测量工作面处的光束质量,使用的光学原理均相同,对光纤出光口端面或者打印工作面处的成像光斑成实像,使用显微物镜对实像进行放大,使其成像到光学传感器cmos上,再通过cmos对光斑进行能量分布以及光束m2进行分析。以上两者均使用显微物镜对实像光斑成像,如图1和2所示,此类型的光路需要两处成像点,除了光斑实像还有图像传感器处的实像,光路系统的结构比较复杂,而且尺寸偏大;如图3所示,标准显微物镜的共轭距为195mm,此检测设备模块整机宽度需要300mm以上。对于3d打印机而言,特别是小尺寸的3d打印机,以250*250mm幅面的打印机为例,其工作腔尺寸约为400mm左右,如使用现有设备去检测打印工作面处的光束质量,就会出现尺寸过大,无法使用的情况。
技术实现要素:
5.本发明提供了一种基于光斑质量检测仪的3d打印装置及光斑质量检测方法,以解决现有测量激光光斑质量的仪器结构复杂、尺寸大的问题。
6.为解决上述技术问题,本发明提供的技术方案为:
7.本发明涉及的一种基于光斑质量检测仪的3d打印装置,其包括打印机构,打印机构包括用于发射激光光束的激光器光纤头、用于将激光光束调整为平行光束的准直镜、用于调整光束直径的聚焦单元、用于将激光光束反射至打印工作面的振镜、以及用于成像的打印工作面;其还包括光斑质量检测机构,所述的光斑质量检测机构包括用于聚焦激光光
束的物镜组、用于扩散激光光束的目镜组和用于检测激光光斑质量的图像传感器;所述的光斑质量检测机构在检测激光光斑质量时移至振镜与打印工作面之间的光路中,且物镜组、目镜组和图像传感器的中轴线的连线的方向与振镜和打印工作面之间的激光光束的传播方向相同;在检测激光光斑质量后从振镜与打印工作面之间的光路中移除。
8.优选地,所述的物镜组包括至少一块凸透镜;所述的目镜组包括至少一块凹透镜。
9.优选地,所述的物镜组包括从上到下依次并排设置的三片规格不同的凸透镜镜,所述的目镜组包括从上到下依次并排设置的三片规格不同的凹透镜。
10.优选地,所述的聚焦单元为一块聚焦镜,聚焦镜设置在准直镜和振镜之间。
11.优选地,所述的聚焦单元为ftheta场镜,ftheta场镜设置在振镜与打印工作面之间。
12.优选地,所述的打印机构设置多个激光器光纤头,每个激光器光纤头均单独配置准直镜、聚焦单元和振镜,每组振镜的下方均配有光斑质量检测机构。
13.本发明一种权利要求1所述的基于光斑质量检测仪的3d打印装置的光斑质量检测方法,其特征在于:当需要检测激光光斑质量时,将光斑质量检测机构移入振镜与打印工作面之间的光路中,调节物镜组和目镜组之间的间距,通过物镜组将激光光束聚焦至目镜组中,再通过目镜组将激光光束扩散,使得激光光束在图像传感器上成像,通过图像传感器对激光光束的质量进行检测;当激光光斑质量检测完成后,将光斑质量检测机构从振镜与打印工作面之间的光路中移除。
14.优选地,当经过聚焦单元汇聚的激光光束的na值小于0.001时,所述的物镜组包括一片凸透镜,所述的目镜组包括一片凹透镜;当经过聚焦单元汇聚的激光光束的na值介于0.01~0.03时,所述的物镜组包括两片同规格凸透镜,所述的目镜组包括两片同规格凹透镜;当经过聚焦单元汇聚的激光光束的na值介于0.03~0.05时,所述的物镜组包括三片同规格凸透镜,所述的目镜组包括三片同规格凹透镜。
15.优选地,当经过聚焦单元汇聚的激光光束的na值大于0.05时,所述的物镜组包括从上到下依次并排三片规格不同的凸透镜;所述的目镜组包括从上到下依次并排设置的三片规格不同的凹透镜。
16.所述的na值指的是光束夹角的半角的正弦值。
17.采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
18.1.本发明涉及的基于光斑质量检测仪的3d打印装置在打印机构内设置光斑质量检测机构,其在检测激光光斑质量时移至振镜与打印工作面之间的光路中,光斑质量检测机构中的物镜组、目镜组和图像传感器的中轴线的连线的方向与振镜和打印工作面之间的激光光束的传播方向相同,光路系统不再对光斑实像进行二次成像,而是直接一次成像到图像传感器,检测设备尺寸大幅度缩小,可以在所有3d打印设备的工作腔内使用,减小3d打印设备的体积。
19.2.本发明涉及的基于光斑质量检测仪的3d打印装置在涉及时可将光斑质量检测机构与打印机构的光路系统联合设计,即光斑质量检测机构与打印机构直接耦合,由于任何一个打印机构的光路系统都会存在像差,联合设计可以使得光斑质量检测机构的检测光路的光差与打印机构的光路系统的像差相互抵消,达到比使用显微物镜更好的成像结果,对光斑质量的分析也会更为准确。
附图说明
20.图1是现有技术中测量激光光纤端面光束质量的光路图;
21.图2是现有技术中测量打印工作面处的光束质量的光路图;
22.图3是现有光束质量检测中检测机构与打印工作腔的宽度对比示意图;
23.图4是实施例1基于光斑质量检测仪的3d打印装置在光斑检测时的光路图;
24.图5是实施例2基于光斑质量检测仪的3d打印装置在光斑检测时的光路图;
25.图6是实施例1和实施例2中光斑质量检测机构的结构图;
26.图7是实施例1和实施例2中光斑成像分析结果图;
27.图8是实施例1和实施例2中光斑质量m值图;
28.图9是实施例1和实施例2中光斑检测机构与打印工作腔的宽度对比示意图;
29.图10是实施例3中光斑检测机构的结构图。
30.图11是实施例4中多激光3d打印装置的光斑检测机构与打印工作腔的宽度对比示意图。
31.标注说明:1-打印机构,11-激光器光纤头,12-准直镜,13-聚焦单元,14-振镜,15-打印工作面,2-光斑质量检测机构,21-物镜组,22-目镜组,23-图像传感器。
具体实施方式
32.为进一步了解本发明的内容,结合实施例对本发明作详细描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
33.实施例1
34.参照附图4和6所示,本实施例涉及的一种基于光斑质量检测仪的3d打印装置包括打印机构1和光斑质量检测机构2。所述的打印机构包括用于发射激光光束的激光器光纤头11、用于将激光光束调整为平行光束的准直镜12、用于将激光光束反射至打印工作面的振镜14、用于调整光束直径的聚焦单元13、以及用于成像的打印工作面15,其中,所述的聚焦单元13为ftheta场镜,ftheta场镜设置在振镜与打印工作面之间;所述的光斑质量检测机构2包括用于聚焦激光光束物镜组21、用于扩散激光光束的目镜组22和用于检测激光光斑质量的图像传感器23;光斑质量检测机构2与打印机构1的光路系统联合设计,即光斑质量检测机构2与打印机构1直接耦合,物镜组21包括至少一块凸透镜,目镜组22包括至少一块凹透镜,凸透镜和凹透镜的具体数量根据激光光束经过聚焦单元13聚焦后激光光束汇聚的夹角确定,汇聚的夹角越大,则使用更多的凸透镜和凹透镜来克服像差,使得光斑质量检测机构2的检测光路的光差与打印机构的光路系统的像差相互抵消,达到比使用显微物镜更好的成像结果,物镜组21中的凸透镜和目镜组22中的凹透镜数量的确定依据为:当经过聚焦单元汇聚的激光光束的na值小于0.001时,所述的物镜组包括一片凸透镜,目镜组包括一片凹透镜;当经过聚焦单元汇聚的激光光束的na值介于0.01~0.03时,所述的物镜组包括两片同规格凸透镜,目镜组包括两片同规格凹透镜;当经过聚焦单元汇聚的激光光束的na值介于0.03~0.05时,所述的物镜组包括三片同规格凸透镜,目镜组包括三片同规格凹透镜,所述的汇聚光束na值指的是光束夹角的半角的正弦值。
35.所述的光斑质量检测机构2在检测激光光斑质量时移至振镜14与打印工作面15之间的光路中,且物镜组21、目镜组22和图像传感器23的中轴线的连线的方向与振镜14和打
印工作面15之间的激光光束的传播方向相同;所述的光斑质量检测机构2在检测激光光斑质量后从打印机构1的光路中移除。
36.上述基于光斑质量检测仪的3d打印装置在需要进行光斑质量检测时,将光斑质量检测机构2移入振镜14与打印工作面15之间的光路中,物镜组21、目镜组22和图像传感器23为一体式结构,将图像传感器23平放在打印工作面15上即可,并且使得物镜组21、目镜组22和图像传感器23的中轴线与振镜14和打印工作面15之间的激光光束的中轴线重合,微调物镜组21和目镜组22之间的间距后,物镜组21将激光光束聚焦至目镜组中,目镜组22再将激光光束扩散,使得激光光束在图像传感器上成像,通过图像传感器23对激光光束的质量进行检测,图像传感器23对激光光束的质量检测结果如图7和图8所示。当激光光斑质量检测完成后,将光斑质量检测机构2从振镜14与打印工作面15之间的光路中移除。
37.参照附图9所示,上述方案由于是一次成像,因此体积缩小很多,更得益于其光斑质量检测机构2的成像光路为竖直方向,因此在工作腔内的占地更为小巧。按照本案例中的示例光路,整个检测模块的尺寸长宽高大约为50*50*150mm,打印工作面的占地尺寸仅为50*50mm,对于各种尺寸的工作腔均能使用。
38.实施例2
39.参照附图5所示,本实施例与实施例1涉及的基于光斑质量检测仪的3d打印装置的区别仅在于:本实施例的打印机构1中的聚焦单元13为一块聚焦镜,聚焦镜设置在准直镜12和振镜14之间。本实施例中的光斑质量检测机构的结构、与打印机构1的配合方式、工作原理及检测方法均与实施例1相同,本实施例不再阐述。
40.实施例3
41.本实施例与实施例1的区别在于:本实施例中激光光束经过聚焦单元后,激光光束的na值为0.2,大于实施例1中的0.05,采用简单的多块凸透镜叠加的物镜组21以及简单的多块凹透镜叠加的目镜组22无法克服像差,此情况下数值孔径较大,需要对镜片形状进行精确光学设计来克服像差,参照附图10所示,本实施例中的光斑质量检测机构2的物镜组21包括从上到下依次三片规格不同的凸透镜,目镜组22包括从上到下依次并排设置的三片规格不同凹透镜。
42.实施例4
43.参照附图11所示,本实施例与实施例1相比,本实施例采用多道激光光束并行扫描的方式实现3d打印,因此,本实施例的打印机构1设置多个激光器光纤头11,每个激光器光纤头11均单独配置准直镜12、聚焦单元13和振镜14,在每组振镜14的下方均配有光斑质量检测机构2。由于光斑质量检测机构2的成像光路为竖直方向,因此设置再多的打印光路,均不会影响工作腔的宽度。
44.以上结合实施例对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1