光学膜的制造方法与流程
光学膜的制造方法
1.本技术是申请日为2015年11月24日、申请号为201580004486.9、申请人为日东电工株式会社、发明名称为“光学膜的制造方法”、国际申请号为pct/jp2015/082871、国际公开号为wo2016/114004的申请的分案申请。
技术领域
2.本发明涉及一种光学膜的制造方法。
背景技术:
3.先前,已知有如下技术:通过拉幅夹具抓持及搬送长状的膜,并扩大该拉幅夹具的搬送方向的间隔,藉此将该膜进行拉伸而制作光学膜的技术(例如,专利文献1的权利要求7)。对于此种拉伸技术而言,存在于拉伸的初始于膜的侧缘部产生皱纹或断裂的情形,其结果存在如下情形:产生于夹具夹持时膜的侧缘部未触到夹具而无法抓持的问题(以下,称为“夹具故障”)而导致生产率降低。
4.[现有技术文献]
[0005]
[专利文献]
[0006]
专利文献1:日本专利特开2008-26881号公报
技术实现要素:
[0007]
[发明所欲解决的问题]
[0008]
本发明是为了解决上述课题而完成的,其主要目的在于提供一种光学膜的制造方法,该制造方法包括使用拉幅拉伸装置将长状的树脂膜于搬送方向拉伸的工序,且该制造方法为可抑制由皱纹或断裂的产生引起的夹具故障的方法。
[0009]
[解决问题的技术手段]
[0010]
本发明提供一种使用具备作为抓持机构的多个夹具的拉幅拉伸装置来制造光学膜的方法。该方法包括如下工序:通过该夹具以搬送方向的夹具间隔l1抓持长状的树脂膜的两侧缘部(抓持工序);一边将该树脂膜于长度方向搬送一边使宽度方向的夹具间隔自w1减少至w2,而使该树脂膜于宽度方向松弛(松弛工序);及一边将于宽度方向松弛的该树脂膜于长度方向搬送一边将搬送方向的夹具间隔扩大至l2,而将该树脂膜于长度方向拉伸(拉伸工序)。
[0011]
于一实施方式中,向长度方向的总拉伸倍率a(a=l2/l1)为2.0以上。
[0012]
于一实施方式中,宽度方向的夹具间隔的减少倍率b(b=w2/w1)为0.60~0.99。
[0013]
于一实施方式中,上述松弛工序包括如下情况:一边减少宽度方向的夹具间隔,一边将搬送方向的夹具间隔扩大至l1',而将上述树脂膜于长度方向拉伸,且向长度方向的拉伸倍率a(a=l1
′
/l1)与宽度方向的夹具间隔的减少倍率b(b=w2/w1)满足的关系。
[0014]
于一实施方式中,所制造的光学膜的厚度为110μm以下。
[0015]
于一实施方式中,所制造的光学膜为偏振膜。
[0016]
[发明效果]
[0017]
于本发明的制造方法中,于向长度方向的拉伸前使树脂膜于宽度方向松弛。藉此,于向长度方向拉伸前的区域形成树脂膜已于宽度方向松弛的松弛区域,从而可抑制于向长度方向拉伸的区域所产生的皱纹或断裂到达至拉幅机入口。其结果为,可抑制夹具故障的产生,而可不使生产率降低来制造光学膜。
附图说明
[0018]
图1为对本发明的制造方法可使用的拉伸装置的一例的整体构成进行说明的概略俯视图。
[0019]
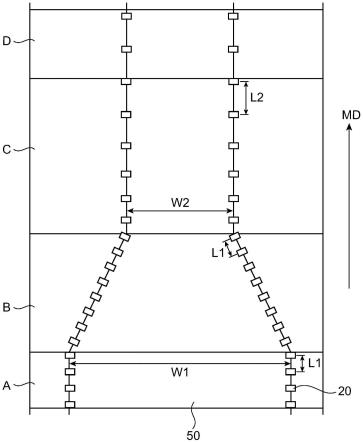
图2为对本发明的一实施方式进行说明的概略图。
[0020]
图3为对本发明的另一实施方式进行说明的概略图。
具体实施方式
[0021]
a.光学膜的制造方法
[0022]
于本发明的光学膜的制造方法中,使用具备作为膜的抓持机构的多个夹具的拉幅拉伸装置。本发明的制造方法包括如下工序:通过该夹具以搬送方向的夹具间隔l1抓持长状的树脂膜的两侧缘部(抓持工序);一边将该树脂膜于长度方向搬送一边使宽度方向的夹具间隔自w1减少至w2,而使该树脂膜于宽度方向松弛(松弛工序);及一边将已于宽度方向松弛的该树脂膜于长度方向搬送一边将搬送方向的夹具间隔扩大至l2,而将该树脂膜于长度方向拉伸(拉伸工序)。于利用夹具抓持膜的拉幅拉伸装置中,于以未施加拉伸前的张力的状态利用夹具抓持树脂膜端部后直至通过加温或拉伸而向树脂膜施加张力的过程中,由于加温的面内不均或各夹具搬送精度而向树脂膜施加应力,可认为其结果为,于拉伸初始区域于树脂膜产生较大的皱纹或断裂而导致夹具故障。相对于此,于本发明中,于向长度方向拉伸前使树脂膜于宽度方向松弛。藉此,于向长度方向拉伸前的区域形成树脂膜已于宽度方向松弛的松弛区域,而可避免于抓持树脂膜的拉幅机入口区域树脂膜产生过度的张力,因此可抑制夹具故障的产生。
[0023]
本发明的制造方法中可使用的树脂膜可为具有热塑性树脂基材与形成于该热塑性树脂基材的单侧的树脂层的层叠体,亦可为包含单一的膜的单层体。所制造的光学膜只要可通过包含上述抓持工序、松弛工序及拉伸工序的制造方法来制造,则可为任意的适当的光学膜。光学膜的厚度优选为110μm以下,优选为80μm以下,更优选为70μm以下,进而优选为60μm以下。另一方面,光学膜的厚度优选为10μm以上,更优选为20μm以上。
[0024]
作为所制造的光学膜的具体例,可优选地例示偏振膜、光学补偿膜等。
[0025]
作为本发明的制造方法中所使用的拉幅拉伸装置,例如可使用如下拉伸装置,该拉伸装置包括:具有轨道间距离连续减少的锥形部与轨道间距离一定的直线部的一对轨道、及可一边改变夹具间隔一边移行于各轨道上的多个夹具。根据此种拉伸装置,通过于以夹具抓持住树脂膜的两侧缘部的状态下,改变搬送方向的夹具间隔(同一轨道上的夹具间距离)及宽度方向的夹具间隔(不同的轨道上的夹具间距离),而可进行树脂膜向长度方向的拉伸(md拉伸)及向宽度方向的松弛(td松弛)。
[0026]
图1为对本发明的制造方法可使用的拉伸装置的一例的整体构成进行说明的概略俯视图。一边参照图1,一边对本发明的制造方法可使用的拉伸装置进行说明。关于拉伸装置100,于俯视下于左右两侧左右对称地具有环形轨道10l与环形轨道10r。再者,于本说明书中,自树脂膜的入口侧观察,将左侧的环形轨道称为左侧的环形轨道10l,将右侧的环形轨道称为右侧的环形轨道10r。于左右的环形轨道10l、10r上分别配置有树脂膜抓持用的多个夹具20。夹具20被各轨道所引导而呈环状地巡回移动。左侧的环形轨道10l上的夹具20沿逆时针方向巡回移动,右侧的环形轨道10r上的夹具20沿顺时针方向巡回移动。于拉伸装置中,自树脂膜的搬入侧朝向搬出侧,依序设置有抓持区域a、td松弛区域b、md拉伸区域c、及解除区域d。再者,这些各区域意指实质上对树脂膜进行抓持、td松弛(或td松弛及md拉伸)、md拉伸及解除的区域,而并非意指机械上、结构上独立的区间。另外,需注意图1的拉伸装置中的各区域的长度的比率与实际的长度的比率不同。
[0027]
于抓持区域a中,左右的环形轨道10r、10l被视作轨道间距离一定的直线部。就代表性而言,左右的环形轨道10r、10l以下述方式构成:以对应于成为处理对象的树脂膜的初始宽度的轨道间距离相互大致平行。于td松弛区域b中,左右的环形轨道10r、10l被视作轨道间距离连续减少的锥形部。就代表性而言,左右的环形轨道10r、10l被视作如下构成:随着自抓持区域a侧向md拉伸区域c侧前进,轨道间距离慢慢地减少直至对应于上述树脂膜的松弛后的宽度为止。于md拉伸区域c及解除区域d中,左右的环形轨道10r、10l被视作轨道间距离一定的直线部,就代表性而言,以下述方式构成:以对应于上述树脂膜的松弛后的宽度的轨道间距离相互大致平行。
[0028]
左侧的环形轨道10l上的夹具(左侧的夹具)20及右侧的环形轨道10r上的夹具(右侧的夹具)20可分别独立地巡回移动。例如,左侧的环形轨道10l的驱动用链轮30a、30b通过电动马达40a、40b而沿逆时针方向旋转驱动,右侧的环形轨道10r的驱动用链轮30a、30b通过电动马达40a、40b而沿顺时针方向旋转驱动。其结果为,向卡合于这些驱动用链轮30a、30b的驱动滚轮(未图标)的夹具载持构件(未图示)提供移行力。藉此,左侧的夹具20沿逆时针方向巡回移动,右侧的夹具20沿顺时针方向巡回移动。通过使左侧的电动马达及右侧的电动马达分别独立地驱动,可使左侧的夹具20及右侧的夹具20分别独立地巡回移动。
[0029]
夹具尺寸优选为12mm~40mm,更优选为15mm~35mm。于夹具尺寸未达12mm的情形时,存在无法保持拉伸张力而断裂,或者由于夹具搬送部的强度不足而产生驱动异常的情形。若夹具尺寸超过40mm,则存在于夹具附近未拉伸的区域变大而产生端部的不均,或者由于将非抓持部局部拉伸而于树脂膜的表面产生破裂的情况。再者,所谓夹具尺寸,意指抓持区域的宽度。
[0030]
进而,左侧的夹具20及右侧的夹具20分别为可变间距型。即,左右的夹具20、20分别独立,且可伴随着移动,搬送方向的夹具间隔(夹具间距)发生变化。可变间距型的夹具可通过缩放仪机构(例如,日本专利特开2008-23775号公报所记载的构成)等任意的适当的构成而实现。
[0031]
于使用如图1所例示的拉伸装置的情形时,本发明的制造方法可包括如下工序:于抓持区域a中,通过夹具以搬送方向的夹具间隔l1抓持树脂膜的两侧缘部(抓持工序);使树脂膜通过锥形部而使宽度方向的夹具间隔自w1减少至w2,藉此使树脂膜于宽度方向松弛(松弛工序);一边使树脂膜通过直线部一边将搬送方向的夹具间隔扩大至l2,而将树脂膜
于长度方向拉伸(md拉伸工序)。亦可视需要进而包括如下工序:将抓持树脂膜的夹具予以解除(解除工序)。图2及图3分别为对包含这些工序的本发明的制造方法的一例进行说明的概略图。以下,一边参照这些图,一边对各工序更详细地进行说明。
[0032]
首先,于抓持工序(抓持区域a)中,通过左右的夹具20,以一定的抓持间隔(夹具间隔)l1抓持被装入至拉伸装置的树脂膜50的两侧缘部,通过被左右的环形轨道所引导的各夹具20的移动,而将该树脂膜50向td松弛区域b进行搬送。抓持区域a中的两侧缘部的抓持间隔(夹具间隔)就代表性而言,被视作相互相等的间隔。l1例如可为30mm~200mm。再者,所谓夹具间隔,为相邻夹具的中心间的距离。
[0033]
作为被夹具抓持的树脂膜,可视所制造的光学膜的用途等而选择任意的适当的膜。于所制造的光学膜为偏振膜的情形时,作为一例,将具有热塑性树脂基材与形成于该热塑性树脂基材的单侧的pva系树脂层的层叠体作为树脂膜进行抓持。以下,针对该层叠体,对特有的特征、条件等进行说明,其后,对松弛工序以后的工序进行说明。针对松弛工序以后的工序,不论为层叠体,还是通常的树脂膜(单一的膜),均可应用相同的操作、条件等。
[0034]
上述层叠体通过于长状的热塑性树脂基材上形成pva系树脂层而制作。热塑性树脂基材只要可自单侧支持pva系树脂层(所获得的偏振膜),则可设为任意适当的构成。
[0035]
作为热塑性树脂基材的形成材料,例如可列举:聚对苯二甲酸乙二酯系树脂等酯系树脂、环烯烃系树脂、聚丙烯等烯烃系树脂、聚酰胺系树脂、聚碳酸酯系树脂、它们的共聚物树脂等。这些中,优选为环烯烃系树脂(例如,降冰片烯系树脂)、非晶质的聚对苯二甲酸乙二酯系树脂。作为非晶质的聚对苯二甲酸乙二酯系树脂的具体例,可列举:进而包含间苯二甲酸作为二羧酸的共聚物、或进而包含环己烷二甲醇作为二醇的共聚物。
[0036]
关于热塑性树脂基材的拉伸温度,可视热塑性树脂基材的形成材料、拉伸方式等而设定为任意的适当的值。关于拉伸温度,就代表性而言,为热塑性树脂基材的玻璃化转变温度(tg)以上,优选为tg+10℃以上,进而优选为tg+15℃~tg+30℃。于采用干式拉伸方式或湿式拉伸方式作为拉伸方式,且使用非晶质的聚对苯二甲酸乙二酯系树脂作为热塑性树脂基材的形成材料的情形时,可使拉伸温度低于热塑性树脂基材的玻璃化转变温度(例如,60℃~100℃)。
[0037]
可事先对热塑性树脂基材实施表面改性处理(例如,电晕处理等),亦可于热塑性树脂基材上形成易粘接层。通过进行上述处理,可提高热塑性树脂基材与pva系树脂层的密接性。再者,表面改性处理和/或易粘接层的形成可于上述拉伸前进行,亦可于上述拉伸后进行。
[0038]
上述pva系树脂层的形成方法可采用任意的适当的方法。优选为于实施过拉伸处理的热塑性树脂基材上涂布包含pva系树脂的涂布液并进行干燥,藉此形成pva系树脂层。
[0039]
作为上述pva系树脂,可使用任意适当的树脂。例如可列举:聚乙烯醇、乙烯-乙烯醇共聚物。聚乙烯醇可通过使聚乙酸乙烯酯皂化而获得。乙烯-乙烯醇共聚物可通过使乙烯-乙酸乙烯酯共聚物皂化而获得。pva系树脂的皂化度通常为85摩尔%~100摩尔%,优选为95.0摩尔%~99.95摩尔%,进而优选为99.0摩尔%~99.93摩尔%。皂化度可依据jis k 6726-1994而求出。通过使用上述皂化度的pva系树脂,可获得耐久性优异的偏振膜。于皂化度过高的情形时,有涂布液容易凝胶化,而变得难以形成均匀的涂布膜可能性。
[0040]
pva系树脂的平均聚合度可视目的而适当地选择。平均聚合度通常为1000~
10000,优选为1200~4500,进而优选为1500~4300。再者,平均聚合度可依据jis k6726-1994而求出。
[0041]
上述涂布液就代表性而言,为使上述pva系树脂溶解于溶剂中而成的溶液。作为溶剂,例如可列举:水、二甲基亚砜、二甲基甲酰胺、二甲基乙酰胺、n-甲基吡咯啶酮、各种二醇类、三羟甲基丙烷等多元醇类、乙二胺、二亚乙基三胺等胺类。它们可单独使用,或组合两种以上使用。这些中,优选为水。溶液的pva系树脂浓度相对于溶剂100重量份,优选为3重量份~20重量份。若为上述树脂浓度,则可形成密接于热塑性树脂基材的均匀的涂布膜。
[0042]
亦可向涂布液配合添加剂。作为添加剂,例如可列举:增塑剂、表面活性剂等。作为增塑剂,例如可列举:乙二醇或甘油等多元醇。作为表面活性剂,例如可列举:非离子表面活性剂。这些可以进一步提高所获得的pva系树脂层的均匀性或染色性、拉伸性为目的而使用。
[0043]
作为涂布液的涂布方法,可采用任意的适当的方法。例如可列举:辊涂法、旋转涂布法、线棒涂布法、浸渍涂布法、模嘴涂布法、帘幕式涂布法、喷涂法、刮涂法(逗点型刮刀涂布法等)等。
[0044]
上述干燥温度优选为热塑性树脂基材的玻璃化转变温度(tg)以下,进而优选为tg-20℃以下。通过以上述温度进行干燥,可防止于形成pva系树脂层前热塑性树脂基材发生变形,从而可防止所获得的pva系树脂层的取向性变差。如此,热塑性树脂基材可与pva系树脂层一起良好地变形,从而可良好地进行下述的层叠体的松弛及拉伸。其结果为,可向pva系树脂层赋予良好的取向性,从而可获得具有优异的光学特性的偏振膜。此处,所谓“取向性”,意指pva系树脂层的分子链的取向。
[0045]
继而,于松弛工序(td松弛区域b)中,将被左右的夹具20抓持的树脂膜50一边于长度方向搬送一边于宽度方向松弛。于td松弛区域b中,左右的环形轨道10r、10l被视作轨道间距离连续减少的锥形部,因此藉由通过该区域而将宽度方向的夹具间隔自w1减少至w2,藉此,进行树脂膜50向宽度方向的松弛。松弛量可通过对轨道间距离的变化量进行调整而控制。具体而言,td松弛区域b的出口(md拉伸区域c侧端部)处的轨道间距离相对于td松弛区域b的入口(抓持区域a侧端部)处的轨道间距离的比越小,越可获得较大的松弛量。再者,于本说明书中,所谓“使树脂膜于宽度方向松弛”,意指于树脂膜形成已于宽度方向松弛(换言的,未受到张力)的区域,于一实施方式中,可使树脂膜向宽度方向进行收缩。
[0046]
于图2所例示的实施方式中,于松弛工序中,仅进行树脂膜50向宽度方向的松弛。于该情形时,于维持搬送方向的夹具间隔(l1)的状态下使树脂膜50通过td松弛区域b。另一方面,于图3所例示的实施方式中,于松弛工序中,进行树脂膜50向宽度方向的松弛与向长度方向的拉伸。于该情形时,一边使树脂膜50通过td松弛区域b,一边慢慢地增大夹具20向搬送方向的移动速度而将搬送方向的夹具间隔自l1扩大至l1'。通过于松弛工序与拉伸工序中以多阶段进行md拉伸,可使最终拉伸倍率变高。另外,通过同时进行向宽度方向的松弛与向长度方向的拉伸,可避免过度的松弛,因此可获得能够抑制起因于松弛的皱纹的产生等效果。
[0047]
宽度方向的夹具间隔的减少倍率b(b=w2/w1)可视md拉伸倍率等而设定为任意的适当的值。减少倍率b优选为0.60~0.99,更优选为0.65~0.90,进而优选为0.70~0.80。若为此种减少倍率,则可适合地于树脂膜的宽度方向形成松弛区域。另外,于偏振膜的制造
中,可获得更优异的光学特性。再者,宽度方向的夹具间隔可对应于被左右的夹具抓持的部分的树脂膜的宽度。
[0048]
于松弛工序包含md拉伸的实施方式(图3所例示的实施方式)中,优选:以成为较于自由端向长度方向进行单轴拉伸的情形时的向宽度方向的收缩率大的收缩率的方式减少宽度方向的夹具间隔。具体而言,优选向长度方向的拉伸倍率a(a=l1
′
/l1)与宽度方向的夹具间隔的减少倍率b满足的关系。于满足上述关系的情形时,不管向长度方向的拉伸,可适合地于树脂膜的宽度方向形成松弛区域。向长度方向的拉伸倍率a可优选为1.0倍~5.5倍、更优选为1.1倍~4.0倍。
[0049]
关于松弛工序中的树脂膜的温度(松弛温度),可视树脂膜的形成材料等而设定为任意的适当的值。关于制造偏振膜的情形时的层叠体的松弛温度,就代表性而言,为热塑性树脂基材的玻璃化转变温度(tg)以上,优选为热塑性树脂基材的玻璃化转变温度(tg)+10℃以上,进而优选为tg+15℃以上。另一方面,层叠体的松弛温度优选为170℃以下。
[0050]
继而,于拉伸工序(md拉伸区域c)中,将被左右的夹具20抓持的树脂膜50一边于长度方向搬送一边于长度方向拉伸。树脂膜50的拉伸通过如下方式进行:使夹具20向搬送方向的移动速度慢慢地增大,将搬送方向的夹具间隔扩大至l2。通过调整md拉伸区域c的入口处的搬送方向的夹具间隔(l1或l1')与md拉伸区域c的出口处的搬送方向的夹具间隔(l2),可控制拉伸倍率(于松弛工序不包含md拉伸的情形时为l2/l1,于松弛工序包含md拉伸的情形时为l2/l1')。再者,亦可于拉伸工序中,同时进行向宽度方向的收缩。于拉伸工序中同时进行向宽度方向的收缩的情形时,只要于md拉伸区域c中设置左右的环形轨道10r、10l的轨道间距离连续减少的锥形部即可。通过调整左右的轨道间距离的减少量,可控制宽度方向的收缩率。
[0051]
关于拉伸工序后的树脂膜的总拉伸倍率(拉伸工序中的拉伸倍率与松弛工序中的拉伸倍率的乘积,l2/l1),相对于树脂膜的原本长度,优选为2.0倍以上,更优选为2.0倍~6.5倍。
[0052]
拉伸温度可视树脂膜的形成材料等而设定为任意的适当的值。关于制造偏振膜的情形时的拉伸温度,就代表性而言,为热塑性树脂基材的玻璃化转变温度(tg)以上,优选为热塑性树脂基材的玻璃化转变温度(tg)+10℃以上,进而优选为tg+15℃以上。另一方面,拉伸温度优选为170℃以下。通过于上述温度下进行拉伸,可抑制pva系树脂的结晶化急速进展,从而抑制由该结晶化引起的异常(例如,妨碍利用拉伸的pva系树脂层的取向)。
[0053]
最后,于解除工序(解除区域d)中,解除抓持树脂膜50的夹具20。于解除工序中,就代表性而言,认为夹具间距离及夹具间隔均一定。视需要,将树脂膜50冷却至所需的温度(优选为玻璃化转变温度(tg)以下)后解除夹具。
[0054]
本发明的光学膜的制造方法除上述以外,可包括其他工序。作为制造偏振膜作为光学膜的情形时的其他工序,例如可列举:不溶化工序、染色工序、交联工序、与上述拉伸不同的拉伸工序、清洗工序、干燥(含水率的调节)工序等。其他工序可于任意的适当的时点进行。
[0055]
关于上述染色工序,就代表性而言,为利用二色性物质对pva系树脂层进行染色的工序。优选通过使pva系树脂层吸附二色性物质而进行。作为该吸附方法,例如可列举:使pva系树脂层(层叠体)浸渍于包含二色性物质的染色液中的方法;将染色液涂布于pva系树
脂层的方法;向pva系树脂层喷雾染色液的方法等。优选为使层叠体浸渍于包含二色性物质的染色液中的方法。其原因在于:可良好地吸附二色性物质。可使层叠体两面浸渍于染色液中,亦可仅使层叠体单面浸渍于染色液中。再者,于染色工序和/或下述的交联工序中,亦可同时进行拉伸。
[0056]
作为上述二色性物质,例如可列举:碘、有机染料。这些可单独使用,或者组合两种以上使用。二色性物质优选为碘。于使用碘作为二色性物质的情形时,上述染色液优选为碘水溶液。关于碘的配合量,相对于水100重量份,优选为0.1重量份~1.0重量份。为了提高碘对水的溶解性,优选于碘水溶液中配合碘化物盐。作为碘化物盐,例如可列举:碘化钾、碘化锂、碘化钠、碘化锌、碘化铝、碘化铅、碘化铜、碘化钡、碘化钙、碘化锡、碘化钛等。这些中,优选为碘化钾、碘化钠。关于碘化物盐的配合量,相对于水100重量份,优选为0.3重量份~15重量份。
[0057]
染色液的染色时的液温优选为20℃~40℃。于使pva系树脂层浸渍于染色液中的情形时,浸渍时间优选为5秒~300秒。若为上述条件,则可使pva系树脂层充分吸附二色性物质。
[0058]
关于上述不溶化工序及交联工序,就代表性而言,通过使pva系树脂层浸渍于硼酸水溶液中而进行。关于上述清洗工序,就代表性而言,系通过使pva系树脂层浸渍于碘化钾水溶液中而进行。上述干燥工序中的干燥温度优选为30℃~100℃。
[0059]
b.偏振膜
[0060]
通过上述制造方法而制作的偏振膜实质上为吸附取向了二色性物质的pva系树脂膜。偏振膜优选以波长380nm~780nm中的任一波长显示吸收二色性。
[0061]
偏振膜的使用方法可采用任意的适当的方法。具体而言,可以与上述热塑性树脂基材成为一体的状态使用,亦可自热塑性树脂基材转印至其他构件(将热塑性树脂基材进行剥离)而使用。
[0062]
关于通过上述制造方法而制作的偏振膜,其收缩应力较小,即便于高温环境下,尺寸稳定性亦可优异。另外,在单体透射率为42%时的偏振度优选为99.99%以上。如上述般可光学特性优异。
[0063]
实施例
[0064]
以下,通过实施例,对本发明具体地进行说明,但本发明并非受这些实施例限定者。
[0065]
[实施例1]
[0066]
《层叠体的制作》
[0067]
准备非晶性pet基材(100μm厚)作为热塑性树脂基材,于该非晶性pet基材涂布pva水溶液,于50℃~60℃的温度下进行干燥。藉此,于非晶性pet基材上将14μm厚的pva层进行制膜,而制作层叠体。
[0068]
《td松弛及md拉伸》
[0069]
使用如图1所示的拉伸装置,将所获得的层叠体于宽度方向松弛,继而于长度方向拉伸。具体而言,于抓持区域a中,以夹具间隔l1:40mm抓持层叠体的两侧缘部并于长度方向搬送,于td松弛区域b中,于100℃下使宽度方向的夹具间隔自800mm(w1)减少至680mm(w2)而将层叠体向宽度方向进行收缩(td松弛区域b的出口处的夹具间隔l1
′
:40mm)。继而,于md
拉伸区域c中,于120℃下将层叠体向长度方向空中拉伸至3倍(md拉伸区域c的出口处的夹具间隔l2:120mm,宽度方向的夹具间隔w3:680mm)。其后,于解除区域d中,解除抓持层叠体的夹具。
[0070]
td松弛中的向长度方向的拉伸倍率a(a=l1'/l1)为1,宽度方向的夹具间隔的减少倍率b(b=w2/w1)为0.85,且满足的关系。
[0071]
于td松弛及md拉伸中,未发生夹持故障。
[0072]
《染色处理》
[0073]
继而,使层叠体浸渍于25℃的碘水溶液(碘浓度:0.5重量%,碘化钾浓度:10重量%)中30秒钟。
[0074]
《交联处理》
[0075]
使染色后的层叠体浸渍于60℃的硼酸水溶液(硼酸浓度:5重量%,碘化钾浓度:5重量%)中60秒钟,与此同时,向md方向拉伸至1.6倍(总拉伸倍率:5倍)。
[0076]
《清洗处理》
[0077]
交联处理后,使层叠体浸渍于25℃的碘化钾水溶液(碘化钾浓度:5重量%)中5秒钟。
[0078]
以上述方式,于热塑性树脂基材上制作厚度3.5μm的偏振膜。
[0079]
[实施例2]
[0080]
以下述方式进行td松弛及md拉伸,除此以外,以与实施例1相同的方式进行,而于树脂基材上制作厚度3.5μm的偏振膜。
[0081]
《td松弛及md拉伸》
[0082]
使用如图1所示的拉伸装置,将所获得的层叠体于宽度方向松弛,继而向长度方向拉伸。具体而言,于抓持区域a中,以夹具间隔l1:40mm抓持层叠体的两侧缘部并于长度方向搬送,于td松弛区域b中,于100℃下使宽度方向的夹具间隔自800mm(w1)减少至680mm(w2)而将层叠体向宽度方向进行收缩。同时于td松弛区域b中,使夹具间隔增大至l1
′
:45mm而于长度方向拉伸。继而,于md拉伸区域c中,于120℃下将层叠体向长度方向空中拉伸至3倍(md拉伸区域c的出口处的夹具间隔l2:120mm,宽度方向的夹具间隔w3:680mm)。其后,于解除区域d中,解除抓持层叠体的夹具。即,于td松弛区域b中同时进行md拉伸,除此以外,以与实施例1相同的方式进行td松弛及md拉伸。
[0083]
td松弛中的向长度方向的拉伸倍率a(a=l1'/l1)为1.125,因此为0.943,宽度方向的夹具间隔的减少倍率b(b=w2/w1)为0.85,且满足的关系。
[0084]
于td松弛及md拉伸中,未发生夹持故障。
[0085]
[实施例3]
[0086]
以下述方式进行td松弛及md拉伸,除此以外,以与实施例1相同的方式进行,而于树脂基材上制作厚度3.5μm的偏振膜。
[0087]
《td松弛及md拉伸》
[0088]
使用如图1所示的拉伸装置,将所获得的层叠体于宽度方向松弛,继而向长度方向拉伸。具体而言,于抓持区域a中,以夹具间隔l1:40mm抓持层叠体的两侧缘部并于长度方向
搬送,于td松弛区域b中,于100℃下使宽度方向的夹具间隔自800mm(w1)减少至680mm(w2)而将层叠体向宽度方向进行收缩。同时于td松弛区域b中,使夹具间隔增大至l1
′
:45mm而于长度方向拉伸。继而,于md拉伸区域c中,于120℃下将层叠体向长度方向空中拉伸至3倍(md拉伸区域c的出口处的夹具间隔l2:120mm)。同时于拉伸区域c中,使宽度方向的夹具间隔自680mm(w2)减少至560mm(w3)而将层叠体向宽度方向进行收缩。其后,于解除区域d中,解除抓持层叠体的夹具。即,于td松弛区域b中同时进行md拉伸,及于md拉伸区域c中同时进行宽度方向的收缩,除此以外,以与实施例1相同的方式进行td松弛及md拉伸。
[0089]
td松弛中的向长度方向的拉伸倍率a(a=l1'/l1)为1.125,因此为0.943,宽度方向的夹具间隔的减少倍率b(b=w2/w1)为0.85,且满足的关系。
[0090]
于td松弛及md拉伸中,未发生夹持故障。
[0091]
[实施例4]
[0092]
以下述方式进行td松弛及md拉伸,除此以外,以与实施例1相同的方式进行,而于树脂基材上制作厚度3.5μm的偏振膜。
[0093]
《td松弛及md拉伸》
[0094]
使用如图1所示的拉伸装置,将所获得的层叠体于宽度方向松弛,继而向长度方向拉伸。具体而言,于抓持区域a中,以夹具间隔l1:40mm抓持层叠体的两侧缘部并于长度方向搬送,于td松弛区域b中,于100℃下使宽度方向的夹具间隔自800mm(w1)减少至680mm(w2)而将层叠体向宽度方向进行收缩。同时于td松弛区域b中,使夹具间隔增大至l1':60mm而于长度方向拉伸。继而,于md拉伸区域c中,于120℃下将层叠体向长度方向空中拉伸至3倍(md拉伸区域c的出口处的夹具间隔l2:120mm)。同时于拉伸区域c中,使宽度方向的夹具间隔自680mm(w2)减少至560mm(w3)而将层叠体向宽度方向进行收缩。其后,于解除区域d中,解除抓持层叠体的夹具。即,将td松弛区域b中的md拉伸倍率设为1.5倍,除此以外,以与实施例3相同的方式进行td松弛及md拉伸。
[0095]
td松弛中的向长度方向的拉伸倍率a(a=l1'/l1)为1.5,因此为0.816,宽度方向的夹具间隔的减少倍率b(b=w2/w1)为0.85,且未满足的关系。
[0096]
于td松弛及md拉伸中,于层叠体显现若干的皱纹,但未发生夹持故障,而未产生实用上的问题。
[0097]
[比较例1]
[0098]
以下述方式进行md拉伸及td收缩,除此以外,以与实施例1相同的方式进行,而于树脂基材上制作厚度3.5μm的偏振膜。
[0099]
《md拉伸及td收缩》
[0100]
首先将所获得的层叠体于长度方向拉伸,继而一边于长度方向拉伸一边向宽度方向进行收缩。具体而言,最初以夹具间隔l1:40mm抓持层叠体的两侧缘部并于长度方向搬送,继而,于100℃下一边将宽度方向的夹具间隔维持为800mm(w1)一边将夹具间隔增大至l1
′
:70mm而于长度方向拉伸。继而,于120℃下使宽度方向的夹具间隔自800mm(w2=w1)减少至560mm(w3)而将层叠体向宽度方向进行收缩,同时向长度方向空中拉伸至3倍(拉伸区域的出口处的夹具间隔l2:120mm)。其后,于解除区域d中,解除抓持层叠体的夹具。
[0101]
于md拉伸及td收缩中,发生了夹持故障。
[0102]
[评价]
[0103]
若将实施例1~4与比较例1进行比较,则可明确,通过于向长度方向拉伸前使树脂膜于宽度方向松弛,可抑制夹持故障的产生。若将实施例3与实施例4进行比较,则可明确,通过将td松弛中的向长度方向的拉伸倍率与宽度方向的夹具间隔的减少倍率控制为特定的关系,进一步抑制皱纹等的产生,作为结果可知,可进一步抑制夹持故障的发生。
[0104]
[产业上的可利用性]
[0105]
本发明的制造方法可优选地用于偏振膜、光学补偿膜等光学膜的制造。
[0106]
符号说明
[0107]
10
ꢀꢀꢀꢀ
轨道
[0108]
20
ꢀꢀꢀꢀ
夹具
[0109]
50
ꢀꢀꢀꢀ
层叠体(树脂膜)
[0110]
100
ꢀꢀꢀ
拉伸装置
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1