一种应用于S型变截面结构进气道的成型模具及使用方法与流程
本发明涉及制造业的模具领域,尤其涉及一种应用于航空制造技术的s型进气道成型模具。
背景技术:
1、目前,碳纤维复合材料因其轻质高强的特点被广泛应用到航空航天领域,尤其是在飞机/无人机领域的应用,使其具有更优异的性能。
2、而飞机/无人机的s型变截面结构进气道可以大幅提高进气效率,降低进气道的雷达反射波,从而提高机体的隐身性能,因此越来越多的科研人员在机体选用s型变截面结构复合材料进气道。
3、现有技术下的s型变截面结构进气道通常采用树脂基碳纤维复合材料热压罐成型工艺,而为了满足气动要求,内型面必须保证气流无阻碍流通,因此采用阳模成型方案,该s型变截面结构进气道成型的阳模主要分为金属组合模、可溶性模具或可破坏模具,由于可溶性模具和可破坏模具的制造工艺较为复杂,成本较高且无法反复使用,因此对于批量产品的话经常会选用金属组合模。但从现场工人在实际生产中的反馈中发现,由于s型进气道为变截面结构,其进气道存在闭角结构,所以金属组合模脱模速度较慢,且可能导致精确度出现误差,故如何对金属组合模进行设计,使其能有效、快速、精准的保证顺利脱模一直是个困扰着s型变截面结构进气道生产的难题。
技术实现思路
1、为了解决现有技术下的金属组合模脱模速度较慢,精确度可能出现误差的问题,本发明提供了一种应用于s型复合材料变截面结构进气道的成型模具,具有脱模精度高、可操作性强、脱模速度快,且可反复使用。
2、本发明的一种应用于s型变截面结构进气道的成型模具及使用方法,其具体结构和方法步骤如下所述:
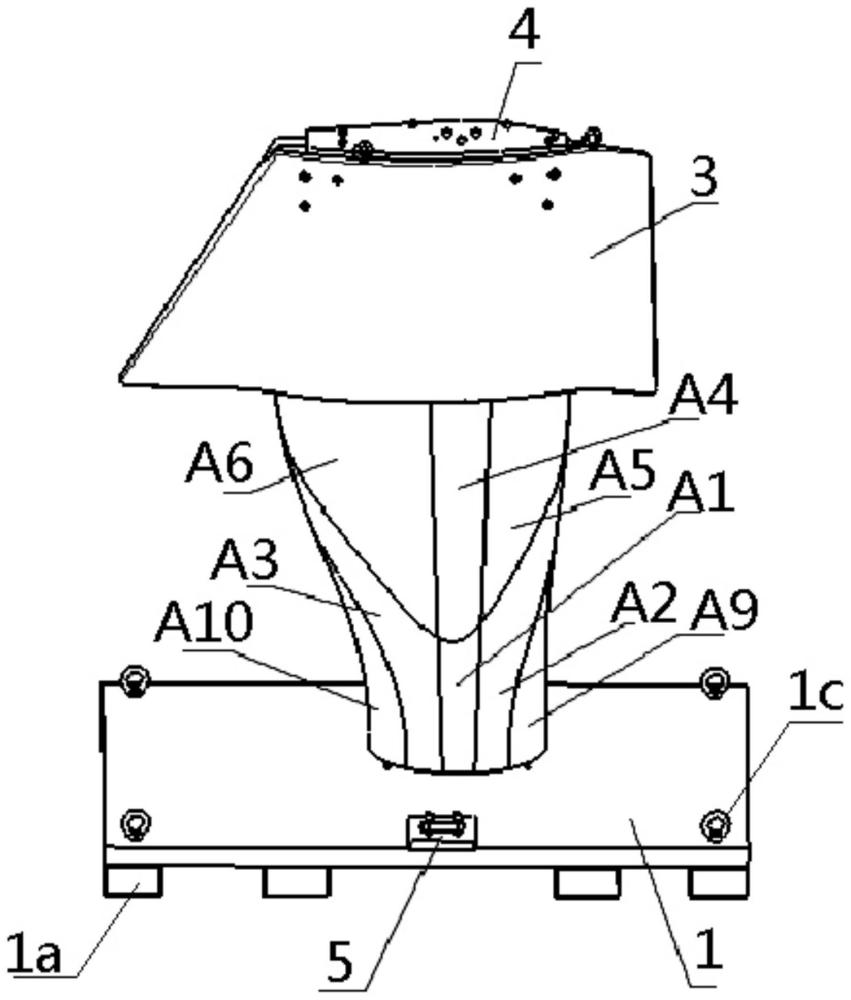
3、一种应用于s型变截面结构进气道的成型模具,包括底座,其特征在于:
4、所述的底座为平面板状结构,其下部设置有垫脚,底座的中心位置设置有一底座凹槽,在该底座凹槽内呈竖直状的固定设置有一芯模,该芯模的下端采用定位销及固定螺栓的连接方式与底座凹槽连接,且该芯模的下段为中空式结构;
5、所述的芯模的模身处设置有活动块模具组件,活动块模具组件的各个活动块按顺序装配至底座凹槽处及芯模上,且该活动块模具组件的上端与芯模的上端平齐;
6、所述的活动块模具组件在其上段位置处使用定位销及固定螺栓的连接方式与一唇口模具连接定位和固定;
7、所述的芯模和活动块模具组件的顶部设置有固定板,该固定板为平板式结构,固定板的板面上设置有固定连接孔,该固定连接孔与芯模的顶部及活动块模具组件的顶部的连接孔匹配,即,通过定位销及固定螺栓的连接方式该固定板将芯模与活动块模具组件进行连接固定。
8、上述所有零部件均为金属材质,使用数控机床加工而成,各零件之间通过定位销及螺栓进行定位和固定,考虑到进气道尺寸较大,如果全部选用钢材料会增大运输、转运及拆装时的困难,因此底座和芯模作为整个模具的主体结构选用钢材料,保持模具的稳定,而固定板及脱模板因尺寸较小,也选用钢材料,唇口模具及组成活动块模具组件的各个活动块则选用铝材料,减小模具的整体重量。
9、根据本发明的一种应用于s型变截面结构进气道的成型模具,其特征在于,所述的活动块模具组件包括一号活动块、二号活动块、三号活动块、四号活动块、五号活动块、六号活动块、七号活动块、八号活动块、九号活动块和十号活动块,其中,一号活动块、九号活动块和十号活动块通过底座的底座凹槽内的定位销按顺序设置在芯模的下段的中空位置处;二号活动块、三号活动块、四号活动块、五号活动块和六号活动块则通过活块定位销分别设置在芯模的中段位置;而七号活动块和八号活动块则设置在芯模的上段背部两侧的位置,整个活动块模具组件通过其预设的外形定位与底座和芯模进行连接。
10、根据本发明的一种应用于s型变截面结构进气道的成型模具,其特征在于,所述的活动块模具组件的各个活动块的加工设置有凹槽及连接孔,而在底座凹槽和芯模的对应位置同样设置有连接孔,使用固定螺栓将各个活动块与底座凹槽及芯模进行相互之间的固定。
11、根据本发明的一种应用于s型变截面结构进气道的成型模具,其特征在于,所述的底座在其上板面的四处角落位置设置有吊环,底座下部设置的垫脚处开设有叉车槽。
12、此处设计目的在于,由于底板+活动块模具组件整体质量较重,故为方便模具的转运及拆装,在底座上设置有吊环,垫脚处叉车槽。另外,在芯模、唇口模具及活动块模具组件的各个活动块也可根据需求分别设置有吊环。
13、根据本发明的一种应用于s型变截面结构进气道的成型模具,其特征在于,所述的底座在其上板面处设置有脱模板,该脱模板为平板式结构,通过固定螺栓固定在底座上,脱模板设置有两个定位销,该定位销与位于活动块模具组件下部位置的九号活动块和十号活动块的定位销孔相匹配,脱模板将这两个活动块在脱模时进行辅助脱模。
14、除了上述的设置有定位销的脱模板外,还有设置有连接孔及顶丝孔的平板结构的脱模板,该脱模板与活动块的连接孔匹配,可实现活动块在竖直方向的移动,用于将活动块竖直向上的辅助脱模。另外,如果需要平移式的辅助脱模的话则可采用u型结构的脱模板。
15、一种应用于s型变截面结构进气道的成型模具的使用方法,基于上述的一种应用于s型变截面结构进气道的成型模具,其具体步骤如下所述:
16、1)首先使用定位销及固定螺栓将底座与芯模进行连接固定,将其作为模具的主体结构;
17、2)然后将活动块模具组件的各个活动块按照十号活动块、九号活动块、八号活动块、七号活动块、一号活动块、二号活动块、三号活动块、四号活动块、五号活动块和六号活动块的装配顺序逐个进行装配;
18、3)上述步骤2)具体为:一号活动块、九号活动块和十号活动块通过底座的底座凹槽内的定位销按顺序设置在芯模的下段的中空位置处;二号活动块、三号活动块、四号活动块、五号活动块和六号活动块则通过活块定位销分别设置在芯模的中段位置;而七号活动块和八号活动块则设置在芯模的上段背部两侧的位置;
19、4)步骤2)中的各个活动块通过其连接孔使用固定螺栓的方式与底座凹槽和芯模进行相互之间的固定,每个活动块定位安装后立即进行连接,并确认和芯模形成预设的外形定位;
20、5)所有活动块全部安装完毕后,在活动块模具组件和芯模的顶部使用固定板(4)进行连接固定;
21、6)将组装好的模具清洁干净,涂刷脱模剂,便可进行s型变截面结构复合材料进气道的成型铺贴工作;
22、7)s型进气道主体结构铺贴完毕后,进行唇口的铺贴,全部铺贴完毕后将唇口模具与主体模具使用定位销及螺栓进行定位和固定。然后按照工艺文件要求对进气道进行真空袋的糊制以及热压罐固化等操作,进气道固化完毕后出炉起模;
23、8)起模步骤如下:
24、首先拆除唇口模具以及模具顶部的固定板,将各个活动块连接的固定螺栓拆除,然后利用脱模板将各个活动块从底座及芯模上拆除,拆除顺序从一号活动块起,直至八号活动块,接着用固定板再次将九号活动块和十号活动块进行连接固定,利用桁车将s型进气道连同固定板、九号活动块和十号活动块一起垂直从底座及芯模上抽出,再借助桁车及脱模板将九号活动块和十号活动块从进气道下部抽出,最终实现s型进气道的顺利脱模,从而得到内型面光滑平整的s型变截面结构复合材料进气道。
25、本发明的一种应用于s型变截面结构进气道的成型模具及使用方法,其涉及要点如下:
26、由于s型复合材料进气道为闭角及变截面结构,金属组合模的活块需从进气道的两侧分别抽出才能够实现顺利脱模,同时考虑到操作的便捷性及安全性,模具采用竖立形式放置,唇口朝上,与发动机连接端朝下,模具的组装及拆卸均按照竖直方向操作。由于s型复合材料进气道闭角结构较多,在每个闭角位置均需设置活块,同时为了保证活块可顺利取出,活块在进气道内部需要进行平移,直至竖直方向无干涉。因此模具的分块设计方式为在闭角区域设置活块,中部设置无闭角结构活块,脱模时先将中部无闭角结构活块取出,然后平移闭角区域活块至无干涉区域,再将活块沿竖直方向取出。分块设计完毕后,利用catia软件中平移及碰撞功能对模具进行充分的拔模分析,保证各活块可按照相应顺序顺利脱模。
27、使用本发明的一种应用于s型变截面结构进气道的成型模具及使用方法获得了如下有益效果:
28、(1)本发明的一种应用于s型变截面结构进气道的成型模具及使用方法使得进气道内型面精度高:模具的所有零件均采用数字化机床进行加工,且组装完毕后使用激光扫描仪对模具型面进行全方位扫描检测,符合产品精度和设计要求;
29、(2)本发明的一种应用于s型变截面结构进气道的成型模具及使用方法的安全可靠性高:模具的所有零件之间均采用机械方式进行连接,安全性好,可靠性高。
30、(3本发明的一种应用于s型变截面结构进气道的成型模具及使用方法的可操作性强:依据s型进气道的详细结构对模具各个活块进行分块设计,并进行充分的拔模分析,可对实际生产时模具组装和脱模过程进行模拟,风险低,可操作性强;
31、(4)本发明的一种应用于s型变截面结构进气道的成型模具及使用方法可反复使用:模具的所有零件均为金属材质,结实耐用,可以反复使用,可用于批量产品的生产。
- 还没有人留言评论。精彩留言会获得点赞!