立体成型系统及其控制方法与流程
本发明涉及打印设备,尤其是涉及到一种立体成型系统及其控制方法。
背景技术:
1、立体成型设备(3dimension printer,3dp),是一种累积制造技术,是快速成形技术的一种机器,它是一种数字模型文件为基础,运用特殊蜡材、粉末状金属或塑料等可粘合材料,通过依次打印多层的粘合材料来制造三维的物体。
2、目前的立体成型设备,为了满足模型多色或多材质的打印需要,通常会利用一个打印头通过频繁更换不同的打印耗材,以实现模型多色或多材质的打印需要,这样的设置,在更换耗材时,打印头需要停止打印,影响打印效率。
技术实现思路
1、有鉴于此,本发明提供了一种立体成型系统及其控制方法,能够满足模型多颜色、多材质的打印需求,且可以在一个打印头不停机保持打印状态的情况下,实现对另一个打印头的耗材供给或换料操作,有利于节省时间,提升打印效率。
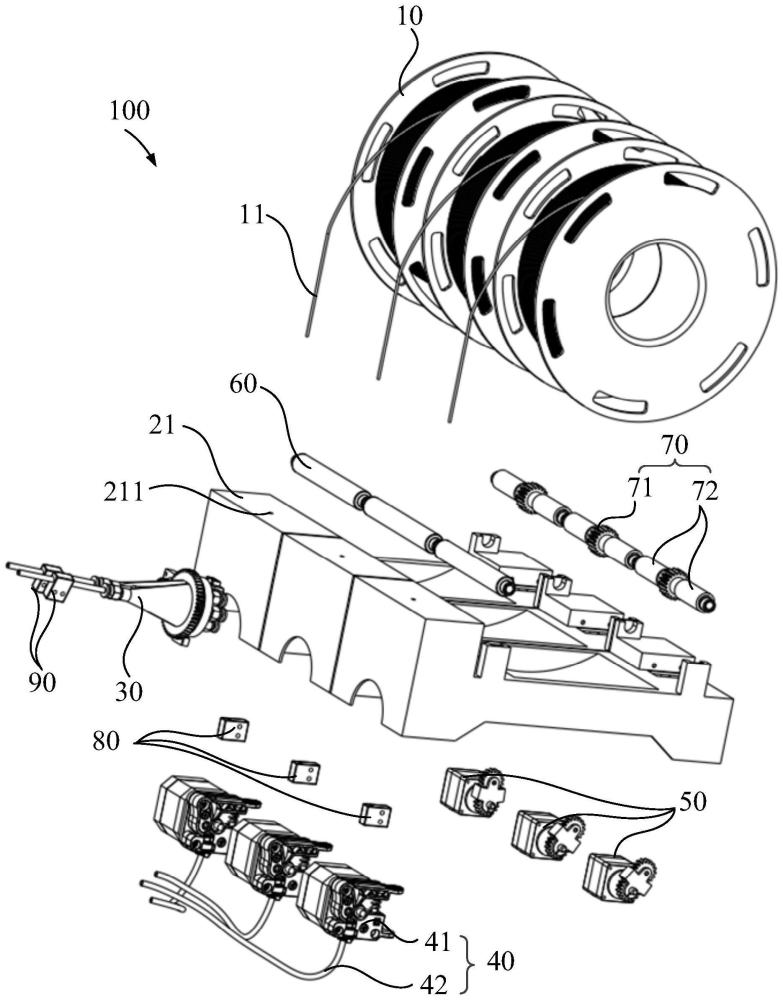
2、本发明第一方面的实施例,提供了一种立体成型系统,包括:至少两个打印头和换料机构,换料机构包括换向装置和上料装置;换向装置包括多个进料口和多个出料口,出料口与打印头对应连接,换向装置用于切换出料口与不同位置的进料口连通的状态;上料装置与换向装置对应,用于将耗材容纳装置上的耗材引导至对应的进料口中。
3、进一步地,换向装置包括:安装座,进料口间隔开设在安装座上;换向部,换向部与安装座转动连接,换向部包括与出料口的数量相等的腔室,腔室远离安装座的一端开设有出料口,腔室靠近安装座的一端开设有过渡口,过渡口与对应范围的进料口对应;第一驱动机构,第一驱动机构与换向部连接,用于切换过渡口与不同位置的进料口连通的状态。
4、进一步地,过渡口的尺寸大于出料口的尺寸;第一驱动机构用于驱动换向部转动;换向装置还包括:位置检测装置,设置于安装座和换向部中的至少一个上,用于检测换向部相对于安装座的旋转位置,第一驱动机构根据位置检测装置的检测结果开启或关闭。
5、进一步地,位置检测装置包括磁性件和感应组件,磁性件与换向部和安装座中其中一个连接,感应组件与换向部和安装座中其中另一个连接,感应组件包括与进料口一一对应的至少两个磁性感应件。
6、进一步地,安装座朝向换向部的一端设置有突出的安装部,换向部设置有配合安装部的容纳部;安装座朝向换向部的一端还设置有凸台,多个进料口位于凸台和安装部之间,感应组件还包括安装环,磁性感应件安装在安装环上,安装环套设在凸台上。
7、进一步地,打印头包括第一打印头和第二打印头,换向部相应地包括两个两端具有开口的腔室,腔室呈具有大径端和小径端的锥状结构,腔室的大径端的开口为过渡口,腔室的小径端的开口为出料口,每个腔室与一半数量的进料口对应;换向装置还包括连接件,连接件穿过换向部与安装座连接,以使换向部相对于安装座可转动,连接件位于两个腔室之间。
8、进一步地,换向部靠近安装座的一端的周向设置有第一齿状结构,换向装置还包括与第一齿状结构相啮合的第一传动齿轮,第一传动齿轮与第一驱动机构动力连接,第一驱动机构安装在安装座上;第一驱动机构与安装座固定连接,安装座上开设有避让孔,第一驱动机构的驱动轴穿过避让孔后与第一传动齿轮连接。
9、进一步地,换料机构还包括:料架,料架用于承载耗材容纳装置且与耗材容纳装置转动连接,料架上设置有过料孔,过料孔用于供耗材容纳装置上的耗材插入,以使耗材与上料装置连接;上料装置包括与过料孔的数量相等的挤出机构,挤出机构与料架连接,任一挤出机构包括进料端和出料端,进料端与过料孔相对,出料端通过料管与进料口连通;其中,耗材由过料孔插入进料端,对应的挤出机构用于引导耗材经出料端向进料口的方向输送。
10、进一步地,换料机构还包括:与过料孔的数量相同的退料装置,退料装置包括第二驱动部和第二传动部,第二驱动部安装在料架上,第二传动部具有驱动位置和闲置位置,第二驱动部与第二传动部连接,以驱动第二传动部在驱动位置和闲置位置切换,在驱动位置,第二传动部有选择地与对应的耗材容纳装置连接,以驱动耗材容纳装置转动。
11、进一步地,换料机构还包括:与料架转动连接并相对设置的第一支撑轴和第二支撑轴;耗材容纳装置包括料盘,第一支撑轴、第二支撑轴、料盘的旋转轴线相互平行,料盘的两个轮缘与第一支撑轴的周向表面、第二支撑轴的周向表面接触;其中,挤出机构和退料装置分布在料盘底部的两侧,第一支撑轴靠近挤出机构设置,在驱动位置,第二传动部与第二支撑轴驱动连接,以驱动对应的料盘转动。
12、进一步地,第二支撑轴的周侧设置有第二齿状结构,料架靠近第二齿状结构的部分设置有通孔;第二传动部包括:连接块、第二齿轮和第三齿轮,第二驱动部的输出轴穿过第二齿轮与连接块转动连接,第三齿轮与第二齿轮啮合并与连接块转动连接,第三齿轮通过通孔暴露在第二齿状结构的一侧;其中,第二齿轮与输出轴同步转动,连接块可随输出轴转动并具有阻力,第三齿轮随着连接块的转动可相对于输出轴摆动至与第二齿状结构啮合的驱动位置或分离的闲置位置。
13、进一步地,第二支撑轴位于第二齿状结构的两端还套设有防滑套,两个防滑套对应与同一个料盘的两个轮缘相接触。
14、进一步地,立体成型系统还包括:第一断料检测装置,设置在对应的挤出机构的进料端处,用于检测进料端处的耗材状态;第二断料检测装置,设置在对应的出料口处,用于检测出料口处的耗材状态。
15、本发明第二方面的实施例,提供了一种立体成型系统的控制方法,控制方法包括:基于第一打印头在执行打印操作,控制上料装置将第二打印头使用的第一耗材退料;控制换向装置动作,以将第二打印头与第二耗材对应;控制上料装置将第二耗材移动到设定位置,以给第二打印头供料;若接收到打印头切换指令,控制第一打印头停止打印,并控制第二打印头使用第二耗材执行打印操作。
16、进一步地,控制换向装置动作,以将第二打印头与第二耗材对应,具体包括:控制换向装置将第一出料口从与第一进料口连通的位置切换至与第二进料口连通的位置;其中,第一出料口与第二打印头连通,第一进料口供第一耗材进料,第二进料口供第二耗材进料。
17、进一步地,控制上料装置将第二耗材移动到设定位置,包括:在与第二耗材相对应的第一断料检测装置的检测结果为有料的情况下,控制上料装置中与第二进料口连通的挤出机构以第一姿态工作第一预设时长,以使第二耗材移动至设定位置。
18、进一步地,控制上料装置将第二打印头使用的第一耗材退料,包括:控制上料装置将第一耗材退出第二打印头和与第一出料口;控制与第一进料口连通的挤出机构以第二姿态工作,控制与挤出机构对应的退料装置以第三姿态工作,以使第三齿轮与第二齿形结构抵接,并控制退料装置继续以第三姿态工作,其中,第一姿态和第二姿态下的挤出机构的运行方向相反;第二预设时长后,控制挤出机构停止工作,控制退料装置停止工作。
19、进一步地,控制上料装置将第一耗材退出第二打印头和与第一出料口,包括:控制上料装置中与第一进料口连通的挤出机构以第二姿态工作;在第一出料口处的第二断料检测装置的检测结果为无料的情况下,确定第一耗材退出第二打印头和与第一出料口。
20、本发明实施例提供的立体成型系统及其控制方法,立体成型系统包括至少两个打印头和换料机构,换料机构包括换向装置和上料装置。由于换向装置能够切换换向装置的出料口与不同位置的进料口的连通的状态,进而当换向装置将需要供料或换料的打印头对应的出料口与目标耗材对应的进料口连通时,通过上料装置能够引导目标耗材通过进料口、与进料口连通的出料口输送至需要换料的打印头,实现对该打印头供给目标耗材的操作,并且,可以根据模型的多色、多材质的打印需求,通过换向装置将该出料口与不同位置的进料口连通,以实现对该需要换料的打印头提供不同颜色、不同材质的耗材,操作简单,使用方便。同时,在该过程中,可以不影响其他打印头的状态,如其他打印头中的一个可以保持打印状态,进而在一个打印头可以不停机保持打印状态的情况下,实现对另一个打印头的耗材供给或换料操作,与相关技术中一个打印头需要停机更换不同的打印耗材相比,能够节省时间,提升打印效率。
21、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!