一种双色模反面进胶注塑模具结构的制作方法
1.本发明涉及一种双色注塑模具结构,具体为一种双色模反面进胶注塑模具结构,属于模具结构技术领域。
背景技术:
2.模具工业在我国快速的发展,随着塑料工业日益发展,塑料制品在各行业不断拓展和应用越来越广泛,产品的结构也越来越复杂,对模具的精密配合、尺寸的稳定性、外面的要求有着更高的标准,产品的复杂直接对模具结构稳定性有着更高的要求,在结构的简化同时如何保证加工的简单性,维修的方便性,动作的合理性,成为一系列的研究课程,双色注塑是指将两种不同的材料注塑到同一套模具,从而实现注塑出来的零件由两种材料形成的成型工艺,有的两种材料是不同颜色的,有的是软硬不同的,从而提高产品的美观性和装配等性能。
3.如公开号为:cn107672121a,一种双色模注塑模具结构,本发明的目的是提供一种有效防止分型面产生批锋的双色模注塑模具结构。包括前模板和后模板,所述前模板与所述后模板活动连接;所述前模板包括硬胶前模和软胶前模,所述硬胶前模上设置有预压凹槽,所述预压凹糟位于硬胶和软胶的钳接处,注塑所得的硬胶产品上对应所述预压凹槽形成预压骨位,所述预压骨位用于防止软胶溢出。本发明硬胶注塑后,硬胶产品在对应预压凹槽的地方形成预压骨位,凸出一定高度,这样再进行软胶注塑后,预压骨位会起到遮挡作用,注塑的软胶不会溢出,达到硬胶和软胶一体成形,不形成批锋,确保产品的质量。
4.再如公开号为:cn109866391a,一种双色模系列的注塑模具,具体涉及注塑模具领域,包括底板,所述底板上嵌设有第二轴承,所述第二轴承内贯穿设有旋转轴,所述底板顶部设有第一轴承,所述第一轴承内设有转盘,所述转盘顶部设有下模以及底部设有位置编码器,所述下模表面开设有第一下模槽和第二下模槽,所述第一轴承两侧均设有套管,所述套管侧壁上设有第一限位板,所述套管内腔设有限位杆。本发明将公模紧紧的固定,减少公模的晃动,解决了尺寸不稳定问题,使得相应关键功能部位轮廓控制精度得到了大大的提高。
5.然而,在进行使用时,当以双色注塑产品的灯罩为例,常规的做法是先注塑边框,然后再注塑透明镜面件,由于产品是透明件,浇口无法设置在肉眼可视区域,导致无法采用双色注塑,造成生产效率低,人工成本,设备利用率增加,报废率增加。
6.有鉴于此特提出本发明,在进行使用时,通过反面进胶,在进行注塑时,通过先与前模进行合模注塑成透明件,然后在脱模后,进行旋转,与后模相合模,注塑边框,并在进行使用时,进行连续进行,同步作业,提高产能和效率,大大减少报废率。
技术实现要素:
7.本发明的目的就在于为了解决上述问题而提供一种双色模反面进胶注塑模具结构,在进行使用时,如生产灯罩时,先注塑透明件,然后注塑边框,便于进行双色注塑,并解
决双色注塑时的不同材料融合问题,且大大提高生产效率。
8.本发明通过以下技术方案来实现上述目的,一种双色模反面进胶注塑模具结构,包括动模件、前模和后模,且在一次成型时,所述动模件与所述前模相合模进行一次注塑,并在注塑完成后,所述动模件与所述前模脱模,并通过外部旋转设备对所述动模件进行旋转,所述动模件携带一次注塑成型产品与所述后模相合模,进行二次注塑,且所述动模件包括动模底座,所述动模底座的一侧固定安装有动模板,且所述动模板的一侧内部镶嵌安装有动模镶块,所述动模件与所述前模和所述后模合模时,所述动模镶块与所述前模和所述后模形成型腔,且一次注塑和二次注塑均在型腔内完成,在进行使用时,将两个所述动模件与外部旋转转运设备相连接,并对所述前模和所述后模进行固定,使得两个所述动模件分别与所述前模和所述后模相合模,并在所述动模件与所述前模相合模时,进行一次注塑,所述动模件与所述后模相合模时进行二次注塑,且一次注塑后,形成的产品在进行脱模时,保留在所述动模镶块上,在所述动模件旋转时,所述动模镶块携带产品与所述后模相合模,然后进行二次注塑,并在二次注塑完成后,进行脱模时,产品从所述动模镶块上脱离,即完成一次注塑的产品与二次注塑的产品相融合,以灯罩为例,在一次注塑时,所述动模件与所述前模相合模,进行一次注塑,形成透明件,且在所述动模件与所述前模相脱模时,透明件保留在所述动模镶块上,且所述动模件旋转,使得动模件与所述后模相合模时,透明件位于型腔的内部,进而二次注塑,形成边框,进而使得透明件与边框相融合,便于进行双色注塑,且在进行注塑时,注塑口分别位于所述前模和所述后模上,进行反面进胶,方便操作,便于使用,大大提高双色注塑时的效率和降低残次率,并通过两个所述动模件,便于进行一次注塑和二次注塑同步进行,提高产能。
9.进一步的,所述前模包括一次定模座板,且所述一次定模座板的一侧固定安装有一次定模镶块,且所述动模件与所述前模相合模时,所述一次定模镶块与所述动模镶块相吻合形成型腔,所述一次定模座板的中间位置开设有第一热流道,且所述第一热流道的一侧与所述一次定模镶块的一侧相连通,所述一次定模座板的一侧位于所述第一热流道的一端固定安装有第一定位圈,所述一次定模座板的内部位于所述第一热流道的外侧安装有第一底针板,所述第一底针板的一侧安装有第一面针板,且所述第一面针板的一侧安装有第一顶针,所述第一顶针的一端贯穿所述一次定模镶块,并延伸至所述一次定模镶块的一侧,所述一次定模座板的内部两侧均插接有第一针板导柱,且所述第一针板导柱的一端固定安装有弹簧,所述弹簧的一端与所述一次定模座板相固定连接,所述第一底针板与第一所述面针板上均固定第一针板导套,且所述第一针板导柱通过所述第一针板导套延伸至所述一次定模座板的一侧,在进行使用时,通过所述动模镶块与所述一次定模镶块形成模腔,并在进行合模时,通过所述第一定位圈的中心点进行定位所述动模件与所述前模,进行合模后,进行固定,并通过外部注塑机,将融化的材料通过所述第一热流道注入到模腔的内部,待冷却后,进行开模,且在开模时,由所述弹簧同步弹出,推动所述第一底针板、所述第一面针板、所述第一针板导柱、所述第一针板导套保证所述第一顶针进行顶出和复位时进行引导和保护,防止咬死,且在进行脱模时,所述第一顶针将产品顶出所述一次定模镶块,使得产品始终固定在所述动模镶块上,便于进行二次注塑使用。
10.进一步的,所述后模包括二次定模座板,且所述二次定模座板的一侧固定安装有二次定模镶块,且所述二次定模镶块与所述动模镶块相吻合形成型腔,所述二次定模座板
的中间位置开设有第二热流道,且所述第二热流道与所述二次定模镶块相连通,且所述二次定模座板的一侧位于所述第二热流道的一端固定安装有第二定位圈,所述二次定模座板的内部位于所述第二热流道的外侧安装有第二底针板,且所述第二底针板的一侧安装有第二面针板,所述第二面针板的内部插接有第二顶针,所述第二顶针的一端延伸至所述二次定模镶块的一侧,所述二次定模座板上插接有第二针板导柱,且所述第二底针板与所述第二面针板上均固定安装有第二针板导套,所述第二针板导柱插接在所述第二针板导套的内部,所述二次定模座板的一端外侧固定安装有油缸,且所述油缸的伸出端固定安装有拉伸块,所述拉伸块卡接在所述第二面针板与所述第二底针板之间,在进行使用时,通过所述后模上的所述第二定位圈的中心点,使得所述动模件与所述后模相合模,并在合模后,所述动模镶块与所述二次定模镶块形成模腔,并在进行合模后,进行固定,通过外部注塑机,将融化的材料通过所述第二热流道注入到模腔的内部,与所述动模镶块上的产品相融合连接,形成最终产品,且待冷却开模时,通过所述油缸带动所述拉伸块,同步带动所述第二顶针、所述第二面针板、所述第二底针板做顶出动作和复位,所述第二针板导柱、所述第二针板导套顶出和复位时进行引导和保护,放置咬死,且所述第二顶针固定在所述第二底针板和所述第二面针板之间,使得产品顶出,便于脱离。
11.进一步的,所述一次定模座板与所述二次定模座板均采用分体式结构,且在开模时,所述一次定模座板的两端和所述二次定模座板的两侧均处于分离状态,所述一次定模座板与所述二次定模座板的一侧均固定安装有隔热板,通过采用分体式结构,便于进行开模,且通过所述隔热板,在进行使用时,避免注塑时温度过高,导致操作人员烫伤,提高安全性。
12.本发明的技术效果和优点:通过采用动模件、前模和后模,在进行作业时,通过动模件与前模相合模,进行一次注塑,并在注塑后脱模后,动模件携带一次注塑成型的产品与后模合模,进行二次注塑,便于循环同步进行,大大提高生产效率,并在进行使用时,大大降低报废率。
附图说明
13.图1为本发明一次注塑时的结构示意图;
14.图2为本发明二次注塑时的结构示意图;
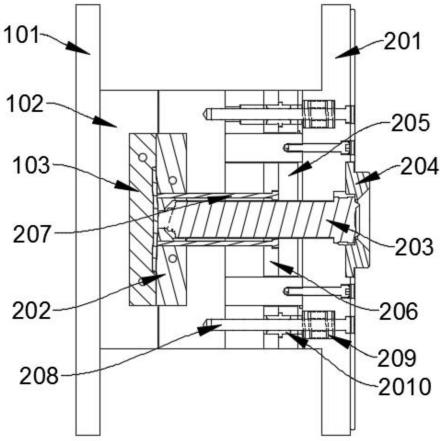
15.图3为本发明一次成型时的剖视图;
16.图4为本发明二次成型时的剖视图;
17.图5为本发明中动模件的剖视图;
18.图6为本发明中动模件的结构示意图;
19.图7为本发明中前模的结构示意图;
20.图8为本发明中后模的结构示意图;
21.图9为利用本发明注塑形成的产品示意图;
22.图中:1、动模件;101、动模底座;102、动模板;103、动模镶块;2、前模;201、一次定模座板;202、一次定模镶块;203、第一热流道;204、第一定位圈;205、第一底针板;206、第一面针板;207、第一顶针;208、第一针板导柱;209、弹簧;2010、第一针板导套;3、后模;301、二次定模座板;302、二次定模镶块;303、第二热流道;304、第二定位圈;305、第二底针板;306、
第二面针板;307、第二顶针;308、第二针板导柱;309、第二针板导套;3010、油缸;3011、拉伸块;4、隔热板。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.请参阅图1-9所示,一种双色模反面进胶注塑模具结构,包括动模件1、前模2和后模3,且在一次成型时,动模件1与前模2相合模进行一次注塑,并在注塑完成后,动模件1与前模2脱模,并通过外部旋转设备对动模件1进行旋转,动模件1携带一次注塑成型产品与后模3相合模,进行二次注塑,且动模件1包括动模底座101,动模底座101的一侧固定安装有动模板102,且动模板102的一侧内部镶嵌安装有动模镶块103,动模件1与前模2和后模3合模时,动模镶块103与前模2和后模3形成型腔,且一次注塑和二次注塑均在型腔内完成,在进行使用时,将两个动模件1与外部旋转转运设备相连接,并对前模2和后模3进行固定,使得两个动模件1分别与前模2和后模3相合模,并在动模件1与前模2相合模时,进行一次注塑,动模件1与后模3相合模时进行二次注塑,且一次注塑后,形成的产品在进行脱模时,保留在动模镶块103上,在动模件1旋转时,动模镶块103携带产品与后模3相合模,然后进行二次注塑,并在二次注塑完成后,进行脱模时,产品从动模镶块103上脱离,即完成一次注塑的产品与二次注塑的产品相融合,以灯罩为例,在一次注塑时,动模件1与前模2相合模,进行一次注塑,形成透明件,且在动模件1与前模2相脱模时,透明件保留在动模镶块103上,且动模件1旋转,使得动模件1与后模3相合模时,透明件位于型腔的内部,进而二次注塑,形成边框,进而使得透明件与边框相融合,便于进行双色注塑,且在进行注塑时,注塑口分别位于前模2和后模3上,进行反面进胶,方便操作,便于使用,大大提高双色注塑时的效率和降低残次率,并通过两个动模件1,便于进行一次注塑和二次注塑同步进行,提高产能。
25.前模2包括一次定模座板201,且一次定模座板201的一侧固定安装有一次定模镶块202,且动模件1与前模2相合模时,一次定模镶块202与动模镶块103相吻合形成型腔,一次定模座板201的中间位置开设有第一热流道203,且第一热流道203的一侧与一次定模镶块202的一侧相连通,一次定模座板201的一侧位于第一热流道203的一端固定安装有第一定位圈204,一次定模座板201的内部位于第一热流道203的外侧安装有第一底针板205,第一底针板205的一侧安装有第一面针板206,且第一面针板206的一侧安装有第一顶针207,第一顶针207的一端贯穿一次定模镶块202,并延伸至一次定模镶块202的一侧,一次定模座板201的内部两侧均插接有第一针板导柱208,且第一针板导柱208的一端固定安装有弹簧209,弹簧209的一端与一次定模座板201相固定连接,第一底针板205与第一面针板206上均固定第一针板导套2010,且第一针板导柱208通过第一针板导套2010延伸至一次定模座板201的一侧,在进行使用时,通过动模镶块103与一次定模镶块202形成模腔,并在进行合模时,通过第一定位圈204的中心点进行定位动模件1与前模2,进行合模后,进行固定,并通过外部注塑机,将融化的材料通过第一热流道203注入到模腔的内部,待冷却后,进行开模,且在开模时,由弹簧209同步弹出,推动第一底针板205、第一面针板206、第一针板导柱208、第
一针板导套2010保证第一顶针207进行顶出和复位时进行引导和保护,防止咬死,且在进行脱模时,第一顶针207将产品顶出一次定模镶块202,使得产品始终固定在动模镶块103上,便于进行二次注塑使用。
26.后模3包括二次定模座板301,且二次定模座板301的一侧固定安装有二次定模镶块302,且二次定模镶块302与动模镶块103相吻合形成型腔,二次定模座板301的中间位置开设有第二热流道303,且第二热流道303与二次定模镶块302相连通,且二次定模座板301的一侧位于第二热流道303的一端固定安装有第二定位圈304,二次定模座板301的内部位于第二热流道303的外侧安装有第二底针板305,且第二底针板305的一侧安装有第二面针板306,第二面针板306的内部插接有第二顶针307,第二顶针307的一端延伸至二次定模镶块302的一侧,二次定模座板301上插接有第二针板导柱308,且第二底针板305与第二面针板306上均固定安装有第二针板导套309,第二针板导柱308插接在第二针板导套309的内部,二次定模座板301的一端外侧固定安装有油缸3010,且油缸3010的伸出端固定安装有拉伸块3011,拉伸块3011卡接在第二面针板306与第二底针板305之间,在进行使用时,通过后模3上的第二定位圈304的中心点,使得动模件1与后模3相合模,并在合模后,动模镶块103与二次定模镶块302形成模腔,并在进行合模后,进行固定,通过外部注塑机,将融化的材料通过第二热流道303注入到模腔的内部,与动模镶块103上的产品相融合连接,形成最终产品,且待冷却开模时,通过油缸3010带动拉伸块3011,同步带动第二顶针307、第二面针板306、第二底针板305做顶出动作和复位,第二针板导柱308、第二针板导套309顶出和复位时进行引导和保护,放置咬死,且第二顶针307固定在第二底针板305和第二面针板306之间,使得产品顶出,便于脱离。
27.一次定模座板201与二次定模座板301均采用分体式结构,且在开模时,一次定模座板201的两端和二次定模座板301的两侧均处于分离状态,一次定模座板201与二次定模座板301的一侧均固定安装有隔热板4,通过采用分体式结构,便于进行开模,且通过隔热板,在进行使用时,避免注塑时温度过高,导致操作人员烫伤,提高安全性。
28.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
29.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1