一种橡胶防护圈的制备方法以及接头模具与流程
本发明属于橡胶硫化领域,具体涉及一种橡胶防护圈的制备方法以及接头模具。
背景技术:
1、配套于轨道交通减振降噪类隔振器产品起防护作用的多功能橡胶防护圈制品,其主要结构为厚度薄、宽度宽、直径大的圆圈型结构,传统生产工艺为一次硫化成型工艺。
2、然而,多功能橡胶防护圈的传统生产工艺存在许多问题:首先,由于采用一次硫化成型,因此对一次硫化成型前的预成型工艺要求很高,对材料的工艺性和生产条件稳定性等加工性能要求也很高;其次,由于传统生产工艺采用单模一次硫化成型,一次成型的橡胶防护圈数量较少,生产效率低;另外,生产的多功能橡胶防护圈制品极易出现部分位置缺陷和分型面断裂现象;最后,传统生产工艺操作复杂,对操作员的操作手法要求极高,操作容错率低。
技术实现思路
1、为解决现有技术的问题,本发明提供了一种橡胶防护圈的制备方法以及接头模具。
2、本发明的具体技术方案如下:
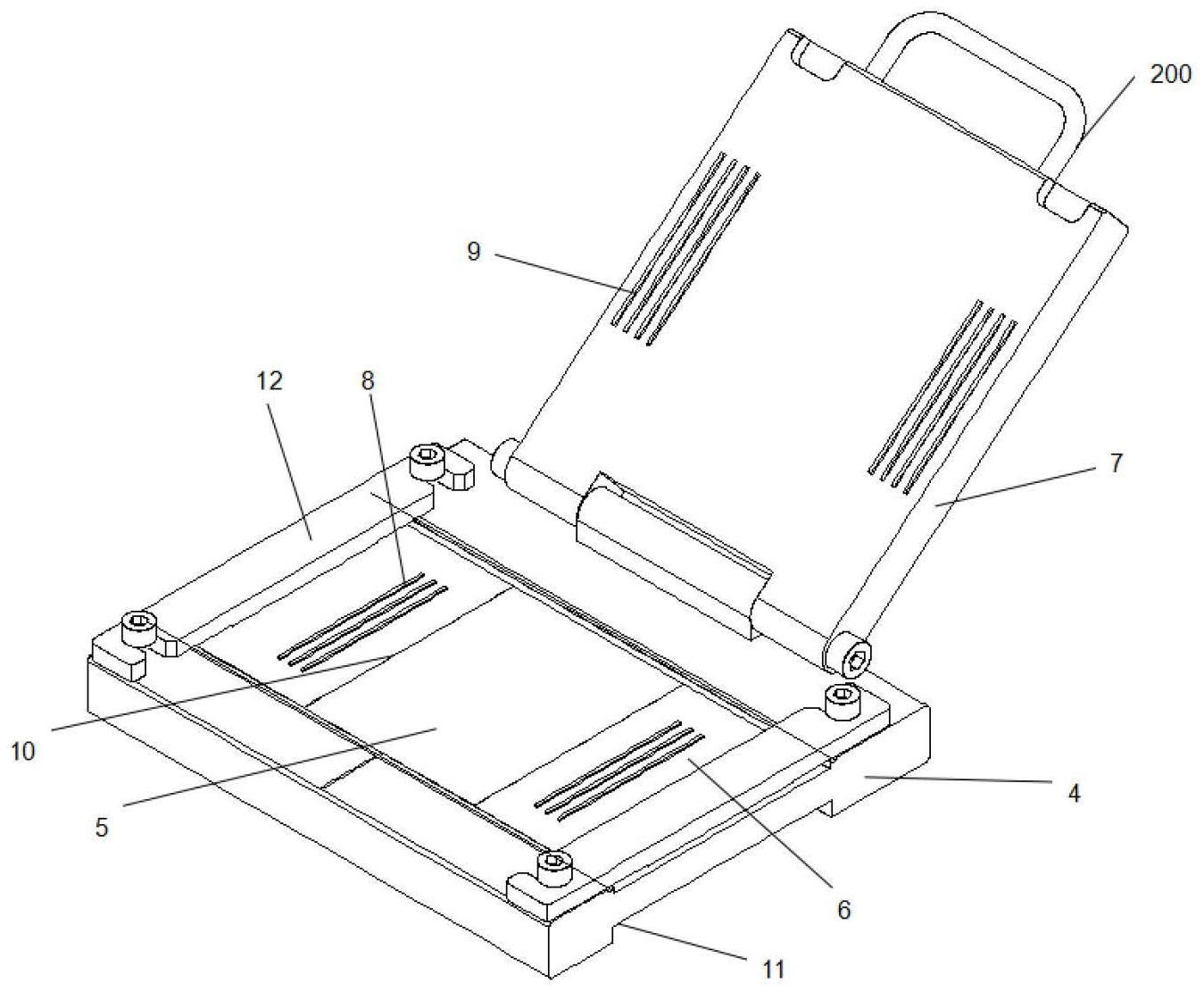
3、本发明提供了一种橡胶防护圈的接头模具,其特征在于,用于在橡胶防护圈主体结构进行第二次硫化成型的过程中容纳该橡胶防护圈主体结构的两端以及接头片从而使该两端结合,包括:下模板,一个表面设置有容纳接头片的模腔以及位于模腔两端的用于承载橡胶防护圈主体结构的两端的容纳槽,上模板,转动连接在下模板的一侧且与模腔以及容纳槽的位置相对应,其中,下模板的上表面上设置有多条位于容纳槽内的下模止退线,上模板的下表面上设置有多条与下模止退线相对应的上模止退线。
4、本发明提供的橡胶防护圈的接头模具,还具有这样的技术特征,其中,模腔与容纳槽之间设有定位线。
5、本发明提供的橡胶防护圈的接头模具,还具有这样的技术特征,其中,下模板的底部设置有用于让橡胶防护圈主体结构的主体部分通过的通过槽。
6、本发明提供的橡胶防护圈的接头模具,还具有这样的技术特征,还包括:固定板,可转动地设置在下模板的两端位置。
7、本发明还提供了一种橡胶防护圈的制备方法,其特征在于,采用上述橡胶防护圈的接头模具进行第二次硫化成型,包括如下步骤:步骤s1,将原料进行配料,得到药料半成品;步骤s2,将药料半成品进行混炼、压延,得到胶片;步骤s3,裁切胶片,得到裁切后的胶片和接头片;步骤s4,将裁切后的胶片放入第一次硫化成型模具中进行第一次硫化成型,得到橡胶防护圈主体结构;步骤s5,将橡胶防护圈主体结构和接头片放入橡胶防护圈的接头模具中进行第二次硫化成型,即得橡胶防护圈。
8、本发明提供的橡胶防护圈的制备方法,还具有这样的技术特征,其中,步骤s2中胶片的宽度为1030±10mm、厚度为2.5-3.5mm。
9、本发明提供的橡胶防护圈的制备方法,还具有这样的技术特征,其中,步骤s3中裁切后的胶片的宽度为65±15mm、厚度为2.5-3.5mm、长度为515±2.0mm,接头片为正方形形状,宽度为65±15mm,厚度为2.5-3.5mm。
10、本发明提供的橡胶防护圈的制备方法,还具有这样的技术特征,其中,步骤s4中第一次硫化成型模具为6腔室模具,第一次硫化成型的温度为165-173℃,时间为150-170s,压力为14-16mpa,橡胶防护圈主体结构的宽度为75±1.5mm、厚度为2.2-2.4mm、长度为520±2.0mm。
11、本发明提供的橡胶防护圈的制备方法,还具有这样的技术特征,其中,步骤s5中第二次硫化成型的温度为170-175℃,时间为110-130s,压力为4-6mpa。
12、发明的作用与效果
13、本发明首先提供了一种橡胶防护圈的接头模具,该接头模具用于在橡胶防护圈主体结构进行第二次硫化成型的过程中容纳该橡胶防护圈主体结构的两端以及接头片从而使该两端结合,包括:下模板,一个表面设置有容纳接头片的模腔以及位于模腔两端的用于承载橡胶防护圈主体结构的两端的容纳槽,上模板,转动连接在下模板的一侧且与模腔以及容纳槽的位置相对应,其中,下模板的上表面上设置有多条位于容纳槽内的下模止退线,上模板的下表面上设置有多条与下模止退线相对应的上模止退线。本发明还提供了一种橡胶防护圈的制备方法,该制备方法采用上述橡胶防护圈的接头模具进行第二次硫化成型,包括如下步骤:步骤s1,将原料进行配料,得到药料半成品;步骤s2,将药料半成品进行混炼、压延,得到胶片;步骤s3,裁切胶片,得到裁切后的胶片和接头片;步骤s4,将裁切后的胶片放入第一次硫化成型模具中进行第一次硫化成型,得到橡胶防护圈主体结构;步骤s5,将橡胶防护圈主体结构和接头片放入橡胶防护圈的接头模具中进行第二次硫化成型,即得橡胶防护圈。
14、因此,与现有技术相比,本发明提供的橡胶防护圈的制备方法具有以下优势:
15、(1)该制备方法的第一次硫化成型只需要获得橡胶防护圈主体结构,因此对硫化成型的前期工艺要求低,且对材料的工艺性和生产条件稳定性等加工性能要求低;
16、(2)采用该制备方法制得的橡胶防护圈的接头处(即分型面处)无开裂现象,且具有较高的强度,制品合格率高;
17、(3)该制备方法操作简单,产能高效,对操作员的操作手法要求低,操作容错率高。
技术特征:
1.一种橡胶防护圈的接头模具,其特征在于,用于在橡胶防护圈主体结构进行第二次硫化成型的过程中容纳该橡胶防护圈主体结构的两端以及接头片从而使该两端结合,包括:
2.根据权利要求1所述的橡胶防护圈的接头模具,其特征在于,
3.根据权利要求1所述的橡胶防护圈的接头模具,其特征在于,
4.根据权利要求1所述的橡胶防护圈的接头模具,其特征在于,还包括:
5.一种橡胶防护圈的制备方法,其特征在于,采用如权利要求1-4中任一项所述的橡胶防护圈的接头模具进行第二次硫化成型,包括如下步骤:
6.根据权利要求5所述的橡胶防护圈的制备方法,其特征在于,
7.根据权利要求5所述的橡胶防护圈的制备方法,其特征在于,
8.根据权利要求5所述的橡胶防护圈的制备方法,其特征在于,
9.根据权利要求5所述的橡胶防护圈的制备方法,其特征在于,
技术总结
本发明提供了一种橡胶防护圈的接头模具,该接头模具包括:下模板,一个表面设置有容纳接头片的模腔以及位于模腔两端的用于承载橡胶防护圈主体结构的两端的容纳槽,上模板,转动连接在下模板的一侧且与模腔以及容纳槽的位置相对应,其中,下模板的上表面上设置有多条位于容纳槽内的下模止退线,上模板的下表面上设置有多条与下模止退线相对应的上模止退线。本发明还提供了一种橡胶防护圈的制备方法,该制备方法采用上述橡胶防护圈的接头模具进行第二次硫化成型。该制备方法对硫化成型的前期工艺以及材料的加工性能要求低,操作简单,产能高效,操作容错率高。采用该制备方法制得的橡胶防护圈的接头处无开裂现象,且具有较高的强度,合格率高。
技术研发人员:李鑫宇,赵恩传,宋耀武,陆清伟,任聪颖
受保护的技术使用者:浙江天铁实业股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!