一种模芯方孔定位蝶缆圆形免调一体模的制作方法
1.本发明涉及光缆制造加工装置技术领域,具体为一种模芯方孔定位蝶缆圆形免调一体模。
背景技术:
2.光缆是为了满足光学、机械或环境的性能规范而制造的,它是利用置于包覆护套中的一根或多根光纤作为传输媒质并可以单独或成组使用的通信线缆组件。光缆主要是由光导纤维(细如头发的玻璃丝)和塑料保护套管及塑料外皮构成,光缆内没有金、银、铜铝等金属,一般无回收价值。光缆是一定数量的光纤按照一定方式组成缆芯,外包有护套,有的还包覆外护层,用以实现光信号传输的一种通信线路。 即:由光纤(光传输载体)经过一定的工艺而形成的线缆。光缆的基本结构一般是由缆芯、加强钢丝、填充物和护套等几部分组成,另外根据需要还有防水层、缓冲层、绝缘金属导线等构件。
3.对于双frp平行结构圆形管道光缆,终端需求要求蝶形光缆内两根圆细钢丝分别与外侧frp在同一条直线上,一般该种缆结构在方形u14机头生产,对于主机手操作调模经验要求极高(即护套厚度上下左右无偏心且frp内侧不能外露),由于方形机头u14模芯frp孔与缆芯孔间隙很小,frp高速在孔内摩擦,轻微情况会出现frp挤压到缆芯混为一体(不符合终端客户要求),严重时frp会剐蹭断裂,此时流道内熔融料在压力推动下流入frp出现倒灌料将其眼孔堵死,导致二次穿frp较为麻烦严重制约产线效率。
4.方形u14机头内置锥形模芯未圆孔,由于蝶形光缆是矩形在入模具孔后会或多或少出现翻滚,并且模芯周围玻璃纱过线孔为圆形,会将“片状玻璃纱”窝成形变,以至于蝶缆外侧包裹有死角,加之,护套加工温度差异由于隔离不充分出现粘黏。
5.综合上述,“护套偏心调试复杂+frp难穿线+蝶缆翻滚+护套粘黏+frp内侧外露”等现象是制约产线合格良率两大瓶颈。
6.为解决上述问题,因此我们提出一种模芯方孔定位蝶缆圆形免调一体模。
技术实现要素:
7.本发明要解决的技术问题是克服现有技术的缺陷,提供一种模芯方孔定位蝶缆圆形免调一体模,为了解决上述背景技术中提到的技术问题,本发明提供了如下的技术方案:本发明提供了一种模芯方孔定位蝶缆圆形免调一体模,包括模芯及配合使用的模套,所述模套与模芯之间通过定位结构进行定位,所述模芯上安装有模头,所述模头上开设有方孔及两个小圆孔,所述模套上同轴设有一定位部,所述定位部上开设有与模头配合使用的出料嘴。
8.如上所述的一种模芯方孔定位蝶缆圆形免调一体模中,所述定位结构包括四个定位销,四个所述定位销沿模芯的轴向阵列垂直连接在模套端面上,所述模芯上开设有供定位销插合的销孔。
9.如上所述的一种模芯方孔定位蝶缆圆形免调一体模中,所述定位销邻近模套的一
端设有等高垫块,所述等高垫块的两个轴端面分别与模套、模芯的端面相抵。
10.如上所述的一种模芯方孔定位蝶缆圆形免调一体模中,所述定位销远离模套的一端设有球头。
11.如上所述的一种模芯方孔定位蝶缆圆形免调一体模中,所述模套端面上同轴设有突出部,所述模头固定安装在突出部上,所述模套内还设有与突出部适配的挤料腔,所述模芯内设有供突出部自由通过的模腔,所述模腔与出料嘴相贯通。
12.如上所述的一种模芯方孔定位蝶缆圆形免调一体模中,所述突出部外径朝远离模套的方向依次递减。
13.如上所述的一种模芯方孔定位蝶缆圆形免调一体模中,还包括一分线板,所述分线板上设有凸台,所述凸台上设有方形出孔及围绕方形出孔设置的多个片状孔,所述凸台上还开设有两个圆孔。
14.与现有技术相比,本发明的有益效果是:(1)解决蝶形光缆低烟无卤外护与外护pe因材料温度差异,导致两者内外壁粘黏;(2)解决蝶形光缆在圆形模芯内因熔融挤塑压力作用,导致圆细钢丝、双平行frp四点不在同一直线上,出现轻微偏斜;(3)解决圆形分线孔将玻璃纱“片状”压缩成“圆形或圆弧形”,从而导致蝶缆外层玻璃纱未圆形包圆,引起护套粘黏;(4)解决因方形u14机头模具frp孔贴壁模芯,因挤塑压力导致frp偏移紧贴缆芯,造成frp内侧外露或frp挤断,倒灌熔融料返料模芯堵孔,进而免调模具轻易实现frp易穿孔问题,节约材料浪费和调模时间。
附图说明
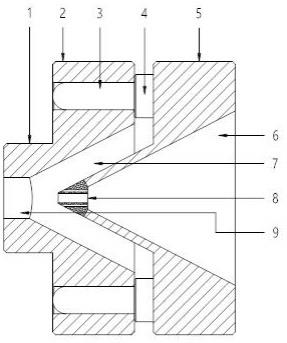
15.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1为本发明一种模芯方孔定位蝶缆圆形免调一体模的结构示意图;图2为图1中结构的左侧视示意图;图3为本发明中分线板的结构示意图。
16.图中:1-定位部,2-模芯,3-定位销,4-等高垫块,5-模套,6-挤料腔,7-模腔,8-模头,9-出料嘴,10-方形出孔,11-分线板,12-凸台,13-片状孔。
具体实施方式
17.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
实施例
18.请参阅图1-3,一种模芯方孔定位蝶缆圆形免调一体模,包括模芯2及配合使用的模套5,模套5与模芯2之间通过定位结构进行定位,模芯2上安装有模头8,模头8上开设有方孔及两个小圆孔,模套5上同轴设有一定位部1,定位部1上开设有与模头8配合使用的出料嘴9。
19.熔融原料由模套5进入模头8,由模头上的方孔及小圆孔对原料进行挤压出料,通过设置方孔,避免产生原料翻滚影响成型。
20.本实施例中,定位结构包括四个定位销3,四个定位销3沿模芯2的轴向阵列垂直连接在模套5端面上,模芯2上开设有供定位销3插合的销孔,从四锥模具结构高度同心角度入手,源头上克服分体结构难调芯、难穿frp以及frp内侧不外露位置难以锁定等效率低短板,为此,该种模芯方孔杜绝蝶缆翻滚加之玻璃纱均为上下左右呈片状均匀覆盖包裹,有力确保抗拉元件在同一直线及避免护套粘黏;极大改善生产过程难调偏芯、难穿frp等瓶颈问题。
21.本实施例中,定位销3邻近模套5的一端设有等高垫块4,等高垫块4的两个轴端面分别与模套5、模芯2的端面相抵。
22.通过更换不同型号的等高垫块4,以此实现对熔融料的压力进行调节,并且外部机头上的螺纹锁紧外部的模盖完全顶紧模具以此达到模套剥离度可控,且外径圆整。
23.本实施例中,定位销3远离模套5的一端设有球头。
24.通过设置球头,定位销3在穿入销孔内的过程中,减少对定位销端部的干涉影响。
25.本实施例中,模套5端面上同轴设有突出部,模头8固定安装在突出部上,模套5内还设有与突出部适配的挤料腔6,模芯2内设有供突出部自由通过的模腔7,模腔7与出料嘴9相贯通。
26.通过设置突出部,这样使得原料所受的压力由近及远压力由大变小,从而更改模具中心距左移来实现高度同心,且由于该结构frp与模芯外孔完全独立,避免frp挤压与缆芯错位混为一体。
27.本实施例中,突出部外径朝远离模套5的方向依次递减。
28.这样使得模腔内的压力能够逐渐增加,提高成型的精度及效率。
29.本实施例中,还包括安装在机头前的分线板11,分线板11上设有凸台12,凸台12上设有方形出孔10及围绕方形出孔10设置的6个片状孔13,凸台12上还开设有两个圆孔。
30.将分线板设计为“1方孔+6片状孔+2圆孔”结构,充分确保在入机头前缆光缆各元件在缆内均匀分布,杜绝“片状玻璃纱”经过过线孔轻微形变导致蝶形光缆外侧覆盖不圆整,导致出现护套粘黏,不利于客户对外护抽拔及施工。
31.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
32.最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护
范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1