一种多工位精密注塑模具
1.本发明涉及注塑模具技术领域,具体而言,涉及一种多工位精密注塑模具。
背景技术:
2.塑胶模具使对塑胶制品进行加工的工具,其主要包括前模和后模,在前模和后模上分别设置凸模模芯和凹模模芯,通过凸模模芯和凹模模芯对接在一起通过注塑工艺完成产品的加工。对于精密的塑胶产品,由于其精度高,在加工时需要保证其在规定的公差范围内,因此在塑胶模具合模时通常会将前模和后模贴合比较紧密,将导致成型后的产品与凹模模芯也贴合的较紧密,从而导致产品顶出较困难,如果强行顶出就会对产品造成损伤而影响产品的精度;因此,精密塑胶模具通常都采用二次顶出结构,以减小产品顶出时对产品的影响。
3.现阶段塑胶模具的二次顶出结构通常包括一次顶杆和二次顶杆,一次顶杆和二次顶杆是分开工作的,先由一次顶杆对产品作用,如果一次顶杆不能将产品顶出,则由二次顶杆才对产品作用,并且此时一次顶杆不再对产品产生作用,即在对产品的整个定出过程中只有一次顶杆或二次顶杆中的一个对产品作用,将导致在对产品定出过程中二次顶出结构与产品的接触面积较小,将会导致产品的局部受力较大而对产品局部造成损伤,从而影响产品的精度。
技术实现要素:
4.本发明解决的问题是如何在对产品顶出时增大二次顶出结构对产品的接触面积,以避免对产品的局部造成损伤。
5.为解决上述问题,本发明提供了一种多工位精密注塑模具,包括模具本体和顶出装置,所述顶出装置设置于所述模具本体的一端;所述顶出装置包括一次顶杆、二次顶杆、增压组件和联动推块,所述一次顶杆的上端适于对所述模具本体内的产品进行一次顶出,下端与所述增压组件连接并适于对所述增压组件挤压,以增加所述增压组件对所述一次顶杆施加的力;所述增压组件还与所述联动推块的一端连接,所述增压组件被挤压时推动所述联动推块沿与其被挤压方向垂直的方向直线移动,所述联动推块的另一端适于与所述二次顶杆的下端活动连接,以带动二次顶杆向上移动对产品进行二次顶出。
6.可选地,所述顶出装置还包括设置于所述联动推块远离所述增压组件一端的顶出滑槽,所述二次推杆的下端嵌设于所述顶出滑槽内并适于在所述顶出滑槽内滑动,上端适于对产品进行二次顶出;所述顶出滑槽的下端开设有通孔,所述联动推块适于进入所述通孔内以推动所述二次顶杆向上移动。
7.可选地,所述联动推块远离所述增压组件的一端为弧面结构,所述二次顶杆的下端设置有滚轮,所述滚轮适于绕所述二次顶杆转动并且适于与所述弧面结构相接触;所述联动推块的移动方向与所述二次顶杆的移动方向呈小于180
°
的夹角。
8.可选地,所述二次顶杆的数量为多个,各所述二次顶杆均匀分布于所述增压组件
的四周,所述顶出滑槽和联动推块的数量、位置均与所述二次顶杆相匹配,各所述联动推块分别推动各二次顶杆在相对应的顶出滑槽内向上滑动。
9.可选地,所述顶出滑槽的底部设置有复位弹簧,所述复位弹簧的两端分别与所述联动推块远离所述增压组件的一端和所述顶出滑槽的底部侧面连接,用于所述联动推块的复位。
10.可选地,所述增压组件包括增压底座,所述增压底座内设置有第一腔室和第二腔室,所述一次顶杆的下端与所述第一腔室密封连接并适于在所述第一腔室内滑动;所述第一腔室与所述第二腔室相连通;所述联动推块靠近所述增压组件的一端与所述第二腔室密封连接并适于在所述第二腔室内滑动;所述第一腔室和第二腔室内均填充有可压缩介质。
11.可选地,所述增压组件包括增压底座、第一弹簧和连杆,所述增压底座内设置有第一腔室和第二腔室,所述一次顶杆的下端嵌设于所述第一腔室内并适于在所述第一腔室内滑动;所述第一弹簧位于所述第一腔室内,并且其两端分别与所述第一腔室的底部和一次顶杆的底部连接;所述连杆的两端分别与第一弹簧的上端和联动推块转动连接,所述联动推块的一端嵌设于所述第二腔室内并适于在所述第二腔室内滑动。
12.可选地,所述模具本体包括前模和后模,所述前模内设置有多个凸模模芯,所述后模内设置有多个凹模模芯,所述凸模模芯与所述凹模模芯相对应;相应的,所述顶出装置的数量为多个,各所述顶出装置分别与各所述凹模模芯相对应;所述一次顶杆的上端和所述二次顶杆的上端分别嵌设于所述后模内并分别适于在所述后模内滑动,所述二次顶杆的上端通过第二弹簧与所述后模连接。
13.可选地,所述后模的相对侧面上分别设置有定位卡杆,所述前模的相对侧面上分别设置有卡接装置,所述卡接装置与所述定位卡杆相对应并适于与所述定位卡杆相卡接,以完成所述前模和所述后模的连接固定。
14.可选地,一种多工位精密注塑模具,还包括支撑座,所述支撑座的四个角位置分别设置有导杆;所述导杆远离所述支撑座的一端分别与所述前模连接,所述后模的四个角位置分别与四个所述导杆的中间部位滑动连接;所述顶出装置安装于所述支撑座上。
15.与现有技术相比,本发明通过设置于模具本体一端的顶出装置将模具本体内的产品顶出,其中,首先由一次顶杆对产品顶出,当产品与模具本体贴合紧密难以顶出时,产品会对一次顶杆产生挤压,一次顶杆的下端与增压组件连接,从而使一次顶杆对增压组件进行挤压,以增大增压组件对一次顶杆的反作用力,从而逐渐增大一次顶杆对产品施加的力,同时,增压组件还与联动推块的一端连接,增压组件被挤压过程中能够推动联动推块沿与其被挤压方向垂直的方向直线移动,联动推块的另一端适于与二次顶杆的下端活动连接,联动推块的移动会从二次顶杆的下端向上推动二次顶杆,从而使二次顶杆也对模具本体内的产品施加力,从而使一次顶杆和二次顶杆同时对产品顶出,一次顶杆和二次顶杆与产品接触位置不同,从而增大了顶出装置与产品的接触面接,从而在不断施加压力将产品顶出时避免了对产品的局部造成损伤,从而保证了产品的精度。
附图说明
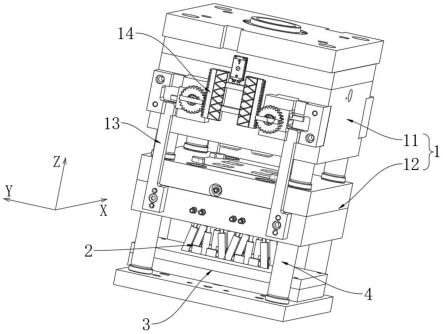
16.图1为本发明实施例的多工位精密注塑模具的结构示意图;
17.图2为本发明实施例的顶出装置的结构示意图之一;
18.图3为本发明实施例的顶出装置的结构示意图之二;
19.图4为本发明实施例的图3中a处放大图;
20.图5为本发明实施例的顶出装置的结构示意图之三;
21.图6为本发明实施例的卡接装置的结构示意图;
22.图7为本发明实施例的联动组件的结构示意图。
23.附图标记说明:1-模具本体;11-前模;12-后模;13-定位卡杆;14-卡接装置;141-驱动元件;142-齿条;143-齿轮;144-联动组件;1441-支撑架;1442-螺杆;1443-推动块;145-卡块;2-顶出装置;21-一次顶杆;22-二次顶杆;221-滚轮;23-增压组件;231-第一腔室;232-第二腔室;233-第一弹簧;234-连杆;24-联动推块;25-顶出滑槽;251-通孔;252-复位弹簧;3-支撑座;4-导杆。
具体实施方式
24.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
25.需要说明的是,本文提供的坐标系xyz中,x轴正向代表的右方,x轴的反向代表左方,y轴的正向代表前方,y轴的反向代表后方,z轴的正向代表上方,z轴的反向代表下方。同时,要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.在本说明书的描述中,参考术语“实施例”、“一个实施例”和“一个实施方式”等的描述意指结合该实施例或实施方式描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示实施方式中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实施方式。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或实施方式以合适的方式结合。
28.为解决上述问题,如图1和图2所示,本发明提供了一种多工位精密注塑模具,包括模具本体1和顶出装置2,所述顶出装置2设置于所述模具本体1的一端;所述顶出装置2包括一次顶杆21、二次顶杆22、增压组件23和联动推块24,所述一次顶杆21的上端适于对所述模具本体1内的产品进行一次顶出,下端与所述增压组件23连接并适于对所述增压组件23挤压,以增加所述增压组件23对所述一次顶杆21施加的力;所述增压组件23还与所述联动推块24的一端连接,所述增压组件23被挤压时推动所述联动推块24沿与其被挤压方向垂直的方向直线移动,所述联动推块24的另一端适于与所述二次顶杆22的下端活动连接,以带动二次顶杆22向上移动对产品进行二次顶出。
29.需要说明的是,顶出装置2设置于模具本体1的一端,用于对模具本体1内成型后的
产品顶出模具本体1;其中,一次顶杆21的上端适于与模具本体1内的产品接触以对产品进行第一次顶出,下端与增压组件23连接并适于对所述增压组件23挤压,当产品难以顶出时通过一次顶杆21逐渐挤压增压组件23,能够使增压组件23对一次顶杆21产生反作用力而逐渐增加其对一次顶杆21施加的力,从而逐渐增加一次顶杆21对模具本体1内的产品施加的力,增大一次顶杆21将产品顶出的成功率,并且由于顶出力时逐渐增加的也能够避免一次顶杆21对产品的损坏;增压组件23还与联动推块24的一端连接,增压组件23被挤压过程中能够对联动推块24施加与增压组件23被挤压方向垂直方向的推力,从而推动联动推块24在与增压组件23被挤压方向垂直的方向上直线移动,联动推块24在移动过程中其另一端会与二次顶杆22的下端接触并推动二次顶杆22向上移动,以使二次顶杆22对产品施加推力,对产品进行二次顶出;由于二次顶杆22对产品施加推力是通过产品挤压一次顶杆21,从而使一次顶杆21挤压增加组件,然后使增加组件推动联动推块24移动,使联动推块24带动二次顶杆22向上移动而产生的,因此二次顶杆22对产品顶出使,一次顶杆21仍持续对产品施加压力,也就是说,遇到难以顶出的产品时,最终是一次顶杆21和二次顶杆22同时对产品施加推力,并且二者对产品施加力的位置不同,从而使顶出装置2对产品从多个位置施力顶出,并且顶出过程与产品的接触面积增大,从而在不断施加压力将产品顶出时避免了对产品的局部造成损伤,从而保证了产品的精度。
30.在本发明的一个实施例中,如图2和图3所示,所述顶出装置2还包括设置于所述联动推块24远离所述增压组件23一端的顶出滑槽25,所述二次推杆的下端嵌设于所述顶出滑槽25内并适于在所述顶出滑槽25内滑动,上端适于对产品进行二次顶出;所述顶出滑槽25的下端开设有通孔251,所述联动推块24适于进入所述通孔251内以推动所述二次顶杆22向上移动。
31.需要说明的是,在联动推块24远离所述增压组件23的一端设置顶出滑槽25,二次顶杆22的下端嵌设于顶出滑槽25内并适于在顶出滑槽25内滑动,上端嵌设于模具本体1内并适于在模具本体1内滑动,从而由顶出滑槽25和模具本体1对二次顶杆22的移动轨迹进行限制,以使二次顶杆22在顶出滑槽25和模具本体1内滑动以有效的对产品进行二次顶出;顶出滑槽25的下端开设有通孔251,当一次顶杆21挤压增压组件23,从而使挤压组件推动联动推块24,使联动推块24远离增压组件23的一端进入通孔251内,从而使联动推块24的该端位于二次顶杆22的下方,在联动推杆的持续移动过程中从二次顶杆22的下端向上推动二次顶杆22在顶出滑槽25内滑动,从而使二次顶杆22向上顶模具本体1内的产品,以对产品进行二次顶出。
32.在本发明的一个实施例中,如图4所示,所述联动推块24远离所述增压组件23的一端为弧面结构,所述二次顶杆22的下端设置有滚轮221,所述滚轮221适于绕所述二次顶杆22转动并且适于与所述弧面结构相接触;所述联动推块24的移动方向与所述二次顶杆22的移动方向呈小于180
°
的夹角。
33.需要说明的是,联动推块24远离增压组件23的一端设置为弧面结构,二次顶杆22的下端设置有滚轮221,当联动推块24逐渐进入通孔251内的过程中,弧面结构会与滚轮221接触并随着联动推块24的持续移动会向上推动滚轮221,从而使滚轮221绕二次顶杆22转动并向上推动二次顶杆22,从而使二次顶杆22在顶出滑槽25和模具本体1内向上移动,从而将产品顶出;联动推块24的移动方向与二次顶杆22的移动方向呈小于180
°
的夹角,即在二次
顶杆22向上移动对产品顶出时是从倾斜方向对产品施加力,或竖直方向对产品施加力,可以根据不同的产品的形状决定该夹角,以确定出对产品二次顶出时能够对产品施加足够的力并避免对产品的损坏。
34.在本发明的一个实施例中,所述二次顶杆22的数量为多个,各所述二次顶杆22均匀分布于所述增压组件23的四周,所述顶出滑槽25和联动推块24的数量、位置均与所述二次顶杆22相匹配,各所述联动推块24分别推动各二次顶杆22在相对应的顶出滑槽25内向上滑动。
35.需要说明的是,二次顶杆22的数量可以设置多个,从而在对产品二次顶出时进一步的从多个位置对产品施加力,并且进一步的增加顶出装置2与产品的接触面积,避免顶出时对产品造成损伤;各二次顶杆22均匀分布于所述增压组件23的四周,顶出滑槽25和联动推块24的数量和分布与二次顶杆22相匹配,在增压组件23被挤压时,增压组件23同时推动多个联动推块24直线移动,从而使各个联动推块24分别推动各个二次顶杆22分别在各自对应的顶出滑槽25内向上滑动,以使各二次顶杆22同时对产品进行二次顶出,进一步增大顶出装置2与产品的接触面积。
36.在本发明的一个实施例中,如图4所示,所述顶出滑槽25的底部设置有复位弹簧252,所述复位弹簧252的两端分别与所述联动推块24远离所述增压组件23的一端和顶出滑槽25的底部侧面连接,用于所述联动推块24的复位。
37.需要说明的是,在联动推块24推动二次顶杆22将产品顶出后,需要使联动推块24复位以便于下一次推动二次顶杆22对产品顶出,因此在顶出滑槽25的底部设置复位弹簧252,复位弹簧252的两端分别与联动推块24远离增压组件23的一端和顶出滑槽25的底部侧面连接,在联动推块24推动二次顶杆22的过程中会对复位弹簧252进行挤压,从而在二次顶杆22对产品顶出后,一次顶杆21的上端和二次顶杆22的上端都失去了因产品的阻挡而产生的阻力,在复位弹簧252的弹力下会使联动推杆复位,从而便于再一次推动二次顶杆22顶出产品。
38.在本发明的一个实施例中,如图2所示,所述增压组件23包括增压底座,所述增压底座内设置有第一腔室231和第二腔室232,所述一次顶杆21的下端与所述第一腔室231密封连接并适于在所述第一腔室231内滑动;所述第一腔室231与所述第二腔室232相连通;所述联动推块24靠近所述增压组件23的一端与所述第二腔室232密封连接并适于在所述第二腔室232内滑动;所述第一腔室231和第二腔室232内均填充有可压缩介质。
39.需要说明的是,增压底座内设置第一腔室231和第二腔室232,第一腔室231的底部和第二腔室232连通,一次顶杆21的下端与第一腔室231的上端密封连接,联动推块24靠近增压组件23的一端与第二腔室232密封连接,从而使第一腔室231和第二腔室232连通后组成一个密封的腔体,在该密封腔体内充入一定压力的可压缩介质例如空气、液压液等,从而使该密封腔体内具有一定的压力;并且一次顶杆21的下端可以在第一腔室231内滑动,联动推块24靠近增压组件23的一端可以在第二腔室232内滑动,在产品难以顶出时产品会挤压一次顶杆21,从而使一次顶杆21的下端在第一腔室231内向下滑动,从而挤压第一腔室231内的介质,介质被压缩后压力会增大,从而反作用于一次顶杆21上的力就增大,从而使一次顶杆21对产品的顶出压力逐渐增大,同时,介质被挤压后会使第二腔室232内的介质压力也增大,从而使介质对联动推块24的推力也增大,当代推力增大到一定程度后将大于复位弹
簧252的弹力,从而会推动联动推块24向远离增压底座的方向移动,从而使联动推块24的弧面结构与二次顶杆22的滚轮221接触,从而推动二次顶杆22向上移动,使二次顶杆22也对产品施加力,从而使一次顶杆21和二次顶杆22同时对产品施加力,并且从产品的不同位置对产品进行顶出,从而增加对产品顶出的成功率,并且在对产品顶出时增加顶出装置2与产品的接触面积,以避免对产品的局部造成损伤;另外,随着介质的逐渐被挤压,一次顶杆21和二次顶杆22对产品施加的力也是逐渐增加,因此对产品的冲击力就小很多,从而进一步避免造成对产品的损伤,保证产品的精度。
40.在本发明的一个实施例中,如图5所示,所述增压组件23包括增压底座、第一弹簧233和连杆234,所述增压底座内设置有第一腔室231和第二腔室232,所述一次顶杆21的下端嵌设于所述第一腔室231内并适于在所述第一腔室231内滑动;所述第一弹簧233位于所述第一腔室231内,并且其两端分别与所述第一腔室231的底部和一次顶杆21的底部连接;所述连杆234的两端分别与第一弹簧233的上端和联动推块24转动连接,所述联动推块24的一端嵌设于所述第二腔室232内并适于在所述第二腔室232内滑动。
41.需要说明的是,增压组件23还可以为以下结构:第一腔室231和第二腔室232相连通但不是密封的腔室,在第一腔室231内设置第一弹簧233,第一弹簧233的两端分别与第一腔室231的底部和一次顶杆21的底部连接,一次顶杆21的下端嵌设于第一腔室231内并适于在第一腔室231内滑动,从而在产品难以顶出时,产品挤压一次顶杆21,从而挤压第一弹簧233使第一弹簧233压缩,第一弹簧233压缩过程中对一次顶杆21的反弹力逐渐增大,从而逐渐增大一次顶杆21对产品施加的力,以增加产品被顶出的成功率和减小对产品的损坏;第一弹簧233的上端通过连杆234与联动推块24靠近增压底座的一端连接,并且连杆234分别与第一弹簧233和联动推块24转动连接,联动推块24靠近增压底座的一端嵌设于第二腔室232内并适于在第二腔室232内滑动,在第一弹簧233被压缩过程中,会带动连杆234与第一弹簧233连接的一端向下移动,在第二腔室232的限制下,连杆234会推动联动推块24向远离增压底座的方向滑动,同时连杆234的两端分别绕第一弹簧233和联动推块24转动,避免连杆234卡死,联动推块24的滑动会使其弧面结构与与二次顶杆22的滚轮221接触,从而推动二次顶杆22向上移动,使二次顶杆22也对产品施加力,从而使一次顶杆21和二次顶杆22同时对产品施加力,从而增加对产品顶出的成功率,并且增加顶出装置2与产品的接触面积,以避免对产品的局部造成损伤;另外,随着第一弹簧233的逐渐被挤压,一次顶杆21和二次顶杆22对产品施加的力也是逐渐增加,因此对产品的冲击力就小很多,从而进一步避免造成对产品的损伤,保证产品的精度。
42.在本发明的一个实施例中,如图1所示,所述模具本体1包括前模11和后模12,所述前模11内设置有多个凸模模芯,所述后模12内设置有多个凹模模芯,所述凸模模芯与所述凹模模芯相对应;相应的,所述顶出装置2的数量为多个,各所述顶出装置2分别与各所述凹模模芯相对应;所述一次顶杆21的上端和所述二次顶杆22的上端分别嵌设于所述后模12内并分别适于在所述后模12内滑动,所述二次顶杆22的上端通过第二弹簧与所述后模12连接。
43.需要说明的是,前模11内设置有多个凸模模芯,后模12内设置有多个凹模模芯,凸模模芯与凹模模芯相对应,当前模11和后模12合模对接在一起后,各凸模模芯和各凹模模芯相对接,形成多个用于产品注塑成型的型腔,从而可以同时进行多个产品的注塑成型,提
高工作效率;相应的,顶出装置2的数量也为多个,各顶出装置2分别与各凹模模芯相对应,产品成型后,凹模模芯和凸模模芯分开,通过各个顶出装置2分别顶出相对应的凹模模芯内的产品,以便进行下一批产品的加工;后模12上开设有一次滑槽和二次滑槽,一次顶杆21的上端和二次顶杆22的上端分别位于一次滑槽内和二次滑槽内,并分别适于在一次滑槽和二次滑槽内滑动,不需要对产品顶出时,一次顶杆21的顶端和二次顶杆22的顶端与凹模模芯的底部平齐,以减少成型产品表面的毛刺;二次顶杆22的上端通过第二弹簧与后模12连接,第二弹簧处于无变形状态时,二次顶杆22的顶端与凹模模芯的底部平齐,由弹簧将二次顶杆22与后模12进行连接并对二次顶杆22进行限位;当联动推块24推动二次顶杆22对产品二次顶出时,二次顶杆22在二次滑槽内滑动会挤压第二弹簧,在将产品顶出后,被压缩的第二弹簧对二次顶杆22产生弹力使二次顶杆22复位。
44.在本发明的一个实施例中,如图1所示,所述后模12的相对侧面上分别设置有定位卡杆13,所述前模11的相对侧面上分别设置有卡接装置14,所述卡接装置14与所述定位卡杆13相对应并适于与所述定位卡杆13相卡接,以完成所述前模11和所述后模12的连接固定。
45.需要说明的是,后模12的前后侧面上分别设置有定位卡杆13,前模11的前后侧面上分别设置有卡接装置14,定位卡杆13与卡接装置14相对应,当前模11和后模12合模完成后通过卡接装置14与定位卡杆13相卡接,完成对前模11和后模12的连接固定,从而使前模11和后模12对接紧密,并保证在注塑过程中前模11和后模12的稳定,以保证产品成型后的质量和精度。
46.其中,后模12前侧面或后侧面上的定位卡杆13的数量为两个,并且两个定位卡杆13相对设置于其左右两端,前模11的前侧面或后侧面上的卡接装置14为一个,合模后该卡接装置14位于两个定位卡杆13之间;以后侧面上的两个定位卡杆13和卡接装置14为例说明具体卡接过程:如图1和图6所示,卡接装置14包括驱动元件141、齿条142、齿轮143、联动组件144和卡块145,驱动元件141可以为气缸、也可以为电动推杆,驱动元件141安装于前模11上,其工作端与齿条142的上端连接,以驱动齿条142上下移动,齿条142的左右侧面均设有齿牙,齿条142左右两侧的齿牙分别与两个齿轮143相啮合,两个齿轮143分别与两个联动组件144连接,通过齿条142的上下移动调动两个齿轮143转动,从而带动两个联动组件144工作,两个联动组件144分别对应与两个卡块145连接,由两个联动组件144带动两个卡块145背向移动,从而使两个卡块145分别卡接进两个定位卡杆13上的卡接孔内,从而完成卡接装置14与定位卡杆13的卡接,已完成前模11和后模12的固定。
47.如图7所示,联动组件144包括支撑架1441、螺杆1442和推动块1443,支撑架1441固定于前模11上,支撑架1441上开设有与定位卡杆13相对应的卡槽,合模后,定位卡杆13位于卡槽内,由卡槽对定位卡杆13定位;螺杆1442的前后两端分别与支撑架1441的前后两端转动连接,齿轮143套设于螺杆1442的后端,通过齿轮143带动螺杆1442转动;推动块1443靠近齿条142的一端与螺杆1442螺纹连接,螺杆1442的转动能够带动推动块1443前后移动,推动块1443上开设有相对于螺杆1442呈倾斜状态的槽口,卡块145上设置有滑轴,滑轴位于槽口内并能够在槽口内滑动,并且卡块145的下端位于支撑架1441下端的卡接滑槽内并能够在卡接槽内滑动,通过推动块1443的前后移动能够带动滑轴在槽口内滑动,从而带动卡块145在卡接滑槽内左右滑动,从而使卡块145卡接进定位卡杆13上的卡接孔内或从卡接孔内退
出,已完成前模11和后模12的连接和分开。
48.在本实施例中,卡接装置14还可以为包括双向气缸、卡块145和支撑架1441的结构,两个支撑架1441分别设置于前模11上,并且分别与两个定位卡杆13相对应,支撑架1441上开设有卡槽,合模后,定位卡杆13位于卡槽内,由卡槽对定位卡杆13定位;支撑架1441上与卡槽垂直方向上开设有卡接滑槽,卡块145位于卡接滑槽内并适于在卡接滑槽内滑动,双向气缸位于两个支撑架1441之间,双向气缸的两个输出端分别与两个卡块145连接,由双向气缸同时向向背的两个方向推动两个卡块145移动,使两个卡块145分别卡接进两个定位卡杆13上的卡接孔内,已完成前模11和后模12的连接固定;其中,双向气缸的工作原理与手指气缸相同,即有两个相对设置的输出端,从而同时向相对的两个方向推动两个卡块。
49.在本发明的一个实施例中,如图1所示,一种多工位精密注塑模具,还包括支撑座3,所述支撑座3的四个角位置分别设置有导杆4;所述导杆4远离所述支撑座3的一端分别与所述前模11连接,所述后模12的四个角位置分别与四个所述导杆4的中间部位滑动连接;所述顶出装置2安装于所述支撑座3上。
50.需要说明的是,支撑座3通过设置于其四个角位置的四个导杆4与前模11连接,后模12设置于支撑座3与前模11之间,并且后模12的四个角位置分别与四个导柱滑动连接,顶出装置2位于支撑座3与后模12之间,顶出装置2的下端安装于支撑座3上,上端的一次顶杆21和二次顶杆22分别嵌设于后模12上的一次滑槽和二次滑槽内,并分别在一次滑槽和二次滑槽内滑动;合模状态时,一次顶杆21和二次顶杆22的上端与凹模模芯的底面平齐,当产品注塑成型后,卡接装置14松开对定位卡杆13的卡接,使前模11与后模12分离,然后后模12顺着导杆4向支撑座3方向移动,该过程中,一次顶杆21在增压组件23的作用下首先对产品顶出,同时二次顶杆22随着后模12同步移动,若产品难以顶出则产品会对一次顶杆21挤压,从而使一次顶杆21挤压增压组件23,从而使增压组件23推动联动推块24移动,从而使联动推块24推动二次顶杆22,使二次顶杆22对产品也施加力,从而使一次顶杆21和二次顶杆22同时对产品施加力,对产品顶出,从而使顶出装置2对产品从多个位置施力顶出,并且顶出过程与产品的接触面积增大,从而在不断施加压力将产品顶出时避免了对产品的局部造成损伤,从而保证了产品的精度。
51.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1