一种超高分子量铅硼聚乙烯板连续压制成型制备装置的制作方法
本发明涉及铅硼聚乙烯板制备,具体为一种超高分子量铅硼聚乙烯板连续压制成型制备装置。
背景技术:
1、目前,对于高铅含量铅硼聚乙烯制备方式,主要是采用混合粉挤出薄板,再采用堆叠后二次热压成型;或采用混合粉挤出造粒后,再采用模压的生产方法。这几种生产制备工艺均存在一定的局限性,生产周期长。在国内开始使用超高分子量聚乙烯生产铅硼聚乙烯屏蔽材料的企业逐渐增多。但由于超高分子量聚乙烯热熔流动速率接近于零,制备工艺难度远大于高密度聚乙烯和低密度聚乙烯铅硼聚乙烯的制备工艺。
2、本发明是采用热压、冷压自动生产线制备,采用两副模具,循环压制,使用粉体直接装入模具中,经热压、冷压后脱模,制备成铅硼聚乙烯板材。
技术实现思路
1、针对现有技术的不足,本发明提供了一种超高分子量铅硼聚乙烯板连续压制成型制备装置,解决了现有的超高分子量铅硼聚乙烯板的生产设备,在生产时,周期长,无法有效提高生产效率的问题。
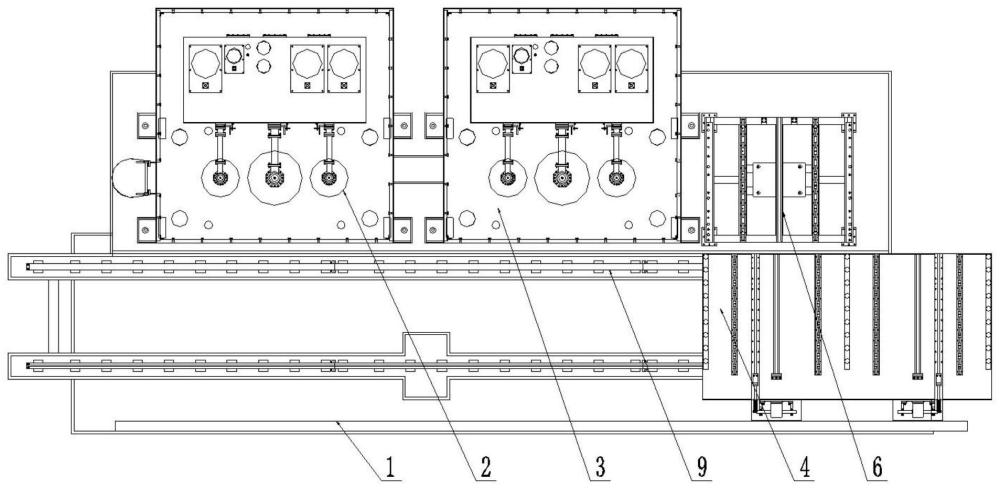
2、为实现以上目的,本发明通过以下技术方案予以实现:一种超高分子量铅硼聚乙烯板连续压制成型制备装置,包括机架、设置在机架的左侧的热压成型机、设置在机架的右侧的冷压成型机、换模小车、两组模具以及设置在冷压成型机右侧的脱模机,所述机架的前部设有传送轨,且换模小车设在传送轨的上部;
3、所述换模小车的表面设有两组模组放置区,所述模组放置区的两侧均设有多组限位挡轮,所述模组放置区的前侧固定连接有限位块,所述模组放置区表面的两侧转动连接有多组传送轮,所述模组放置区的表面开设有限位滑口,且限位滑口处滑动连接有推送板;
4、所述推送板的上部设有钩取构件,所述钩取构件用于将模具钩回至换模小车的上部。
5、优选的,所述钩取构件包括钩杆和电推杆,所述钩杆的非钩端固定连接有转动轴,且转动轴的一侧固定连接有半齿轮,所述推送板的一侧固定连接有转动座,且转动轴与转动座转动连接,所述转动座的内侧滑动连接有齿杆,且齿杆与半齿轮啮合传动;
6、所述电推杆与推送板固定连接,且电推杆的输出端通过联轴器与齿杆固定连接。
7、优选的,所述模具的前侧固定连接有钩环,且钩杆的钩端卡设在钩环的环口处。
8、优选的,所述模具设置在模组放置区的上部,且模具的底部与传送轮相接触,所述模具的两侧与限位挡轮相接触,所述模具的前侧与限位块相接触。
9、优选的,所述模组放置区的内侧通过齿轮传动连接有链条,所述换模小车的前侧固定连接有电机一,且电机一的输出端通过联轴器与带动链条转动的齿轮固定连接,所述链条的上侧通过铰杆与推送板的底部铰接。
10、优选的,所述换模小车的底部转动连接有多组槽轮,且槽轮的轮槽处与传送轨的表面滚动连接;
11、所述换模小车的一侧固定连接有电机二,且电机二的输出端与其中一组槽轮固定连接。
12、有益效果
13、本发明提供了一种超高分子量铅硼聚乙烯板连续压制成型制备装置。与现有技术相比具备以下有益效果:
14、本发明通过热压成型机、冷压成型机、换模小车、两组模具以及脱模机配合使用,使得铅硼聚乙烯板在加热和冷却过程中由两副模具同时进行,有效提高铅硼聚乙烯板的生产效率,提高了实现批量化生产和连续生产。
技术特征:
1.一种超高分子量铅硼聚乙烯板连续压制成型制备装置,包括机架(1)、设置在机架(1)的左侧的热压成型机(2)、设置在机架(1)的右侧的冷压成型机(3)、换模小车(4)、两组模具(5)以及设置在冷压成型机(3)右侧的脱模机(6),其特征在于:所述机架(1)的前部设有传送轨(9),且换模小车(4)设在传送轨(9)的上部;
2.根据权利要求1所述的一种超高分子量铅硼聚乙烯板连续压制成型制备装置,其特征在于:所述钩取构件包括钩杆(71)和电推杆(72),所述钩杆(71)的非钩端固定连接有转动轴(73),且转动轴(73)的一侧固定连接有半齿轮(74),所述推送板(46)的一侧固定连接有转动座(75),且转动轴(73)与转动座(75)转动连接,所述转动座(75)的内侧滑动连接有齿杆(76),且齿杆(76)与半齿轮(74)啮合传动;
3.根据权利要求2所述的一种超高分子量铅硼聚乙烯板连续压制成型制备装置,其特征在于:所述模具(5)的前侧固定连接有钩环(51),且钩杆(71)的钩端卡设在钩环(51)的环口处。
4.根据权利要求1所述的一种超高分子量铅硼聚乙烯板连续压制成型制备装置,其特征在于:所述模具(5)设置在模组放置区(41)的上部,且模具(5)的底部与传送轮(44)相接触,所述模具(5)的两侧与限位挡轮(42)相接触,所述模具(5)的前侧与限位块(43)相接触。
5.根据权利要求1所述的一种超高分子量铅硼聚乙烯板连续压制成型制备装置,其特征在于:所述模组放置区(41)的内侧通过齿轮传动连接有链条(47),所述换模小车(4)的前侧固定连接有电机一(8),且电机一(8)的输出端通过联轴器与带动链条(47)转动的齿轮固定连接,所述链条(47)的上侧通过铰杆与推送板(46)的底部铰接。
6.根据权利要求1所述的一种超高分子量铅硼聚乙烯板连续压制成型制备装置,其特征在于:所述换模小车(4)的底部转动连接有多组槽轮(48),且槽轮(48)的轮槽处与传送轨(9)的表面滚动连接;
技术总结
本发明公开了一种超高分子量铅硼聚乙烯板连续压制成型制备装置,包括机架、设置在机架的左侧的热压成型机、设置在机架的右侧的冷压成型机、换模小车、两组模具以及设置在冷压成型机右侧的脱模机,机架的前部设有传送轨,且换模小车设在传送轨的上部,换模小车的表面设有两组模组放置区,模组放置区的两侧均设有多组限位挡轮,模组放置区的前侧固定连接有限位块,本发明涉及铅硼聚乙烯板制备技术领域。本发明通过热压成型机、冷压成型机、换模小车、两组模具以及脱模机配合使用,使得铅硼聚乙烯板在加热和冷却过程中由两副模具同时进行,有效提高铅硼聚乙烯板的生产效率,提高了实现批量化生产和连续生产。
技术研发人员:程善丽,左家倩,马贤存,刘小祥,汪武,匡少宝
受保护的技术使用者:安徽应流久源核能新材料科技有限公司
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!