一种PVC石塑地板表面覆膜自动化生产线的制作方法
一种pvc石塑地板表面覆膜自动化生产线
技术领域
1.本发明涉及pvc石塑地板加工领域,尤其涉及一种pvc石塑地板表面覆膜自动化生产线。
背景技术:
2.pvc石塑地板又称石木地板,大部分是片材,是一种高品质、高科技研发的新型地面材料,采用天然石粉为主要原材料构成高密度、高纤维网状结构的坚实基层,表面覆以高分子之特质pvc树脂,经上百道工序加工而成。
3.现有技术中所提出的公开号为cn111791572a的专利申请,其通过改进了传统生产工序,将耗时耗力的保养工序调整到码垛之后,有效提高了生产效率减少不必要的运输阶段生产线高效实现了机器换人,相对半自动化生产至少可以节省多名工人的成本,流水线运作时可高效实现板面朝向识别、连续与间隔翻板、大板静音垫覆膜与裁断、uv固化、涂胶整板冲裁、单向与90
°
转向输送、自动码齐与精准双向码垛、自动上下料等功能,设备间采用模块化设计,应需调整设备以满足更高品质基板的需求,生产线具有环保、节能、省时、省工、省料等优点,且设计巧妙合理,工作安全可靠,适合广泛推广,但是现在的pvc石塑地板在进行固化操作时,使用的uv固化机在对pvc石塑地板进行加工时只能够单个的对pvc石塑地板进行固化操作,当遇到大量的pvc石塑地板使用时会造成工作效率低。
4.因此,有必要提供一种pvc石塑地板表面覆膜自动化生产线解决上述技术问题。
技术实现要素:
5.本发明提供一种pvc石塑地板表面覆膜自动化生产线,解决了现有的pvc石塑地板加工使用的uv固化机难以同时进行大量的pvc石塑地板进行固化操作的问题。
6.为解决上述技术问题,本发明提供的一种pvc石塑地板表面覆膜自动化生产线,包括:
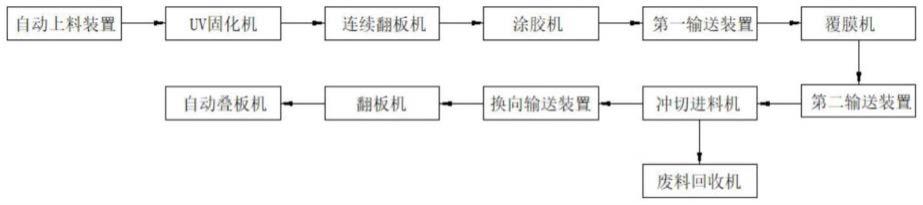
7.自动上料装置,所述自动上料装置的一侧设置有uv固化机,所述uv固化机的一侧设置有连续翻板机,所述连续翻板机的一侧设置有涂胶机,所述涂胶机的一侧设置有第一输送装置,所述第一输送装置的一侧设置有覆膜机,所述覆膜机的一侧设置有第二输送装置,所述第二输送装置的一侧设置有冲切进料机,所述冲切进料机的一侧分别设置有换向输送装置和废料回收机,所述换向输送装置的一侧设置有翻板机,所述翻板机的一侧设置有的自动叠板机;
8.移动组件,所述移动组件设置于所述uv固化机的一侧,所述移动组件包括螺纹杆,所述螺纹杆的表面螺纹连接有螺纹套;
9.固定组件,所述固定组件设置于所述螺纹套的表面;
10.支撑板,所述支撑板设置于所述固定组件的一侧;
11.转动组件,所述转动组件设置于所述支撑板的一侧;
12.放置组件,所述放置组件设置于所述转动组件的一侧。
13.优选的,所述固定组件包括固定槽,所述固定槽的内部设置有固定块,所述固定块的表面连接有矩形块,所述矩形块的一侧与所述支撑板的一侧连接。
14.优选的,所述转动组件包括转动杆,所述转动杆的表面套设有多个连接件,所述连接件的一侧连接有固定板。
15.优选的,所述放置组件包括放置槽,所述放置槽内壁的两侧之间开设有凹槽,两个所述凹槽之间设置有挡块。
16.优选的,所述凹槽的内部设置有地板主体。
17.优选的,所述转动杆的一侧设置有驱动装置,所述驱动装置包括安装架,所述安装架的内部设置有马达,所述马达输出轴的一端通过联轴器固定连接有第一齿轮,所述第一齿轮的一侧啮合有第二齿轮,所述第二齿轮的一侧通过转动轴与所述支撑板表面的一侧转动连接。
18.优选的,所述螺纹杆的一端安装有电机。
19.优选的,所述uv固化机的表面且位于所述螺纹杆相对的一侧设置有活动组件,所述活动组件包括活动杆,所述活动杆的表面套设有活动套。
20.优选的,所述uv固定机底部的一侧设置有收纳组件,所述收纳组件包括安装套,所述安装套的内部设置有安装块,所述安装块的一侧连接有收纳架,所述uv固化机的表面且位于所述安装套的上方设置有固定件,所述收纳架的表面开设有凹形槽。
21.优选的,所述收纳架的一端设置有限位组件,所述限位组件包括限位件,所述收纳架的一端开设有与所述限位件相适配的限位槽,所述收纳架的表面且位于所述限位槽相对的一侧设置有限位栓。
22.与相关技术相比较,本发明提供的一种pvc石塑地板表面覆膜自动化生产线具有如下有益效果:
23.本发明提供一种pvc石塑地板表面覆膜自动化生产线,在uv固化机的表面设置移动组件配合转动组件和放置组件使用能够同时进行多块地板主体的放置,并且同时可以进行多块地板主体的固化操作,从而能够适应大量的地板主体的加工。
附图说明
24.图1为本发明提供的一种pvc石塑地板表面覆膜自动化生产线的第一实施例的结构示意图;
25.图2为图1所示的uv固化机的结构示意图;
26.图3为图2所示的a部放大示意图;
27.图4为图2所示的b部放大示意图;
28.图5为图2所示的c部放大示意图;
29.图6为图2所示的装置整体的立体结构示意图;
30.图7为本发明提供的一种pvc石塑地板表面覆膜自动化生产线的第二实施例的结构示意图;
31.图8为图7所示的d部放大示意图;
32.图9为图7所示的e部放大示意图。
33.图中标号:1、uv固化机,
34.2、移动组件,21、螺纹杆,22、螺纹套,
35.3、固定组件,31、固定槽,32、固定块,33、矩形块,
36.4、支撑板,
37.5、放置组件,51、放置槽,52、凹槽,53、挡块,
38.6、地板主体,
39.7、转动组件,71、转动杆,72、连接件,73、固定板,
40.8、驱动装置,81、安装架,82、马达,83、第一齿轮,84、第二齿轮,
41.9、电机,
42.10、活动组件,101、活动杆,102、活动套,
43.11、收纳组件,111、安装套,112、安装块,113、收纳架,114、固定件,
44.12、凹形槽,
45.13、限位组件,131、限位件,132、限位槽,133、限位栓。
具体实施方式
46.下面结合附图和实施方式对本发明作进一步说明。
47.第一实施例
48.请结合参阅图1、图2、图3、图4、图5和图6,其中,图1为本发明提供的一种pvc石塑地板表面覆膜自动化生产线的第一实施例的结构示意图;
49.图2为图1所示的uv固化机的结构示意图;图3为图2所示的a部放大示意图;图4为图2所示的b部放大示意图;图5为图2所示的c部放大示意图;图6为图2所示的装置整体的立体结构示意图。一种pvc石塑地板表面覆膜自动化生产线,包括:
50.自动上料装置,所述自动上料装置的一侧设置有uv固化机1,所述uv固化机1的一侧设置有连续翻板机,所述连续翻板机的一侧设置有涂胶机,所述涂胶机的一侧设置有第一输送装置,所述第一输送装置的一侧设置有覆膜机,所述覆膜机的一侧设置有第二输送装置,所述第二输送装置的一侧设置有冲切进料机,所述冲切进料机的一侧分别设置有换向输送装置和废料回收机,所述换向输送装置的一侧设置有翻板机,所述翻板机的一侧设置有的自动叠板机;
51.移动组件2,所述移动组件2设置于所述uv固化机1的一侧,所述移动组件2包括螺纹杆21,所述螺纹杆21的表面螺纹连接有螺纹套22;
52.在螺纹杆21的一端通过转动轴转动连接有连接块,连接块的一侧与uv固化机1表面的一侧连接,在螺纹杆21的另一端连接有电机9,电机9安装在连接板上,连接板固定连接在uv固化机1的表面,使用时启动电机9带动螺纹杆21进行转动,当螺纹杆21转动时带动表面的螺纹套22进行移动,电机9为伺服电机可以带动螺纹杆21进行往复移动。
53.固定组件3,所述固定组件3设置于所述螺纹套22的表面;
54.支撑板4,所述支撑板4设置于所述固定组件3的一侧;
55.转动组件7,所述转动组件7设置于所述支撑板4的一侧;
56.放置组件5,所述放置组件5设置于所述转动组件7的一侧。
57.所述固定组件3包括固定槽31,所述固定槽31的内部设置有固定块32,所述固定块32的表面连接有矩形块33,所述矩形块33的一侧与所述支撑板4的一侧连接。
58.固定槽31开设在螺纹套22的表面,固定槽31和固定块32的形状均为字母t形,使用固定块32和固定槽31便于对支撑板4起到固定的作用,同时也便于当对支撑板4进行拆卸,在矩形块33的表面设置有螺栓,在固定槽31内壁的底部开设有与螺栓相适配的螺纹孔,使用螺栓和螺纹孔便于当对固定块32和螺纹套22之间的固定,使用时,首先将带动固定块32和矩形块33的支撑板4推动至螺纹套22表面开设的固定槽31的内部,当固定块32和固定槽31重合后使用螺栓穿过固定块32和矩形块33便于固定槽31内壁底部开设的螺纹孔螺纹连接即可。
59.所述转动组件7包括转动杆71,所述转动杆71的表面套设有多个连接件72,所述连接件72的一侧连接有固定板73。
60.转动杆71的端部与支撑板4的表面转动连接,转动高弹71的使用可以配合驱动装置8进行转动。
61.所述放置组件5包括放置槽51,所述放置槽51内壁的两侧之间开设有凹槽52,两个所述凹槽52之间设置有挡块53。
62.放置槽51开设在固定板73的表面,使用放置槽51可以对地板主体6起到放置的作用,凹槽52和挡板53的使用能对地板主体6进行固定,防止地板主体6在放置槽51内部脱落。
63.所述凹槽52的内部设置有地板主体6。
64.所述转动杆71的一侧设置有驱动装置8,所述驱动装置8包括安装架81,所述安装架81的内部设置有马达82,所述马达82输出轴的一端通过联轴器固定连接有第一齿轮83,所述第一齿轮83的一侧啮合有第二齿轮84,所述第二齿轮84的一侧通过转动轴与所述支撑板4表面的一侧转动连接。
65.安装架81固定安装在支撑板4的一侧,安装架81的使用可以对马达82进行安装,马达82配合第一齿轮83和第二齿轮83的使用能带动转动杆71转动,能方便带动多个地板主体6均匀的进行固化操作。
66.所述螺纹杆21的一端安装有电机9。
67.所述uv固化机1的表面且位于所述螺纹杆21相对的一侧设置有活动组件10,所述活动组件10包括活动杆101,所述活动杆101的表面套设有活动套102。
68.在活动杆101的两端均连接有定位块,定位块的一侧连接在uv固化机1的表面,使用活动杆101和活动套102能在螺纹杆21和螺纹套22转动时可以对转动组件7进行限位,在活动套102的表面也安装有支撑板4,转动杆71的另一端也通过转动轴与支撑板4的表面转动连接
69.本发明提供的一种pvc石塑地板表面覆膜自动化生产线的工作原理如下:
70.使用时,首先将地板主体6放置在固定板73内部的放置槽51的内部,当放置好地板主体6后,再将挡板53放置在两个凹槽52的内部,当固定好地板主体6后,在启动马达82带动一侧的第一齿轮83进行转动,当第一齿轮83转动时带动一侧的第二齿轮84进行转动,当第二齿轮84转动时带动转动杆71进行转动,即可对地板主体6进行转动。
71.与相关技术相比较,本发明提供的一种pvc石塑地板表面覆膜自动化生产线具有如下有益效果:
72.本发明提供一种pvc石塑地板表面覆膜自动化生产线,在uv固化机1的表面设置移动组件2配合转动组件7和放置组件5使用能够同时进行多块地板主体6的放置,并且同时可
以进行多块地板主体6的固化操作,从而能够适应大量的地板主体6的加工。
73.第二实施例
74.请结合参阅图7、图8和图9,基于本技术的第一实施例提供的一种pvc石塑地板表面覆膜自动化生产线,本技术的第二实施例提出另一种pvc石塑地板表面覆膜自动化生产线。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
75.具体的,本技术的第二实施例提供的一种pvc石塑地板表面覆膜自动化生产线的不同之处在于,一种pvc石塑地板表面覆膜自动化生产线,所述uv固定机1底部的一侧设置有收纳组件11,所述收纳组件11包括安装套111,所述安装套111的内部设置有安装块112,所述安装块112的一侧连接有收纳架113,所述uv固化机1的表面且位于所述安装套111的上方设置有固定件114,所述收纳架113的表面开设有凹形槽12,使用时,当对收纳架113进行拆卸时,首先将固定件114与安装套111分离,当固定件114与安装套111分离后,再通过收纳架113带动安装块112与安装套111分离即可。
76.安装套111固定连接在uv固化机1表面的一侧,使用安装套111和安装块112的使用能便于对收纳架113进行拆卸,使用固定件114能防止安装块112在安装套111的内部脱落。
77.所述收纳架113的一端设置有限位组件13,所述限位组件13包括限位件131,所述收纳架113的一端开设有与所述限位件131相适配的限位槽132,所述收纳架113的表面且位于所述限位槽132相对的一侧设置有限位栓133。
78.限位件131和限位槽132的使用能防止物体在凹形槽12的内部脱落。
79.本发明提供的一种pvc石塑地板表面覆膜自动化生产线的工作原理如下:
80.使用时,对地板主体6进行放置时,将加工好的地板主体6放置在凹形槽12的内部,当放置好地板主体6后,再将限位件131与限位槽132重合,然后使用限位栓133穿过收纳架113的表面并与限位槽132内部的限位件131连接即可。
81.与相关技术相比较,本发明提供的一种pvc石塑地板表面覆膜自动化生产线具有如下有益效果:
82.本发明提供一种pvc石塑地板表面覆膜自动化生产线,在uv固化机1的一侧设置收纳组件11能够当对加工好的地板主体6进行存放,便于操作者能够对地板主体6进行搬运。
83.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1