一种压延机两辊间堆积胶料均匀性分布的控制方法、设备和程序产品与流程
本发明涉及轮胎制造,尤其涉及一种压延机两辊间堆积胶料均匀性分布的控制方法、设备和程序产品。
背景技术:
1、压延是橡胶加工中常用的基本工艺,即通过压延机用胶料制备厚薄均匀的胶片或织物涂胶层。压延的具体用途分压片、压型、贴胶、擦胶、贴合、薄通和滤胶等。压延还承担某些生产流水线上的胶料输送和前后工序之间的衔接。目前轮胎行业压延机主要针对钢丝帘布和纤维帘布,帘布的压延尽可能精确对于轮胎的结构和寿命极其重要。
2、目前生产线运行过程中,压延采用供料装置固定速度左右摆动的供料方式,辊间堆积胶料在压延滚筒的转动过程中零散分布,无法保证左侧、中间、右侧等各个位置的胶量均匀,从而造成帘布在压延后各个位置厚度不均匀的情况。这种控制方式无法实现自动化生产的精准控制,不利于提升压延生产中帘布附胶的合格率。
技术实现思路
1、为了解决上述的技术问题,本发明的目的是提供一种压延机两辊间堆积胶料均匀性分布的控制方法,该方法依据两辊间堆积胶分块化测定的实时体积数据,通过数据对比分析计算储辊间堆积胶料的分布均匀性情况,实时调节摆胶输送带的摆胶电机的摆动状况,来自动实现两辊间堆积胶料的均匀性分布,达到帘布附胶后各部位厚度的均匀性。
2、为了实现上述的目的,本发明采用了以下的技术方案:
3、一种压延机两辊间堆积胶料均匀性分布的控制方法,该方法包括以下的步骤:
4、1)plc主机实时读取上两辊间、下两间堆积胶的量化数据;
5、2)plc主机根据两辊宽度位置,按从左到右的不同位置划分n个位置区域,n=8-20,每次扫描完成,根据量化数据分别计算获得n个位置的分块化堆积胶量体积;
6、3)plc主机根据每个位置胶量体积的不同,通过分析计算,判定辊面实时堆积胶的均匀性分布,按照线性关系反馈给摆胶输送带的摆胶电机,通过设定不同的摆胶门幅值以及左右摆胶停顿时间,以达到两辊筒中间各个位置的堆积胶量的均匀性。
7、作为优选,该方法包括以下的步骤:
8、1)plc主机实时每30秒通过网络方式实时读取上两辊间、下两间堆积胶的分块化量化数据,更新为当前实时堆积胶分块化的体积数据v1,v2,……v10;
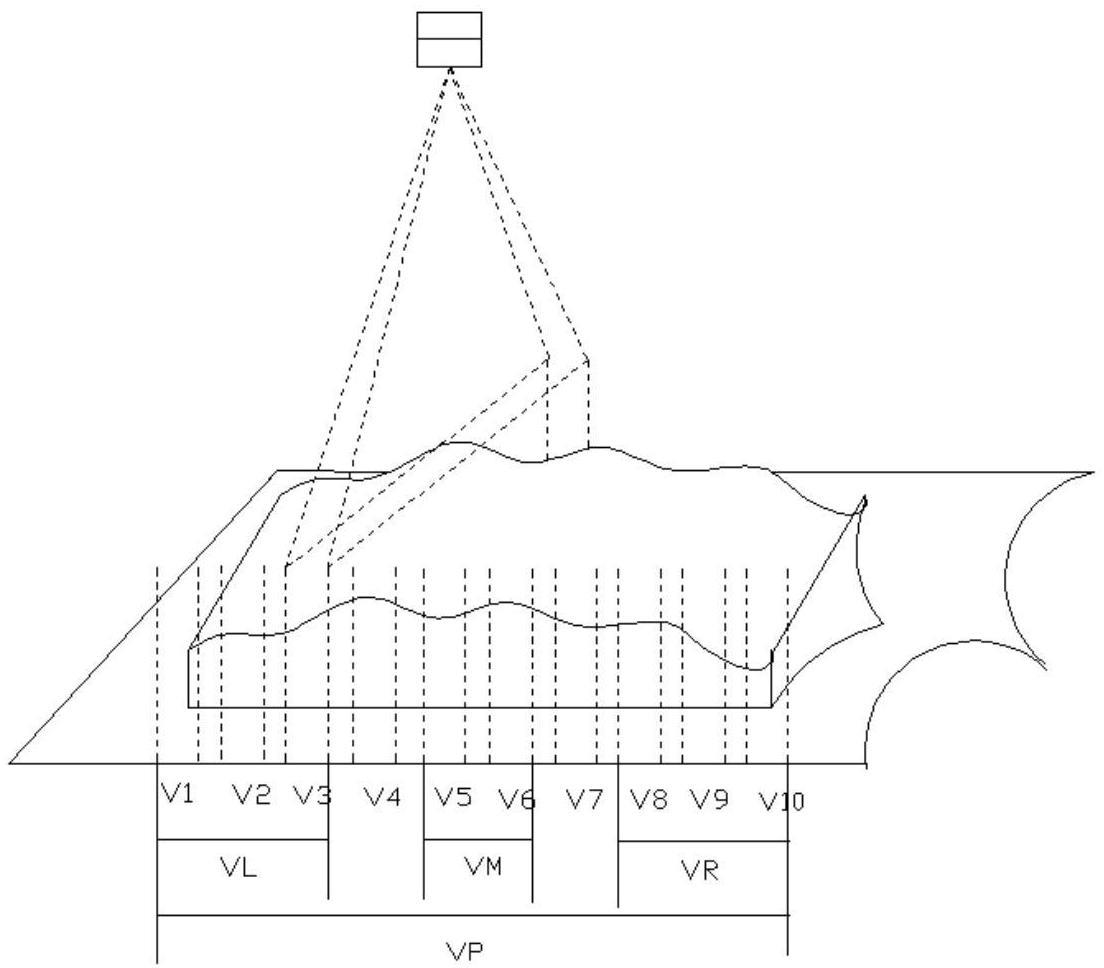
9、2)系统根据两辊宽度位置,按从左到右的不同位置划分3个分块化平衡判断区vl、vm、vr,每次扫描完成,根据量化数据分别计算获得分块化平衡判断区胶量体积值vl、vm、vr,及区块平衡胶体积值vp
10、vl=(v1+v2+v3)/3
11、vm=(v5+v6)/2
12、vr=(v8+v9+v10)/3
13、vp=(v1+v2+v3+v3+v5+v6+v7+v8+v9+v10)/10;
14、3)根据三个平衡判断区当前的实时胶量体积的不同,通过运算分析,判定辊面实时堆积胶的均匀性情况分布,按照线性关系反馈给摆胶输送带的摆胶电机,通过执行不同的摆胶门幅值以及左右摆胶停顿时间,以达到两辊筒中间各个位置的堆积胶量的均匀性。
15、作为优选,该方法运算比较分析包括以下的步骤:
16、1)、vl/vp>1.5左侧减胶左侧摆胶停顿时间减少1秒;
17、2)、vl/vp<0.5左侧补胶左侧摆胶停顿时间增加1秒;
18、3)、vm/vp>1.5中部减胶左侧摆胶门幅值、左侧摆胶门幅值各增加10mm;
19、4)、vm/vp<0.5中部补胶左侧摆胶门幅值、左侧摆胶门幅值各减少10mm;
20、5)、vr/vp>1.5右侧减胶右侧摆胶停顿时间减少1秒;
21、6)、vr/vp<0.5右侧补胶右侧摆胶停顿时间增加1秒。
22、作为优选,所述该方法采用的设备包括线激光仪、扫描云台、激光控制器和plcplc主机,所述的线激光仪固定设置在扫描云台上,线激光仪连接激光控制器,激光控制器连接plcplc主机,plcplc主机控制连接扫描云台;所述扫描云台设置在压延机两辊的上方,线激光仪在扫描云台往复运动实时扫描压延机两辊之间胶料;所述的测量方法包括以下的步骤:
23、1)在激光控制器主机程序中对被测范围内y-z轴建立一个基准面模型;
24、2)plc主机控制线激光仪对空辊进行z轴方向数据扫描,激光控制器对x轴、y轴数据采集并进行运算,得到实时分段体积测量vy1、vy2.....vyn及实时总体积测量值vyt,并实时将数据值传递到plc主机;plc主机通过校验模式处理,得到基础分段体积测量值vq1、vq2.....vqn及基础总体积测量值vqt;并作为基础数据进行保存;
25、3)plc主机控制云线激光仪对装有不规则堆积胶的圆弧辊面进行z轴实时数据扫描,激光控制器对x轴、y轴采集数据进行运算处理,再次得到有待测物得的实时分段体积测量vy1、vy2.....vyn及实时总体积测量值vt,并实时将数据值传递到plc主机;plc主机通过运行模式处理后,得到有待测物的分段的测量vh1、vh2......vhn及有待测物总量测定vht;
26、4)使用过plcplc主机将有待测物测量数据与保存的基础数据进行差值运算
27、vn=vhn-vqn
28、vt=vht-vqt;
29、最终的到两圆弧间不规则堆积胶的实时分段体积v1、v2......vn及实时总体积vt。
30、作为优选,该方法步骤1)还包括将两圆辊间不规则堆积胶的实时分段体积及实时总体积以分块化柱状图及数值的形式显示到屏幕。
31、进一步,本发明还公开了一种计算机设备,包括存储器、处理器及存储在存储器上的计算机程序,所述处理器执行所述计算机程序以实现所述方法。
32、进一步,本发明还公开了一种计算机可读存储介质,其上存储有计算机程序或指令,该计算机程序或指令被处理器执行时实现所述方法。
33、进一步,本发明还公开了一种计算机程序产品,包括计算机程序或指令,该计算机程序或指令被处理器执行时实现所述方法。
34、本发明由于采用了上述的技术方案,该方法依据两辊间堆积胶分块化测定的实时体积数据,通过数据对比分析计算储辊间堆积胶料的分布均匀性情况,实时调节摆胶输送带的摆胶电机的摆动状况,来自动实现两辊间堆积胶料的均匀性分布,达到帘布附胶后各部位厚度的均匀性。提升了压延生产中帘布附胶厚度的合格率,提高了生产质量。
技术特征:
1.一种压延机两辊间堆积胶料均匀性分布的控制方法,其特征在于,该方法包括以下的步骤:
2.根据权利要求1所述的一种压延机两辊间堆积胶料均匀性分布的控制方法,其特征在于,该方法包括以下的步骤:
3.根据权利要求2所述的一种压延机两辊间堆积胶料均匀性分布的控制方法,其特征在于,该方法运算比较分析包括以下的步骤:
4.根据权利要求1所述的一种压延机两辊间堆积胶料均匀性分布的控制方法,其特征在于,该方法步骤1)采用的设备包括线激光仪、扫描云台、激光控制器和plcplc主机,所述的线激光仪固定设置在扫描云台上,线激光仪连接激光控制器,激光控制器连接plcplc主机,plcplc主机控制连接扫描云台;所述扫描云台设置在压延机两辊的上方,线激光仪在扫描云台往复运动实时扫描压延机两辊之间胶料;所述的测量方法包括以下的步骤:
5.根据权利要求4所述的一种压延机两辊间堆积胶料均匀性分布的控制方法,其特征在于,该方法步骤1)还包括将两圆辊间不规则堆积胶的实时分段体积及实时总体积以分块化柱状图及数值的形式显示到屏幕。
6.一种计算机设备,包括存储器、处理器及存储在存储器上的计算机程序,其特征在于,所述处理器执行所述计算机程序以实现权利要求1-7任意一项权利要求所述方法。
7.一种计算机可读存储介质,其上存储有计算机程序或指令,其特征在于,该计算机程序或指令被处理器执行时实现权利要求1-7任意一项权利要求所述方法。
8.一种计算机程序产品,包括计算机程序或指令,其特征在于,该计算机程序或指令被处理器执行时实现权利要求1-7任意一项权利要求所述方法。
技术总结
本发明涉及轮胎制造技术领域,尤其涉及一种压延机上、下两辊间堆积胶总量的控制方法、设备和程序产品。该方法在一个周期扫描两辊间堆积胶测定的体积数据作为两辊间胶量的实时数据,使用算法智能切换速度、速度&宽度综合模式调节,在相应模式下通过改变供胶带速度、胶条宽度、供胶机开炼机速度配合,达到压延机上两辊间在线堆积胶总量和下两辊间在线堆积胶总量的控制。
技术研发人员:胡献兵,张利民,蒋仁军,沈坚,邢晓波
受保护的技术使用者:中策橡胶(安吉)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!