一种废纸粉末自动压饼排出系统的制作方法
本发明属于废纸粉末处理,具体地说,涉及一种废纸粉末自动压饼排出系统。
背景技术:
1、图书在加工过程中主要通过制版、印刷、装订三大工序完成。图书在装订时,在铣背、拉槽、分切(中锯)等工艺中会产生大量的粉尘和纸边,因此需要对纸边、纸粉进行处理。在专利cn114712949b中提供了一种纸粉收集自动风压平衡监测控制系统,解决了由于纸边纸粉收集系统的内部气压不稳定导致的纸边纸粉收集效率低的问题。该专利中公开了一种纸边纸粉收集装置,其通过分离单元将纸边与纸粉进行分离后,分别采用打包机和压块机对纸边和纸粉进行处理。然而,在利用压块机对纸粉进行压块后,输出的纸粉块的表面容易出现纸粉散落的情况,在纸粉块输出压块机在掉落时,会使得纸粉块表面的纸粉脱落,影响车间环境。如专利cn104210132a公开了一种纸粉压块机,首先物料落入储存桶内,经过转盘旋转落入推送槽中,经过推送油罐将纸粉推料进压缩管,出料油罐压缩推料,经可调节松紧的出纸口挤出。在出纸口处,压缩后的纸粉块掉落,纸粉块表层的纸粉会发生脱落。
2、为了增加纸粉间的结合力,现有技术中已经有专利文献公开直接在纸粉中加入粘合剂进行混合后再进行压块。如专利jp昭62-259700a,其公开了一种压块机,在搅拌器内的纸粉中喷入粘着剂,粘着剂与纸粉均匀搅拌后再进行压块,形成纸饼。这能够增加纸粉间的粘着力,但是这也会使得粘着剂的使用量较高,同时粘着剂会附着在搅拌器内壁、搅拌叶片等多个地方,需要经常停机清理,不利于压块机的高效使用。
3、因此,如何避免纸粉经过压块后得到的纸粉块的表面纸粉脱落,同时又能避免粘着剂粘在搅拌器、搅拌叶片等内部,降低粘着剂的使用量,这是技术人员需要解决的技术问题。
技术实现思路
1、为解决上述技术问题,本发明提出一种废纸粉末自动压饼排出系统,同时还提供了该系统的使用方法,其能够减少纸粉块表面纸粉脱落,还能够降低粘着剂的使用量,同时还可以避免粘着剂粘在搅拌器等部位,减少停机清理时间。
2、为了解决相应的技术问题,获得相应的技术效果,本发明提供了如下的技术方案:
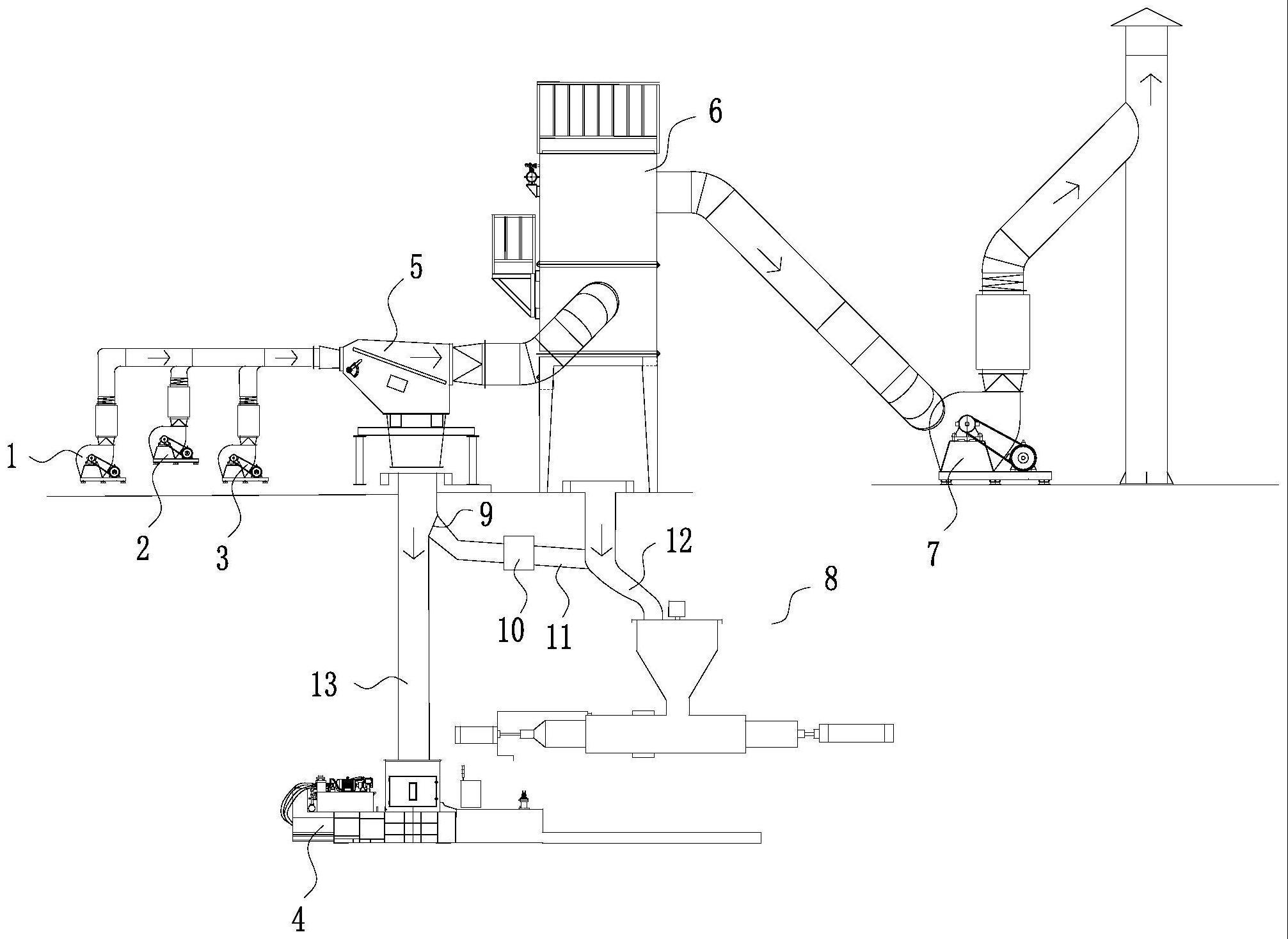
3、一种废纸粉末自动压饼排出系统,包括排废单元、分离单元、过滤单元、气体输出单元、打包单元、压块单元以及粉碎单元;所述排废单元通过传输管道将纸边纸粉混合物输送至所述分离单元以对纸边纸粉混合物进行分离,所述分离单元分别通过管道连通所述打包单元和所述过滤单元,所述过滤单元通过管道连通所述气体输出单元;所述过滤单元的下方通过纸粉管道连通所述压块单元,所述打包单元入口端的纸边管道与所述压块单元入口端的纸粉管道之间连接有连接管,所述粉碎单元设置在连接管的管路中。
4、所述排废单元用以收集纸边纸粉,所述排废单元包括第一排废电机、第二排废电机、第三排废电机和传输管道,各个排废电机用以收集在生产过程中产生的纸边、纸粉,所述传输管道用以将收集的纸边纸粉进行传输,各个排废电机分别与所述传输管道连接;所述传输管道连通所述分离单元。
5、所述分离单元,用以对纸边纸粉混合物进行分离,所述分离单元包括板式分离器,其用以将纸边与纸粉进行分离,所述板式分离器的下方设有打包机,所述打包机用以收集由所述板式分离器分离出来的纸边并打包成捆,所述板式分离器的输出端通过传输管道将所述板式分离器分离出来的粉气输送至所述过滤单元。
6、所述过滤单元,用以对经过所述分离单元分离以后得到的纸粉进行过滤,所述过滤单元包括布袋集尘器,所述布袋集尘器用以对纸粉进行吸附收集,以将粉气中的纸粉分离,所述布袋集尘器的下方设有所述压块单元,所述压块单元包括压块机,所述压块机用以对布袋集尘器分离得到的纸粉进行压块收集,所述布袋集尘器的输出端通过管道将经过布袋集尘器分离以后得到的净气输送至所述气体输出单元;
7、所述气体输出单元,包括除尘风机,其用以对纸边、纸粉的传输提供动力,并将所述布袋集尘器分离以后得到的净气排出,
8、所述打包单元包括打包机,打包机可采用现有技术,对纸边进行打包成捆输出,不再赘述。
9、所述压块单元包括压块机,所述压块机能将经纸粉管道输送来的纸粉进行压块。
10、所述粉碎单元,用以将纸边管道内的部分纸边进行粉碎至细小纸片,纸片具有比纸粉更粗的尺寸,细小纸片通过连接管连通至纸粉管道中与纸粉进行混合,之后通入压块单元的压块机中进行压块。
11、进一步的,所述连接管在连接所述纸边管道处设置有可开闭的挡板。在挡板打开时,纸边经过连接管进入碎纸机中粉碎成细小纸片,之后再通过连接管输出并与纸粉管道中的纸粉混合,进入压块机中进行压块。
12、进一步的,所述压块机包括料斗、搅拌电机、成型管、第一液压缸、第一压块、第二液压缸、第二压块,所述料斗的下端连通所述成型管的中部,所述料斗的中部设置所述搅拌电机,所述搅拌电机的旋转轴上设置有多个搅拌叶片,所述第一液压缸连接所述第一压块并位于所述成型管的左侧,所述第二液压缸连接所述第二压块并位于所述成型管的右侧,所述第一压块和第二压块均能在所述成型管内滑动;所述成型管的左段依次设置有出纸口、加热段、挤压段和添加段,紧邻所述添加段的右侧部为所述料斗与成型管的接合处;所述成型管的添加段的外侧周向设置有环形的压力腔,所述压力腔与所述成型管的添加段的内部通过多个注入孔连通,多个注入孔环形均匀布置在所述成型管的壁上;所述成型管的加热段处环形设置加热环。
13、进一步的,所述多个注入孔分为多组,多组注入孔沿成型管的轴向方向布置,每组注入孔为4-8个,每组注入孔沿着所述成型管的圆周方向均匀分布,相邻两组注入孔之间沿所述成型管的径向方向错位布置。也即是说,多个注入孔分组设置,所述成型管的轴向方向间隔分布有多组注入孔,每组注入孔均匀分布在所述成型管的圆周方向,相邻两组之间的注入孔形成错位,进而使得成型管的整个圆周方向布置了更多的注入孔,但不会对成型管的强度产生较大影响。
14、进一步的,所述添加段的长度是所述挤压段的长度的2-4倍,所述加热段的长度为所述挤压段长度的1-1.5倍,所述出纸口的长度大于所述挤压段的长度。
15、进一步的,所述加压腔内填充有辅料,所述辅料为粘着剂。所述粘着剂可以为膏状、粉末状,也可以为液态胶水。优选粘着剂为膏状粘着剂。
16、成型管的添加段的体积比挤压段处的体积更大,成型管的添加段处的纸片与纸粉的混合物相对蓬松,有利于加压腔内的如膏状粘着剂等辅料挤压进入;在挤压段,纸片与纸粉进一步压缩成预处理的纸粉块,此时挤压段的四周没有注入孔,利于压实成块。
17、进一步的,本发明还提供了一种废纸粉末自动压饼排出系统的使用方法,具体包括以下步骤:
18、步骤1、排废单元将纸边纸粉混合物输送至分离单元,所述分离单元将纸边纸粉混合物分离后,将纸边通过纸边管道输送至打包机打包;将纸粉经过滤单元过滤后,通过纸粉管道输送至压块单元;所述过滤单元排出的气体经过气体输出单元排出;
19、步骤2、打开挡板,将纸边管道中的部分纸边通过连接管输送至碎纸机中进行破碎而形成细小纸片,之后将细小纸片通过连接管输送至纸粉管道;所述细小纸片与纸粉在纸粉管道以及料斗中混合后再被压块单元进行压块处理而形成纸粉块。
20、进一步的,在步骤2中的压块处理具体为:
21、步骤a、入料:所述细小纸片与纸粉的混合物通过所述纸粉管道进入料斗中,在所述搅拌电机的搅拌下喂入所述成型管中,此时所述第一液压缸驱动所述第一压块位于所述加热段附近,所述第二液压缸驱动所述第二压块位于所述料斗的出口的右侧,进而使得所述细小纸片与纸粉的混合物进入至所述成型管内部;
22、步骤b、添加辅料:所述第一压块和第二压块相互靠近,使得步骤a中进入至成型管内部的所述细小纸片与纸粉的混合物被挤压而限定在所述添加段的区域内,利用外部压力为所述压力腔施加压力,将所述压力腔内的膏状粘着剂受压而通过注入孔进入所述成型管内并分布在所述成型管的内壁周围;
23、步骤c、压块:所述第一压块后退至所述挤压段附近,所述第二压块继续挤压所述细小纸片与纸粉的混合物而在所述挤压段处形成预成型的纸粉块;此时所述膏状粘着剂将在挤压过程中均匀分布在预成型的纸粉块的圆周方向;
24、步骤d、固化成型:所述第一压块和所述第二压块将所述预成型的纸粉块推至所述加热段,所述加热段对预成型的纸粉块进行加热而使得预成型的纸粉块圆周方向的膏状粘着剂固化成型而形成纸粉块;
25、步骤e、排出:所述第一压块退出所述成型管,所述第二压块将所述纸粉块推出所述成型管。
26、进一步的,所述膏状粘着剂可以采用粉状的热塑性粘着剂或者液体状粘着剂代替。
27、采用上述技术方案,本发明取得了多种有益效果:
28、1、本发明提供的废纸粉末自动压饼排出系统,其能够将纸边通过打包机打包成捆而排出,同时还可以避免饼状的纸粉块表面的纸粉脱落。
29、2、本发明中将分离出的部分纸边进行粉碎而形成细小纸片,将其与纸粉进行混合后再进行压块,细小纸片的加入,能够减少纯纸粉进行压块而发生的纸粉脱落现象。同时,利用纸边进行粉碎而形成细小纸片,可避免在纸粉块中引入其他种类的纸片杂质等,提高纸粉块后续使用的应用场景。
30、3、本发明中避免在搅拌器中直接加入粘着剂,无需经常清理粘附在搅拌器、搅拌叶片等内部的粘着剂,同时还降低了粘着剂的使用量,降低了成本。
31、4、本发明通过在成型管内部添加诸如膏状粘着剂等辅料,使得粘着剂仅分布在纸粉块的圆周方向,不仅降低了粘着剂的使用量,还能够在第一压块和第二压块的挤压过程中清除附着在成型管内壁的粘着剂,使得成型管的内壁始终保持干净。此外,采用膏状粘着剂更利于在添加段添加,且在挤压段进行挤压时更容易向圆周方向扩散而均匀分布在预成型的纸粉块的圆周方向,同时还有利于后续加热段进行加热时快速固化成型。
32、5、本发明中的成型管在添加段中设置的多个注入孔分为多组且错位、均匀分布,能降低打孔对成型管强度的影响。同时,能够使得膏状粘着剂能够更均匀地分布在成型管内壁的圆周方向,进而在挤压段进行挤压操作时,使得膏状粘着剂在挤压作用下均匀分布在预成型的纸粉块的圆周方向。
33、6、本发明对预成型的纸粉块进行加热处理,使得预成型的纸粉块的圆周方向的粘着剂固化,避免纸粉块在下落过程中发生纸粉脱落。
34、7、本发明中在纸粉块的圆周方向添加粘着剂并固化,使得纸粉不脱落;在纸粉块的内部同时具有细小纸片以及纸粉,而细小纸片能够起到类似于骨架的作用,在受压后有利于增加纸粉与细小纸片之间的结合力。
- 还没有人留言评论。精彩留言会获得点赞!