一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统与方法
本发明涉及增材制造,具体涉及一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统与方法。
背景技术:
1、层状复合异质材料与结构是指采用两种、或两种以上金属材料,按照某种比例、结构,通过冶金方式组合在一起获得的材料与结构。传统通过累积叠轧、爆炸焊接的方式获得层状复合异质材料,然而传统方法工序复杂、单件生产周期较长、成本较高,介于传统加工方式的局限性,只能生产板型材料,后期需要机加、钣金、焊接等系列手段制备所需零部件。
2、随着电弧增材制造技术的发展,为制造层状复合异质材料与结构提供新工艺新方法。虽然电弧增材制造效率高,但是精度相对较低,成形尺寸不可控,特别对于层状复合异质材料与结构,每层层高关乎材料组元比例与结构,一旦层高偏离设计模型,则增材制造的零部件不符合设计要求,进而无法达到设计要求的性能。
3、为控制增材结构件的层高,申请号为cn201810439107.4的一种具有层高控制功能的增材制造设备及层高控制方法,公开了一种层高控制方法,采用了铣削加工和增材制造的增减材一体化对层高进行补偿修正,实现了激光送粉工艺增材制造加工层高控制监测。该发明采用先激光送粉增材,接着通过三维扫描工具获得增材件实时模型,然后根据实时模型调整铣削减材策略,过程控制复杂,成本较高,增材及减材效率都较低,无法兼具效率与精度。
技术实现思路
1、本发明的目的在于提供一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统与方法,用于高效低成本得到大尺寸并且层高可调控的层状复合异质材料与结构。
2、实现本发明目的的技术解决方案为:
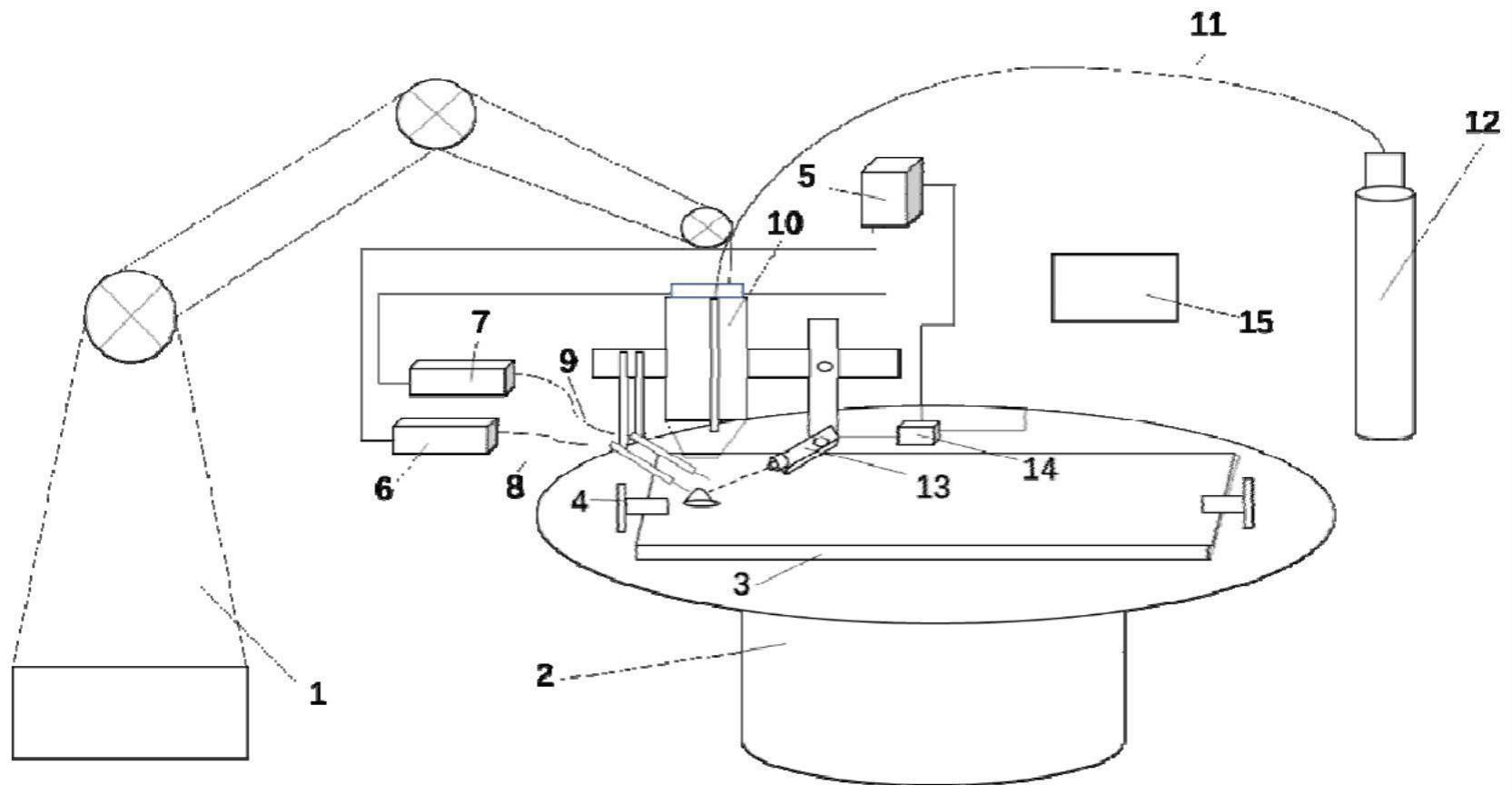
3、一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统,包括由六轴机器人、工作台、高刚度基板、基板配套夹具、焊机、送丝机、丝材、双送丝增材枪体、导气管、气瓶、ccd相机、工控机、显示器组成。
4、本发明中,增材电源只控制双送丝增材枪体(10)的输出电流与电压,与送丝机是相互独立控制。
5、本发明中,两台送丝机均可满足0.6mm、0.8mm、1.0mm、1.2mm、1.6mm、2.0mm直径的丝材,两台送丝机的送丝速度可独立实时调节,实际增材制造过程中送丝机的送丝速度是相互独立的。
6、本发明中,两种丝材均为金属丝材,两种丝材直径可以是0.6mm、0.8mm、1.0mm、1.2mm、1.6mm、2.0mm直径的丝材,两种丝材化学成分不同,两种丝材的材质可以是不锈钢、高强钢、钛合金、铝合金、镍基高温合金。
7、本发明中,气瓶的流量可以调节,气瓶的气体可以是氩气或者氦气,气瓶通过导气管把保护气送入双送丝增材枪体(10);丝材a(8)和丝材b(9)固定在双送丝增材枪体(10)一侧端部;双送丝增材枪体(10)固定在六轴机器人(1)的第六轴。
8、本发明中,ccd相机、工控机、显示器组成在线动态监测系统;增材制造过程中ccd相机实时拍摄增材件三维形貌,并把图像实时同步到工控机,最后在显示器上显示;工控机将图像数据与三维模型对比,依据比对结果调控送丝速度,同时反馈当层凹坑处。
9、一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造方法,包括如下步骤:
10、步骤(1):对基板进行打磨、清洗、预热等前处理工作并安装夹具固定,调整双送丝增材枪体(10)高度,确定两个送丝导管的角度,使送丝导管的管口处于等离子枪的正下方;
11、步骤(2):安装ccd相机,调整相机角度,使其可以拍摄到增材件完整侧面与最上层表面;
12、步骤(3):依据需求设定好电流、电压、保护气流量、送丝速度、送丝顺序、增材速度、摆宽工艺参数;
13、步骤(4):接通电源,双送丝增材枪体(10)到达起焊位置,机器人控制柜发送信号给焊机,引燃电弧,送丝机同步送给丝材,丝材a(8)和丝材b(9)按照设计模型要求、采用逐层交替送进,然后按照预定的增材策略进行堆敷;
14、步骤(5):ccd相机实时监测增材件层高信息与表面形貌信息,同步比对增材件设计三维模型;依据层高比对结果,实时调整送丝速度,直至层高与既定三维模型契合;依据表面形貌比对结果,待完成该层全部增材任务后,人工填补找平;
15、本发明中,增材过程中选用碳钢作为增材基板,在200℃下预热30min,基板厚度大于10mm,面积为增材面积的5-10倍,以减小基板变形对增材过程的影响。
16、本发明中,丝材角度设定范围在20°~45°,丝材末端正对熔池正中。
17、本发明中,ccd相机与工控机相连,实时监测层高,实时与工件设计三维模型比对,并通过控制送丝机送丝速度来调整层高使其满足设计要求尺寸。
18、本发明中,增材电流20a~300a可调,送丝速度0.3m/min~2.0m/min可调,增材速度5cm/min~30cm/min可调,摆宽2mm~8mm可调,保护气5l/min~20l/min可调。
19、本发明中,每层层高1mm~3mm可调可控。
20、本发明相对于现有技术具有显著优点:(1)本发明使用ccd相机实时监测层高信息与增材表面形貌信息,实时与设计模型比对,并通过控制送丝速度调整层高,实现了层高可调可控,满足设计尺寸要求;同时反馈表面凹坑信息,并通过人工填补找平;(2)本发明利用电弧作为热源,逐层逐道熔敷不同丝材,实现了层状复合材料与结构高效率高精度的增材制造。
技术特征:
1.一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统,其特征在于,包括六轴机器人(1);工作台(2),工作台(2)上设置高刚度基板(3)、高刚度基板(3)两侧设置基板配套夹具(4);设置焊机(5)分别连接送丝机a(6)、送丝机b(7)以及双送丝增材枪体(10);气瓶(12)通过导气管(11)把保护气送入双送丝增材枪体(10);丝材a(8)和丝材b(9)固定在双送丝增材枪体(10)一侧端部;双送丝增材枪体(10)固定在六轴机器人(1)的第六轴;ccd相机(13)、工控机(14)、显示器(15)组成在线动态监测系统;增材制造过程中ccd相机(13)实时拍摄增材件三维形貌,并把图像实时同步到工控机(14),最后在显示器(15)上显示;工控机(14)将图像数据与三维模型对比,依据比对结果调控送丝速度,同时反馈当层凹坑处。
2.如权利要求1所述的自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统,其特征在于,焊机(5)控制双送丝增材枪体(10)的输出电流与电压,与送丝机a(6)和送丝机b(7)是相互独立控制。
3.如权利要求1所述的自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统,其特征在于,送丝机a(6)和送丝机b(7)均满足0.6mm、0.8mm、1.0mm、1.2mm、1.6mm、2.0mm直径的丝材,送丝机a(6)和送丝机b(7)的送丝速度可实时调节,增材制造过程中送丝机a(6)和送丝机b(7)的送丝速度是相互独立的;丝材a(8)和丝材b(9)均为金属丝材,丝材a(8)和丝材b(9)直径可以是0.6mm、0.8mm、1.0mm、1.2mm、1.6mm、2.0mm直径的丝材,丝材a(8)和丝材b(9)的化学成分不同,丝材a(8)和丝材b(9)的材质是不锈钢、高强钢、钛合金、铝合金或镍基高温合金。
4.如权利要求1所述的自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统,其特征在于,气瓶(12)的流量能够调节,气瓶(12)的气体为氩气或者氦气。
5.一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造方法,其特征在于,包括如下步骤:
6.如权利要求5所述的一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造方法,其特征在于,增材过程中选用碳钢作为增材基板,在200℃下预热30min,基板厚度大于10mm,面积为增材面积的5-10倍,以减小基板变形对增材过程的影响。
7.如权利要求5所述的一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造方法,其特征在于,丝材a(8)和丝材b(9)角度设定范围在20°~45°,丝材末端正对熔池正中。
8.如权利要求5所述的自适应调控层高制备层状复合异质材料与结构的电弧增材制造方法,其特征在于,ccd相机与工控机相连,实时监测层高,实时与工件设计三维模型比对,并通过控制送丝机送丝速度来调整层高使其满足设计要求尺寸。
9.如权利要求5所述的自适应调控层高制备层状复合异质材料与结构的电弧增材制造方法,其特征在于,增材电流20a~300a可调,送丝速度0.3m/min~2.0m/min可调,增材速度5cm/min~30cm/min可调,摆宽2mm~8mm可调,保护气5l/min~20l/min可调。
10.根据权利要求5所述的一种增材制造层状复合异质高强钢的方法,其特征在于,每层层高1mm~3mm。
技术总结
本发明公开了一种自适应调控层高制备层状复合异质材料与结构的电弧增材制造系统与方法,本发明为采用电弧作为热源,按照设计的材料结构模型,逐层逐道熔敷金属丝材;通过CCD相机实时监测增材件外观尺寸,及时提取每层每道实际三维尺寸,并与工件三维模型进行比对,通过调节送丝速度以控制三维尺寸,同时对明显凹坑区域进行找补,实现对层高的自适应调控,使得增材材料与结构满足设计的尺寸要求。该系统和方法可以实现毫米级到米级的层状复合材料与结构的制造,具有效率高和成本低等突出优势,同时通过CCD动态监测和实时调参与找补,实现层高自适应调控,从而易于制备尺寸与结构符合设计要求的材料与结构。
技术研发人员:周琦,张伟,段梦伟,彭勇,王克鸿,孔见,郭顺,章晓勇,黄勇,刘学权
受保护的技术使用者:南京理工大学
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!