一种适用于薄壁件对接氩弧焊缝的焊接方法与流程
本发明涉及精密薄壁件焊接领域,尤其涉及一种适用于薄壁件对接氩弧焊缝的焊接方法。
背景技术:
1、在航空发动机零部件中存在很多薄壁件焊接,很多薄壁件焊接采用电子束焊减小焊接变形。但电子束焊接设备价格昂贵,对装配要求较高又制约了该工艺的普及。
技术实现思路
1、为解决上述技术问题,本发明的目的是提供一种适用于薄壁件对接氩弧焊缝的焊接方法。
2、为实现上述目的,本发明采用如下技术方案:
3、一种适用于薄壁件对接氩弧焊缝的焊接方法,其特征在于,
4、包括以下步骤:
5、步骤1:用400目砂纸打磨待焊面及焊缝周边15mm~20mm处,露出金属光泽;
6、步骤2:在打磨处通过酒精或丙酮擦拭,并用吹风机或压缩空气吹干;
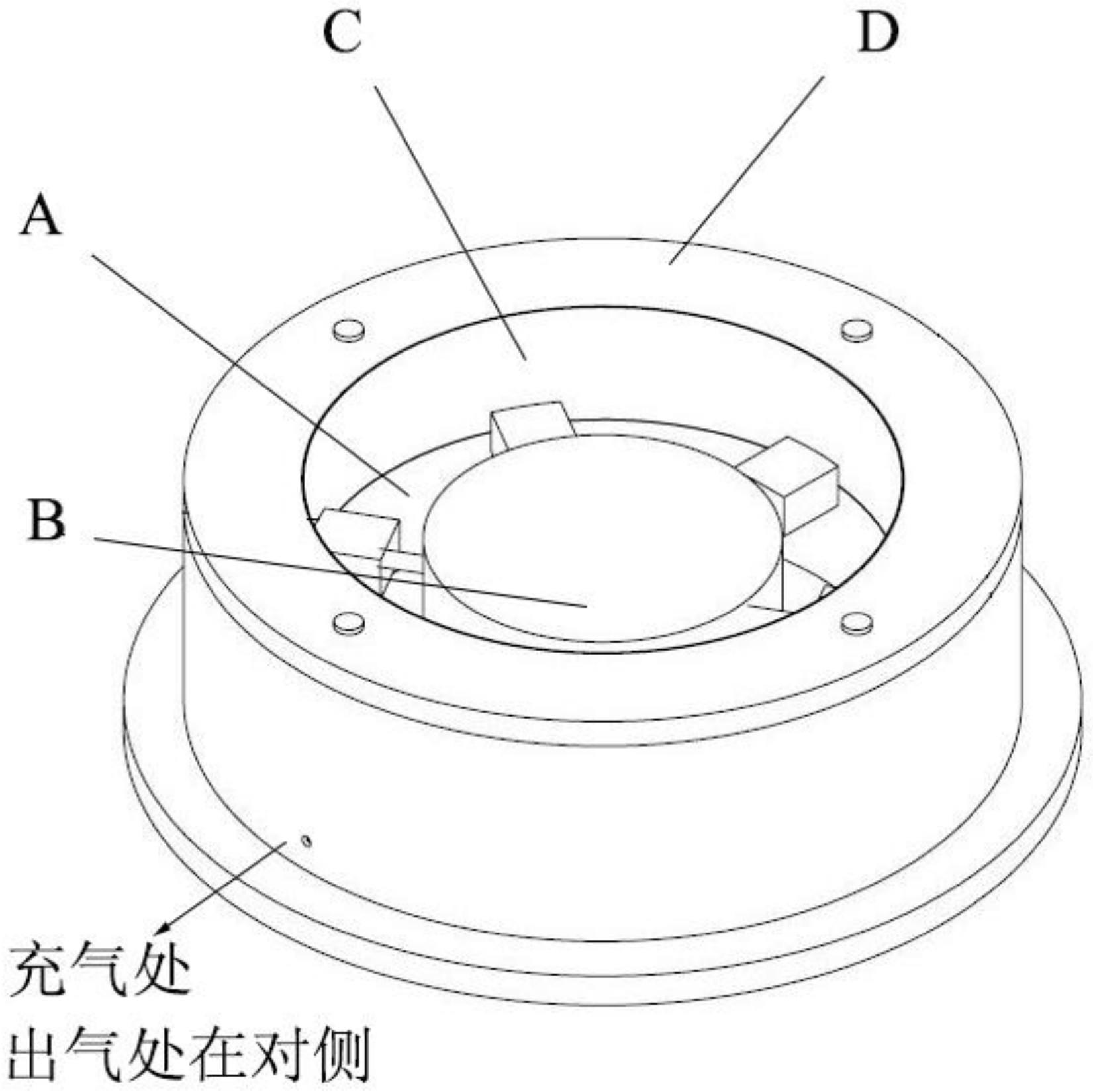
7、步骤3:把零件a装配在底板上,保证零件a与底板贴合;
8、步骤4:装配工装b;
9、步骤5:装配零件c;
10、步骤6:零件c上端贴铝箔胶带密封,并往内腔通氩气;
11、步骤7:定位焊,保证零件a和c平齐;
12、步骤8:氩弧焊,焊接速度15~30mm/min,焊接电流21~29a,保护气体he,5-20l/min;
13、步骤9:拆除工装b,安装工装d通氩气3~10l/min,进行反面焊接速度21~30mm/min,焊接电流10~29a,保护气体he,5-20l/min。
14、优选地,所述的一种适用于薄壁件对接氩弧焊缝的焊接方法,包括以下步骤:
15、步骤1:用400目砂纸打磨待焊面及焊缝周边15mm处,露出金属光泽;
16、步骤2:在打磨处通过酒精擦拭,并用吹风机吹干;
17、步骤8:氩弧焊,焊接速度15mm/min,焊接电流21a,保护气体he,20l/min;
18、步骤9:拆除工装b,安装工装d通氩气3l/min,进行反面焊接速度30mm/min,焊接电流10a,保护气体he,20l/min。
19、优选地,所述的一种适用于薄壁件对接氩弧焊缝的焊接方法,包括以下步骤:
20、步骤1:用400目砂纸打磨待焊面及焊缝周边20mm处,露出金属光泽;
21、步骤2:在打磨处通丙酮擦拭,并用压缩空气吹干;
22、步骤8:氩弧焊,焊接速度30mm/min,焊接电流29a,保护气体he,5/min;
23、步骤9:拆除工装b,安装工装d通氩气10l/min,进行反面焊接速度15mm/min,焊接电流29a,保护气体he,5/min。
24、优选地,所述的一种适用于薄壁件对接氩弧焊缝的焊接方法艺,包括以下步骤:
25、步骤1:用400目砂纸打磨待焊面及焊缝周18mm处,露出金属光泽;
26、步骤2:在打磨处通过酒精擦拭,并用吹风机吹干;
27、步骤8:氩弧焊,焊接速度20mm/min,焊接电流25a,保护气体he,15l/min;
28、步骤9:拆除工装b,安装工装d通氩气8l/min,进行反面焊接速度20mm/min,焊接电流25a,保护气体he,15l/min。
29、优选地,所述的一种适用于薄壁件对接氩弧焊缝的焊接方法,包括以下步骤:
30、针对gh5188材质,对零件a和零件c焊接,
31、步骤1:用400目砂纸打磨待焊面及焊缝周边20mm处,露出金属光泽;
32、步骤2:通过酒精擦拭,并用吹风机气吹干;
33、步骤3:把零件a装配在底板上,保证零件a与底板贴合;
34、步骤4:装配工装b;
35、步骤5:装配零件c;
36、步骤6:零件c上端贴铝箔胶带密封,并往内腔通氩气;
37、步骤7:定位焊,保证零件a和c平齐;
38、步骤8:氩弧焊,焊接速度25mm/min,焊接电流25a,保护气体he,12l/min;
39、步骤9:拆除工装b,安装工装d通氩气5l/min,进行反面焊接速度25mm/min,焊接电流20a,保护气体he,12l/min。
40、借由上述方案,本发明至少具有以下优点:
41、1、本发明提能够降低成本的同时又能减小零件变形,从而达到焊缝质量良好,且稳定。
42、2、本发明使用金相显微镜对焊接接头进行观察,从微观表征焊缝质量,确保焊缝的质量。
43、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种适用于薄壁件对接氩弧焊缝的焊接方法,其特征在于,
2.根据权利要求1所述的一种适用于薄壁件对接氩弧焊缝的焊接方法,其特征在于,包括以下步骤:
3.根据权利要求1所述的一种适用于薄壁件对接氩弧焊缝的焊接方法,其特征在于:包括以下步骤:
4.根据权利要求1所述的一种适用于薄壁件对接氩弧焊缝的焊接方法艺,其特征在于,包括以下步骤:
5.根据权利要求1所述的一种适用于薄壁件对接氩弧焊缝的焊接方法,其特征在于,包括以下步骤:
技术总结
本发明涉及一种适用于薄壁件对接氩弧焊缝的焊接方法,包括以下步骤:步骤1:用400目砂纸打磨待焊面及焊缝周边15mm~20mm处;步骤2:在打磨处通过酒精擦拭,并用吹风机吹干;步骤3:把零件A装配在底板上;步骤4:装配工装B;步骤5:装配零件C;步骤6:零件C上端贴铝箔胶带密封,并往内腔通氩气;步骤7:定位焊;步骤8:氩弧焊;步骤9:拆除工装B,安装工装D通氩气3~10L/min,进行反面焊接速度21~30mm/min,焊接电流10~29A,保护气体He,5‑20L/min。本发明能够提高焊缝质量的同时又能减小零件变形。
技术研发人员:孙威威,许耀先,孟虎,文宁坡,刘六九,李正伟,张艳林
受保护的技术使用者:楼蓝科技(江苏)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!