平整度测量装置、热轧设备以及用于运行平整度测量装置的方法与流程
本发明涉及一种用于在热轧设备内测量热轧带材的平整度的平整度测量装置,该平整度测量装置具有用于接触热轧带材的第一大侧面的至少一个进料侧偏转辊;用于接触热轧带材的第一大侧面的至少一个出料侧偏转辊以及关于热轧带材的带材运行方向布置在进料侧偏转辊和出料侧偏转辊之间的、热轧带材的相对于与热轧带材的第一大侧面对置的第二大侧面可调节的、用作平整度测量辊的中间偏转辊。此外,本发明涉及一种具有至少一个平整度测量装置的热轧设备。本发明还涉及一种用于运行在热轧设备内测量热轧带材的平整度的平整度测量装置的方法,其中,该平整度测量装置具有用于接触热轧带材的第一大侧面的至少一个进料侧偏转辊,用于接触热轧带材的第一大侧面的至少一个出料侧偏转辊以及关于热轧带材的带材运行方向布置在进料侧偏转辊和出料侧偏转辊之间的、热轧带材的相对于与热轧带材的第一大侧面对置的第二大侧面可调节的、用作平整度测量辊的中间偏转辊。
背景技术:
1、如果金属带材在设施中被引导经过较长的距离,则特别重要的是,存在允许控制金属带材的带材运行的方法和/或装置。这些方法和/或装置以阻止金属带材侧向跑偏的方式影响带材运行。如果不阻止侧向跑偏,则金属带材会碰撞设施的侧向边界并被损坏。在最坏的情况中,这导致流程中断甚至带材破裂,在这种经常是连续的流程中,带材破裂将被视为导致巨大代价的严重事故。
2、当在用于钢的热轧设备中测量平整度时,所用测量装置的一个可能位置是在热轧设备的冷却段和驱动辊之间。由于测量平整度需要盘绕平整度测量辊,该平整度测量辊在此使金属带材偏转并因此在本发明的意义中也可称为偏转辊,测量辊必须沉入金属带材中。一旦测量辊沉入金属带材中,就形成了由三个偏转辊构成的配置,即作为偏转辊的进料侧辊道辊、作为偏转辊的测量辊以及作为偏转辊的出料侧辊道辊。
3、这种配置导致带材跑偏的风险很大。特别地,带材厚度小的金属带材容易发生在侧向方向上的不稳定的带材跑偏。在这些情况中,实际上不再可能使用测量辊测量平整度。设施的侧向引导件的磨损将显著增加,带材卷材的卷绕质量将显著变差并且上翘或带材破裂的风险将增加。金属带材的侧向跑偏此外导致应力畸变,从而导致干扰平整度测量。这种干扰使得无法测量线性平整度误差。
4、在处理金属带材的连续流程中,例如在连续式退火炉和镀锌线中,已知拱起的偏转辊和安装在摆动框架上的偏转辊。由于由拱起引起的拉应力的重新分布,拱起的偏转辊产生对中效果。摆动框架由基于所测量的带材中部位置的调节器控制。在冷轧纵切热轧带材时,会出现问题,即由于热轧带材的锥形带材结构,热轧带材同样显示出很强的侧向跑偏的倾向。轧制流程的这种干扰通过摆动直接布置在卷取机之前的偏转辊来应对。通过此措施能够使带材重新回到居中的带材运行。
5、在使用这些已知方法时,前提假设带材持久地处于带材拉伸之下。热轧中完全不同的夹紧情况具有很长的区段,在该区段中带材在没有或仅有很少带材拉伸的情况下被引导。与冷轧中常见的偏转辊相比,这种夹紧情况需要能够在三重偏转的情况中控制带材的装置和方法。此外,由于在最后的轧制机架和平整度测量辊之间的夹紧长度明显更长,以及由于与此相关的长的停机时间,所以传统的调节方法失效。
6、链接https://www.emg-automation.com/automation/bandlaufregelen/提供了有关在卷起和开卷金属带材时以及在基于光学带材中心测量的连续设备中调节带材运行的信息。然而,用于此目的的器件不能用在热轧设备组的辊道中。此外,这种器件也不可能补偿平整度测量中的干扰。
7、专利文献jp 2012 206 132a公开了一种轧制设备,该轧制设备具有轧制轧制材料的轧辊、布置在轧辊下游并卷上被轧制的材料的卷绕辊、以及改变已经被轧辊轧制的轧制材料的进给方向的转向辊,以便将该轧制材料引导至卷绕辊。当使用轧制设备进行轧制时,将检测卷绕在卷绕辊上的轧制材料中产生的表面缺陷的状态。基于所检测的表面缺陷的状态,使偏转辊的一端沿垂直于转向辊的中轴线的方向运动,从而可以抑制表面缺陷的产生。
8、专利文献ep 3 097 990 a1公开了一种冷轧设备,该冷轧设备使用加热装置来加热按顺序传送的钢板,并在加热后使用冷轧机按顺序冷轧该钢板。所述冷轧设备包括布置和配置在沿钢板传送方向加热装置的上游侧的曲折运动修正装置,以便修正向加热装置传送的钢板的曲折运动。此外,所述冷轧设备包括曲折运动抑制装置,该曲折运动抑制装置布置在加热装置和冷轧机之间并且被配置为抑制与通过使用冷轧机对钢板的冷轧相关的钢板曲折运动。此外,所述冷轧设备包括控制器,该控制器被配置成控制曲折运动修正装置,以便执行曲折运动修正操作,以便修正传送至加热装置的钢板的曲折运动。此外,所述控制器用于控制曲折运动抑制装置,以便执行曲折运动抑制操作,以便抑制与冷轧钢板相关的钢板曲折运动。当控制器控制曲折运动修正装置以便执行曲折运动修正操作时,控制器控制曲折运动抑制装置以便按时间周期执行曲折运动抑制操作。
9、专利文献de 195 24 729a1公开了一种用于轧制带材的装置,该带材沿其宽度具有不均匀的厚度分布和/或长度分布。该装置具有布置在轧机的进料侧和/或出料侧并且可以在其相对于带材的位置上摆动的至少一个控制辊、用于检测沿带材宽度的拉应力分布的器件,以及由所检测的拉应力分布为调整设备得出调整信号以便使控制辊摆动的调节设备。
技术实现思路
1、本发明的一个目的是,在对热轧带材测量平整度期间防止热轧带材在热轧设备中侧向跑偏。
2、该目的由独立权利要求实现。有利的设计方案在下面的描述、从属权利要求和附图中呈现,其中,这些设计方案各自单独地或者这些设计方案中的至少两个彼此组合地,可以展现本发明的改进的、特别地也是优选的或有利的方面。平整度测量装置的设计方案在此可以对应于所述方法的设计方案,反之亦然,即使在下文中在个别情况中没有明确提及。
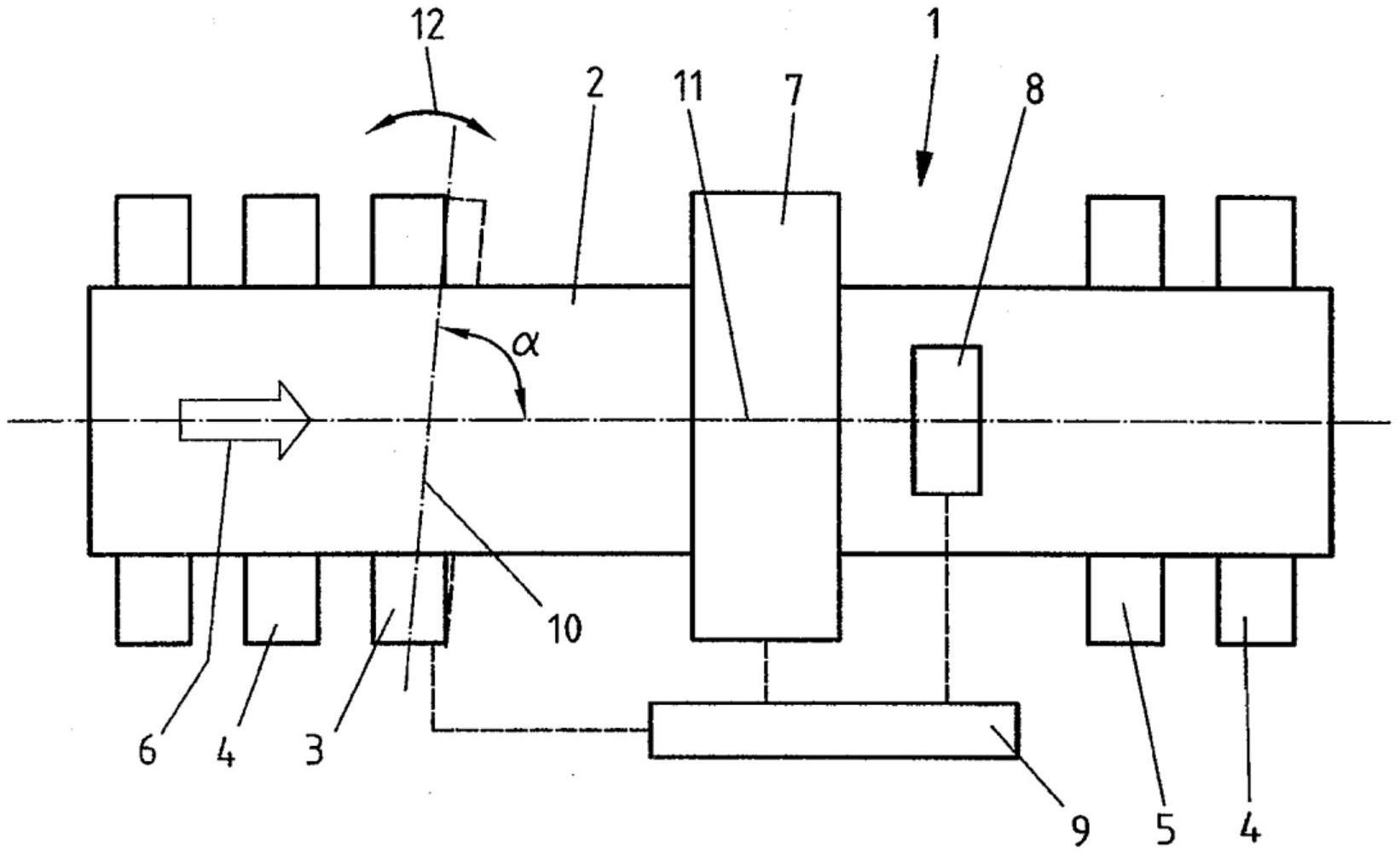
3、根据本发明的用于在热轧设备内测量热轧带材的平整度的平整度测量装置具有用于接触热轧带材的第一大侧面的至少一个进料侧偏转辊,用于接触热轧带材的第一大侧面的至少一个出料侧偏转辊,关于热轧带材的带材运行方向布置在进料侧偏转辊和出料侧偏转辊之间的、相对于与热轧带材的第一大侧面对置的热轧带材的第二大侧面可调节的、用作平整度测量辊的至少一个中间偏转辊,用于检测热轧带材的实际位置的至少一个检测设备,以及与检测设备和偏转辊中的至少一个相连接的至少一个调整设备,该调整设备被配置成根据热轧带材的实际位置相对于热轧带材的预先给定的目标位置的偏差来改变在相应地与调整设备相连接的偏转辊的纵向中轴线和平整度测量装置的横向于该偏转辊延伸的纵向轴线之间的角度。
4、用于检测热轧带材的实际位置的检测设备可以布置成靠近中间偏转辊布置。特别地,用于检测热轧带材的实际位置的检测设备可以布置在中间偏转辊之前或之后。优选地,用于检测热轧带材的实际位置的检测设备直接布置在中间偏转辊上。优选地,用于检测热轧带材的实际位置的检测设备布置在距离中间偏转辊不超过1m的位置处。检测设备可以设置成由平整度测量的测量值和/或由布置在偏转辊之一的轴承下方的测力计的拉伸测量信号来确定热轧带材的位置。
5、由于热轧带材在平整度测量装置和热轧设备的精轧机组之间的被夹紧的长度很大,当用作平整度测量辊的中间偏转辊沉入时,带材运行将变得非常不稳定,从而热轧带材会容易侧向跑偏。这可以用根据本发明的平整度测量装置可靠地防止,其方式是通过根据热轧带材的实际位置与热轧带材的预先给定的目标位置的瞬时偏差改变在相应地与调整设备相连接的偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度来影响或修正带材运行。通过使用本发明,特别地可以在热轧设备的出料辊道中测量平整度时控制带材中部位置。如果没有本发明,则在平整度测量过程中热轧带材会强烈地侧向跑偏,使得必须中断该过程。该问题尤其发生在带材厚度小的热轧带材的情况中。然而,特别需要对这些热轧带材测量平整度。
6、在测量平整度时,可以例如测量热轧带材中的拉应力分布。
7、用于接触热轧带材的第一大侧面,例如下侧,即下部宽侧的进料侧偏转辊特别地可以是辊道的轧辊,经轧制的热轧带材可以通过该轧辊被输送至平整度测量装置。相反,术语“上部宽侧”因此是指热轧带材的对置的大侧面,即上部宽侧。
8、用于接触热轧带材的第一大侧面,例如下侧的出料侧偏转辊特别地可以是辊道的辊道轧辊,用平整度测量装置测量过的热轧带材可以输送至热轧设备的卷取机之前的热轧设备的驱动辊机组。
9、中间偏转辊用作平整度测量辊。特别地,在看向热轧带材的其中一个大侧面的俯视图中,中间偏转辊关于热轧带材的带材运行方向布置在进料侧偏转辊和出料侧偏转辊之间。为了能够测量平整度,中间偏转辊可以相对于与热轧带材的第一大侧面对置的热轧带材的第二大侧面、例如上侧调节。为此,中间偏转辊与用于调节中间偏转辊的致动器和用于评估中间偏转辊上的机械负载的评估电子器件相连接。
10、用于检测热轧带材的实际位置的检测设备例如可以具有至少一个光学传感器,例如照相机。此外,检测设备可以具有用于处理光学传感器的信号的评估电子器件。检测设备可以例如被设置成检测热轧带材的带材中部的实际位置作为热轧带材的进料侧实际位置。
11、调整设备可以例如仅与进料侧偏转辊相连接,以便能够根据本发明改变该偏转辊的位置,由此,可以实现对热轧带材的实际位置更确切地说带材中部位置的根据本发明的开环控制和/或闭环控制(调节)。借助于调整装置,进料侧偏转辊可以例如在水平面内摆动,以便能够根据本发明改变在进料侧偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度。进料侧偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度的变化可以对应于偏转辊的纵向中轴线与热轧设备的纵向轴线之间的角度的变化,其中,热轧设备的纵向轴线由两个点定义,即精轧机组的最后的轧机机架的辊隙中心和卷取机之前的驱动辊机组的夹紧间隙中心。进料侧偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度可以例如在+/-10mm/m的范围内,优选地在+/-15mm/m的范围内,特别优选地在+/-50mm/m的范围内。
12、替代地,调整设备可以仅与出料侧偏转辊或中间偏转辊相连接,以便能够根据本发明移动相应的偏转辊以便开环控制和/或闭环控制(调节)带材运行。替代地,调整设备可以与偏转辊中的两个或所有偏转辊相连接,以便能够根据本发明移动偏转辊以便开环控制和/或闭环控制(调节)带材运行。为了执行两个或更多个偏转辊的移动,这些偏转辊可以通过调整设备的共同的致动器或者通过调整设备的单独或自己的致动器单独地移动。
13、相应的可移动或可摆动的偏转辊的根据本发明可以改变的角度是在相应偏转辊的在横向于带材运行方向指向的纵向中轴线与平整度测量装置的横向于偏转辊延伸的纵向轴线之间得出,其中,平整度测量装置的纵向轴线可以与热轧设备的纵向轴线相同。特别地,所述角度可以位于水平面内。
14、调整设备可以具有至少一个调节器,借助于该调节器可以根据热轧带材的实际位置与热轧带材的预先给定的目标位置的偏差来改变在相应偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度。调节器可以具有中心调节器,该中心调节器用于由热轧带材的实际位置与热轧带材的预先给定的目标位置的偏差、即由热轧带材的实际位置和热轧带材的预先给定的目标位置的相应差值来为相应偏转辊的摆动位置确定目标值,通过使用该目标值可以修正热轧带材的带材运行。所述中心调节器可以构造为pi调节器。
15、根据有利的设计方案,调整设备被设置成确定相应与调整设备相连接的偏转辊的实际位置,由热轧带材的实际位置与热轧带材的预先给定的目标位置的偏差确定该偏转辊的目标位置,以及根据该偏转辊的实际位置与该偏转辊的目标位置的偏差确定用于调整该偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度的目标调整速度值。由此,相应偏转辊摆动的调整速度可以快速且单独地适配关于带材运行的瞬时情况。为此,调整设备可以具有摆动调节器,该摆动调节器被设置成由相应与调整设备相连接的偏转辊的实际位置与该偏转辊的目标位置的偏差、即由该偏转辊的实际位置与该偏转辊的目标位置的相应差值来确定调整速度值,通过该调整设备可以修正热轧带材的带材跑偏。所述摆动调节器可以构造为纯p调节器。
16、根据另外的有利的设计方案,调整设备被设置成确定热轧带材的侧向运动的速度并且根据热轧带材的侧向运动的速度来确定目标调整速度值。为此,调整设备可以具有微分调节器,该微分调节器被设置成由热轧带材的进料侧的侧向运动的速度来为与调整设备相连接的偏转辊的摆动速度确定附加值,其中,该附加值和由摆动调节器确定的调整速度能够相加,以便生成用于操控调整设备的致动器的目标调整速度值。
17、根据另外的有利的设计方案,调整设备被设置成将分别与调整设备相连接的偏转辊和/或与调整设备相连接的至少一个另外的偏转辊在与平整度测量装置的纵向轴线垂直布置的平面中摆动,并且根据角度值使相应的偏转辊在平面中摆动,以便可以通过调整设备改变相应的偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度。例如,如果用于带材运动控制的进料侧偏转辊在该偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度改变,则由于该偏转辊与中间偏转辊的相对小的距离,通过热轧带材在平整度测量装置中的夹紧的几何形状的变化,将对平整度测量产生负面影响。为了能够补偿这种干扰,偏转辊和/或至少一个另外的偏转辊在垂直于平整度测量装置的纵向轴线布置的、例如竖直的平面中摆动或移动,使得平衡热轧带材在平整度测量装置中的夹紧的几何形状的变化。
18、为此,热轧带材的带材边缘之间的长度差δl可以借助于调整设备基于偏转辊的摆动量sb来确定,偏转辊的纵向中轴线以在该偏转辊的纵向中轴线和平整度测量装置的纵向轴线之间的角度改变。在此,对于长度差δl可以适用表达式δl=f(sb,几何形状),其中,长度差δl是摆动量sb和夹紧几何形状的函数。基于这种长度差,可以借助于调整设备确定用于补偿夹紧几何形状的变化的偏转辊在竖直方向上的摆动量sm,该摆动量使由偏转辊的水平摆动运动引起的干扰最小化,该偏转辊的纵向中轴线以在该偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度改变。在此,对于摆动量sm可以成立表达式sm=f(δl=0,几何形状),其中,摆动量sm是长度差δl和夹紧几何形状的函数。该摆动量sm可以直接或者通过斜坡传送并且设置至调整设备的致动器。在此,也可以直接计算摆动量sm,其中,成立sm=f(sb,几何形状),即摆动量sm可以是摆动量sb和夹紧几何形状的函数。摆动量sm和摆动量sb之间的关系可以通过以下方式建立,即热压带材在整个平整度测量装置上在操作侧的带材棱边上的夹紧长度与在驱动侧上的夹紧长度相同。为了提高在线能力更确切地说为了简化在在线系统中使用补偿,可以离线地计算摆动量sm和摆动量sb之间的关系,并且可以将该关系以表格的形式存储在调整装置中。用于补偿热轧带材在平整度测量装置中的夹紧的几何形状的变化的摆动运动可以仅通过进料侧偏转辊、出料侧偏转辊或中间偏转辊来进行。替代地,这种补偿可以通过使用其中两个偏转辊或所有偏转辊来进行。为了执行两个或更多个偏转辊的移动,这些偏转辊可以借助于调整设备的共同的致动器或者使用调整设备的单独的或自己的致动器来单独地移动。
19、根据另外的有利的设计方案,分别与调整设备相连接的偏转辊使得该偏转辊可以围绕垂直于热轧带材的正在进料的带材区段延伸的旋转轴线移动,其中,该旋转轴线穿过分别与调整设备相连接的偏转辊的中心,或者关于该偏转辊的纵向轴线相对于该偏转辊的中心偏移。特别地,该旋转轴线可以被布置在相应偏转辊的中心或者相对于操作侧或驱动侧偏移。
20、根据另外的有利的设计方案,调整设备具有至少一个机电式驱动装置,该机电式驱动装置连接到分别与调整设备相连接的偏转辊,该机电式驱动装置例如是丝杠驱动装置,或者该调整设备具有与该偏转辊相连接的至少一个液压调整缸。
21、根据另外的有利的设计方案,平整度测量装置具有至少一个保持框架,进料侧偏转辊、出料侧偏转辊和/或中间偏转辊以可旋转的方式支承在该保持框架上,其中,调整设备通过是保持框架与相应的偏转辊相连接并且该保持框架可以与分别与此相连接的偏转辊共同地移动。在该保持框架上也可以支承其中两个偏转辊或所有偏转辊,以便能够共同地移动这些偏转辊以优化平整度测量。
22、根据另外的有利的设计方案,至少一个偏转辊具有粗糙度提升的辊身表面。由此可以改善相应偏转辊对带材运行的控制效果。
23、根据另外的有利的设计方案,至少一个偏转辊具有防磨损的辊身涂层。该辊身涂层可以例如是陶瓷涂层,比如碳化钨涂层。
24、根据另外的有利的设计方案,检测设备被布置和设置成检测热轧带材的进料侧的实际位置或热轧带材的出料侧的实际位置。热轧带材的进料侧的实际位置应理解为在进入平整度测量装置的热轧带材与进料侧偏转辊接触之前热轧带材的实际位置。热轧带材的出料侧的实际位置应理解为在从平整度测量装置出料的热轧带材借助于出料侧偏转辊偏转之后的热轧带材的实际位置。
25、根据本发明的热轧设备具有根据上述设计方案之一或这些设计方案中的至少两个的组合的至少一个平整度测量装置。上面对于平整度测量装置提到的优点相应地与该热轧设备相关联。
26、根据根据本发明的用于运行平整度测量装置以便在热轧设备内测量热轧带材的平整度的平整度测量装置的方法,其中,所述平整度测量装置具有用于接触热轧带材的第一大侧面的至少一个进料侧偏转辊、用于接触热轧带材的第一大侧面的至少一个出料侧偏转辊以及关于热轧带材的带材运行方向布置在进料侧偏转辊和出料侧偏转辊之间的、相对于与热轧带材第一大侧面对置的热轧带材的第二大侧面可调节的、用作平整度测量辊的中间偏转辊,检测热轧带材的实际位置,并且根据热轧带材的实际位置相对于热轧带材的预先给定的目标位置的偏差来改变在至少一个偏转辊的纵向中轴线和平整度测量装置的横向于该偏转辊延伸的纵向轴线之间的角度。
27、上面关于平整度测量装置提到的优点相应地与所述方法相关联。特别地,可以使用根据上述设计方案之一或者根据这些设计方案中的至少两个的组合的平整度测量装置执行所述方法。
28、根据有利的设计方案,确定位置可以相应改变的偏转辊的实际位置;由热轧带材的实际位置相对于热轧带材的预先给定的目标位置的偏差来确定该偏转辊的目标位置;以及根据该偏转辊的实际位置相对于该偏转辊的目标位置的偏差来确定用于调整该偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度的目标调整速度值。上面关于平整度测量装置的相应设计方案提到的优点相应地与该设计方案相关联。
29、根据另外的有利的设计方案,确定热轧带材的侧向运动的速度,并且根据热轧带材的侧向运动的速度来确定目标调整速度值。上面关于平整度测量装置的相应设计方案提到的优点相应地与该设计方案相关联。
30、根据另外的有利的设计方案,其位置可以相应改变的偏转辊,或者至少一个另外的偏转辊在垂直于平整度测量装置的纵向轴线布置的平面中摆动,其中,根据角度值来执行各个偏转辊在该平面内的摆动,以便可以改变相应偏转辊的纵向中轴线与平整度测量装置的纵向轴线之间的角度。上面关于平整度测量装置的相应设计方案提到的优点相应地与该设计方案相关联。
- 还没有人留言评论。精彩留言会获得点赞!