一种用于整体式差速器快速自动可复位的校平装置的制作方法
本发明属于整体式差速器加工的,具体涉及到一种用于整体式差速器快速自动可复位的校平装置。
背景技术:
1、4.5t电桥驱动总成所用整体式差速器包括大圆柱段和小圆弧段,大圆柱段的一端和小圆弧段的一端通过球形段连接,且大圆柱段和小圆弧段同轴设置,中心轴线和球形段的中心线位于同一直线上为整体式差速器的中心线,球形段上分别开设有一字孔和圆柱形内孔,圆柱形内孔的两端孔口对应的球形段均为平面即孔口端面,经过圆柱形内孔的中心的横截面为内孔的中心横截面。
2、上述整体式差速器在加工前需要对内孔的孔口端面进行校平,目前采用测量法校平,即用直尺测量孔口端面上关于内孔直径对称的两点(设为a、b两点)是否等高,这一结果的实现需要反复测量、转动差速器以及转动卡盘,校平精度最高仅能达到±1mm,单件校平时间最快为65秒,而且操作极为不便,操作工劳动强度大,会造成校平精度不高,校平精度不高在加工的过程中,就会导致加工后一字孔的中心轴线不在内孔的中心横截面上,
3、影响外观美观,且内孔加工余量不对称,加工过程有断续加工,对刀具磨损大,刀片仅能加工60件/只。
技术实现思路
1、根据背景技术中提出的问题,为解决以上问题,本发明提供一种用于整体式差速器快速自动可复位的校平装置,
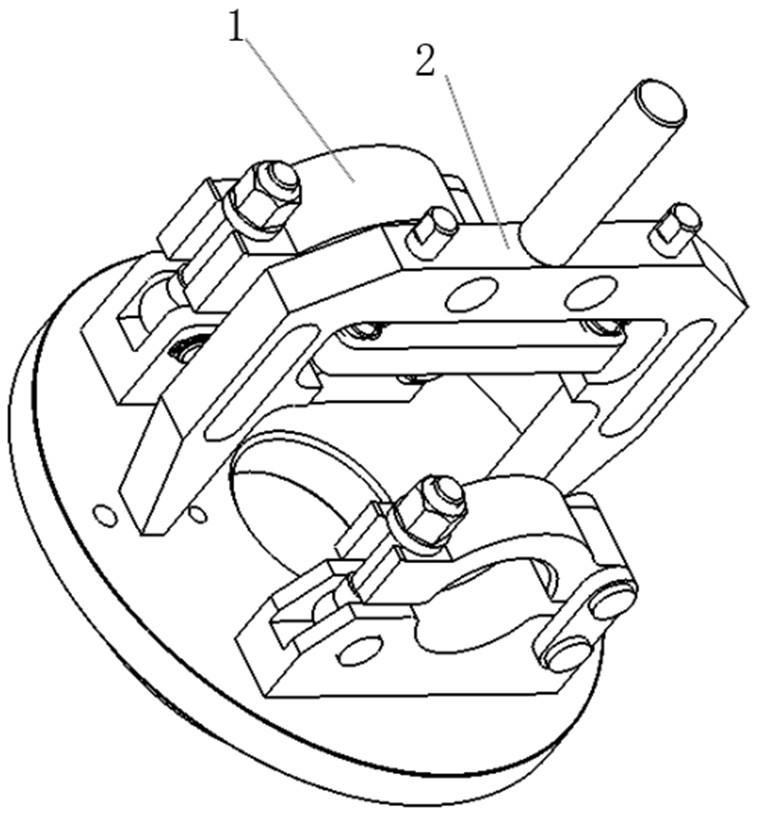
2、本发明的具体技术方案如下:一种用于整体式差速器快速自动可复位的校平装置,
3、包括夹持定位机构1和校平机构2,
4、所述夹持定位机构包括定位圆盘11和设于定位圆盘11径向两端的大安装座12和小安装座13,
5、所述大安装座12和小安装座13的结构相同,且大安装座12的中部设有圆形的大安装孔,小安装座13的中部设有圆形的小安装孔;
6、所述校平机构包括u形基准支架21、自接触平板22和一对导向销23;
7、所述自接触平板22设于u形基准支架21的开档之间,一对导向销23竖直穿过u形基准支架21的底板,并和自接触平板22的两端固定连接,且u形基准支架21的底板和自接触平板22之间的导向销上均套设有回复弹簧24;
8、所述u形基准支架21的两侧板的伸出端面为水平定位面,u形基准支架21的两侧板的内侧面对应设有一对定位凸起25,用于限位自接触平板22远离u形基准支架21底部方向的运动;
9、使用时,整体式差速器3的大圆弧段31和小圆弧段32分别转动安装在大安装孔和小安装孔内,整体式差速器3的中心线和定位圆盘11平行, u形基准支架21的两个水平定位面和定位圆盘11上端面接触后,使得自接触平板22的下端面和整体式差速器3的内孔33上端孔口端面弹性接触,在弹簧力的作用下回迫使得整体式差速器3沿中心线自旋转至内孔的孔口端面和定位圆盘11上端面平行。
10、进一步,所述大安装座12和小安装座13的结构相同,均包括上安装座111和下安装座112,下安装座112固定在对应的定位圆盘11上端面,上安装座111的一端和下安装座112的一端销轴连接,上安装座111的另一端和下安装座112的另一端通过螺栓113和锁紧螺母114的配合螺纹连接。
11、进一步,所述上安装座111和下安装座112均为半圆形环状,上安装座111一端部的两侧面和下安装座112对应端部的两侧面上分别设有销板117,每个销板116的上端和上安装座111销轴连接,销板的下端和下安装座112销轴连接;
12、上安装座111另一端部设有倒立的u形上安装槽115,下安装座112的对应端部设有下安装凹槽116,螺栓113的下端和下安装凹槽116销轴连接,螺栓113的上端穿过u形上安装槽115),且伸出端设有锁紧螺母114。
13、进一步,所述u形基准支架21的底板外侧中部竖直设有手柄26。
14、进一步,所述整体式差速器3的大圆弧段的外圆柱面上间隔设有一对限位凸环34,且每个限位凸环和大圆弧段31同轴设置,整体式差速器3的大圆弧段31转动安装在大安装孔内时,一对限位凸环34分别位于大安装孔的两侧,用于限位整体式差速器3的轴向移动。
15、本发明的有益技术效果如下:
16、(1)本发明的一种用于整体式差速器快速自动可复位的校平装置,整体式差速器的大圆弧段和小圆弧段分别转动安装在大安装孔和小安装孔内,整体式差速器的中心线和定位圆盘平行,利用一对导向销保证了自接触平板相对于定位圆盘往复运动的过程中, 自接触平板与定位圆盘即水平定位面保持平行,并利用一对回复弹簧对内孔的孔口端面的垂直力使整体式差速器自动旋转至孔口端面与定位圆盘平行,因此相较与之前的测量校平方式,该校平装置实现了高精度、快速校平,校平时间缩短至10秒,校平效率提高了6.5倍,校平精度实现了±0.1mm,精度提高了10倍,内孔的孔口端面的精准校平,保证了一字孔加工时中心轴线落在内孔的中心横截面上,保证了内孔的加工余量基本对称,避免了断续加工,从而降低了刀具磨损,同种刀片加工数量提升至100件/只。
17、(2)现有技术中由于铸件误差,整体式差速器的内孔的两个孔口端面的尺寸存在±1mm的误差,本发明的u形基准支架的底板和自接触平板之间的导向销上均套设有回复弹簧,该回复弹簧可在一定的范围内适应孔口端面相对于定位圆盘的高度变化,校平快速且稳定,一致性好;同时本发明的校平装置通过调整相关组件尺寸即可实现对同类型不同尺寸的整体式差速器的快速校平,具有推广性。
技术特征:
1.一种用于整体式差速器快速自动可复位的校平装置,其特征在于:
2.根据权利要求1所述一种用于整体式差速器快速自动可复位的校平装置,其特征在于:所述大安装座(12)和小安装座(13)的结构相同,均包括上安装座(111)和下安装座(112),下安装座(112)固定在对应的定位圆盘(11)上端面,上安装座(111)的一端和下安装座(112)的一端销轴连接,上安装座(111)的另一端和下安装座(112)的另一端通过螺栓(114)和锁紧螺母(115)的配合螺纹连接。
3.根据权利要求2所述一种用于整体式差速器快速自动可复位的校平装置,其特征在于:所述上安装座(111)和下安装座(112)均为半圆形环状,上安装座(111)一端部的两侧面和下安装座(112)对应端部的两侧面上分别设有销板(117),每个销板(116)的上端和上安装座(111)销轴连接,销板的下端和下安装座(112)销轴连接;
4.根据权利要求1所述一种用于整体式差速器快速自动可复位的校平装置,其特征在于:所述u形基准支架(21)的底板外侧中部竖直设有手柄(26)。
5.根据权利要求1所述一种用于整体式差速器快速自动可复位的校平装置,其特征在于:所述整体式差速器(3)的大圆弧段的外圆柱面上间隔设有一对限位凸环(34),且每个限位凸环和大圆弧段(31)同轴设置,整体式差速器(3)的大圆弧段(31)转动安装在大安装孔内时,一对限位凸环(34)分别位于大安装孔的两侧,用于限位整体式差速器(3)的轴向移动。
技术总结
本发明属于整体式差速器加工的技术领域,具体涉及到一种用于整体式差速器快速自动可复位的校平装置。包括夹持定位机构和校平机构,夹持定位机构包括定位圆盘和设于定位圆盘径向两端的大安装座和小安装座,校平机构包括U形基准支架、自接触平板和一对导向销;整体式差速器的大圆弧段和小圆弧段分别转动安装在大安装孔和小安装孔内,U形基准支架的两个水平定位面和定位圆盘上端面接触后,自接触平板的下端面和整体式差速器的内孔孔口端面弹性接触,在弹簧力的作用下回迫使得整体式差速器沿中心线自旋转至内孔的孔口端面和定位圆盘上端面平行。因此本发明的校平装置校平时间缩短至10秒,校平效率提高了6.5倍,校平精度实现了±0.1mm,精度提高了10倍。
技术研发人员:陈浩,张怀洪,张洪权,朱晓敏,王多双,刘亚伦,卫敏
受保护的技术使用者:安徽合力股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!