一种螺杆加工工装及螺杆加工方法与流程
本发明属于螺杆加工设备,具体涉及一种螺杆加工工装及螺杆加工方法。
背景技术:
1、长期以来,细长轴螺杆的加工都是困扰加工行业的一大难题。细长轴类零件通常采用车削加工。在加工过程中,螺杆受到切削力的影响,其在加工时会出现震动、零件弯曲、热变形、表面粗糙度差等诸多问题,特别是加工多头螺纹时,因为需要断续切削,导致螺杆的震动更为剧烈。这导致车削的细长轴零件,其往往需要经过多次矫正或热处理,并经过小切削两的精细加工或者磨削后才能达到精度要求,这导致现有细长轴螺杆的加工效率非常低下,并且在切削完成后需要进行多次矫正成型的问题。
技术实现思路
1、针对现有技术的以上缺陷或改进需求中的一种或者多种,本发明提供了一种螺杆加工工装,用以解决现有螺杆加工过程中因切削导致的震动剧烈,导致加工精度差并需要多次矫正的问题。
2、为实现上述目的,本发明提供一种螺杆加工工装,其包括
3、夹持部,所述夹持部用于沿轴向夹持待加工螺杆,且待加工螺杆与所述夹持部可相对转动;
4、转动部,所述转动部与待加工螺杆的轴向端部相连,用于带动待加工螺杆沿径向转动;
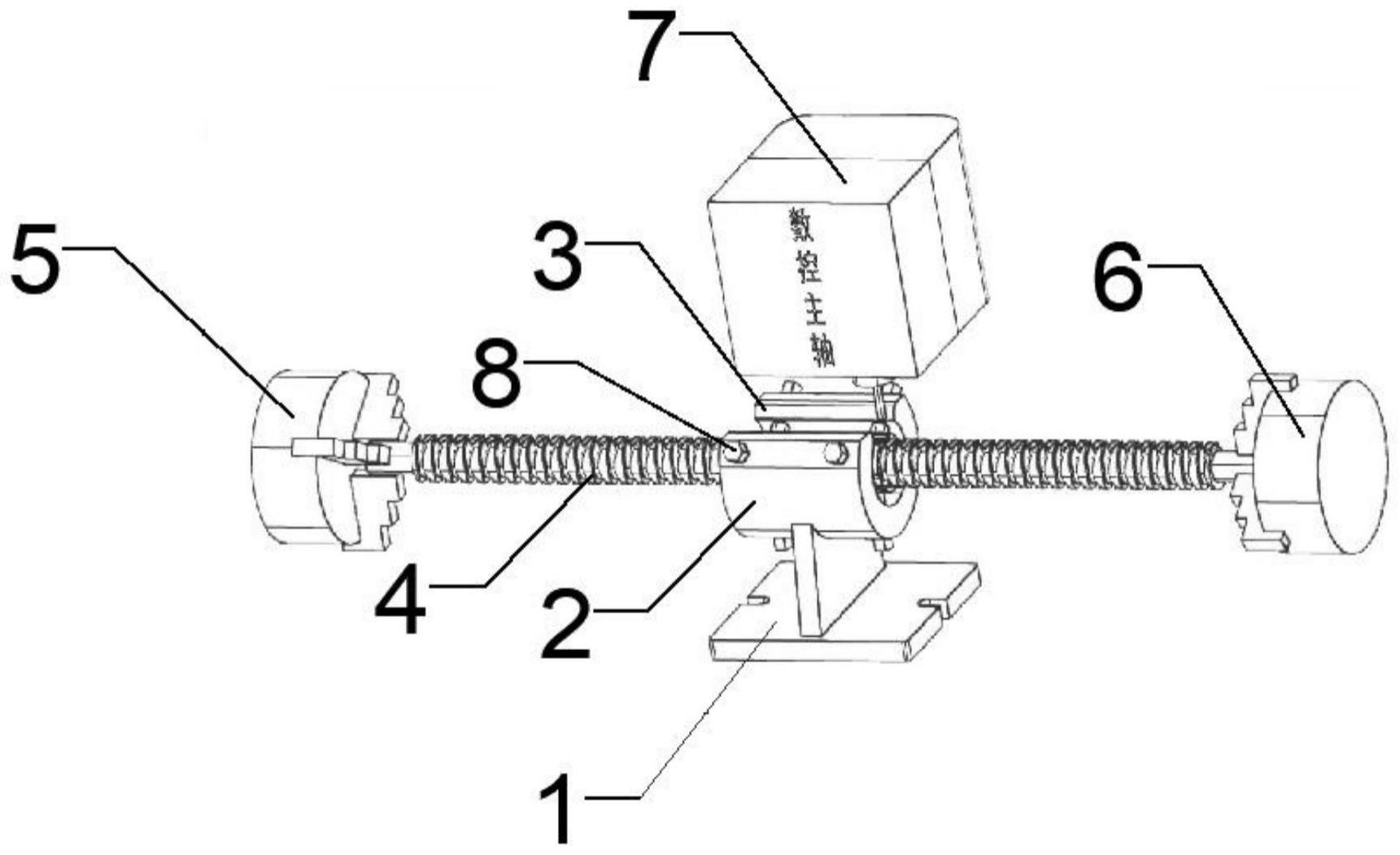
5、所述夹持部包括固定座,所述固定座上设有套筒座,所述套筒座用于沿轴向套设待加工螺杆,所述套筒座沿轴向开设有第一槽口,所述第一槽口沿轴向将所述套筒座的两端贯穿,使得切削刀具可沿所述第一槽口深入所述套筒座内部。
6、作为本发明的进一步改进,所述套筒座内还设有支撑套,所述支撑套与所述套筒座同轴套设,且所述支撑套上设有第二槽口,所述第二槽口沿轴向将所述支撑套的两端贯穿,且所述第二槽口朝向与所述第一槽口开口朝向一致。
7、作为本发明的进一步改进,所述套筒座和所述支撑套上开设有螺纹孔,所述套筒座和所述支撑套通过螺栓固定连接。
8、作为本发明的进一步改进,所述支撑套包括多个支撑组件,多个所述支撑组件合围形成筒体结构,至少其中两所述支撑组件之间留有间隙形成所述第二槽口;且多个所述支撑组件与所述套筒座轴心距离可调,以形成不同直径的筒体结构。
9、作为本发明的进一步改进,各所述支撑组件上均开设有螺纹孔,各所述支撑组件与所述套筒座均通过螺栓固定连接。
10、作为本发明的进一步改进,所述转动部包括主动轮和从动轮,所述主动轮和所述从动轮分别固定连接待加工螺杆的两端。
11、作为本发明的进一步改进,还包括数控主轴,所述数控主轴连接有切削刀具,所述数控主轴用于带动所述切削刀具沿待加工螺杆轴向移动。
12、本申请还包括一种螺杆加工方法,其通过所述螺杆加工工装进行加工,包括如下步骤:
13、s1、将待加工螺杆穿过支撑套,采用主动轮和从动轮分别夹持待加工螺杆的两端;
14、s2、调整待加工螺杆轴线方向,使得待加工螺杆轴线与数控主轴移动方向一致;
15、s3、将支撑座固定,校正支撑座位置,使得套筒座轴线与待加工螺杆轴线重合;
16、s4、调整螺栓,将各支撑组件与待加工螺杆表面贴合;
17、s5、校正待加工螺杆直线度;
18、s6、通过主控主轴带动切削刀具沿待加工螺杆轴向行径,对待加工螺杆表面铣削螺纹。
19、作为本发明的进一步改进,各所述支撑组件贴合待加工螺杆的一面涂覆有润滑剂。
20、作为本发明的进一步改进,s7、将切削完成的待加工螺杆从支撑套中取出,二次校正待加工螺杆直线度。
21、上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
22、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果包括:
23、(1)本发明的螺杆加工工装,其通过设置套筒座结构,利用套筒座将待加工螺杆的轴向部分进行固定,并在套筒座上开设第一槽口,使得套筒座满足将待加工螺杆轴向固定的前提下,不影响切削刀具沿螺杆轴向切削加工螺纹,套筒座的轴向固定形式避免了待加工螺杆在加工过程中因受切削力而弯曲抖动的问题,大大提高了螺杆上螺纹的加工精度。
24、(2)本发明的螺杆加工工装,其通过在套筒座内设置支撑套,通过更换符合待加工螺杆尺寸的支撑套,使得支撑套将待加工螺杆径向进行限位,进一步降低待加工螺杆在加工过程中的抖动问题,提高加工精度。
25、(3)本发明的螺杆加工工装,其通过将支撑套设置为多个支撑组件的形式,利用多个支撑组件分片设置形式,使得多个支撑组件形成的筒状结构的径向尺寸可调,以适应不同直径的待加工螺杆,并提高了支撑套与待加工螺杆的贴附紧密程度,尽可能降低待加工螺杆加工过程中的抖动幅度,提高螺杆加工精度。
26、(4)本发明的螺杆加工方法,其通过利用螺杆加工工装将待加工螺杆的轴向进行固定,避免了待加工螺杆在加工过程中的抖动和应力弯曲等问题,大幅提高切削螺纹的精度,并且在螺杆加工完毕后通过释放其加工过程中的应力,再次校正其直线度,即可得到成品结构,省去了传统螺杆加工过程中不断校正加工的步骤,大幅提高螺杆的加工效率和加工精度。
技术特征:
1.一种螺杆加工工装,其特征在于,包括:
2.根据权利要求1所述的螺杆加工工装,其特征在于,所述套筒座内还设有支撑套,所述支撑套与所述套筒座同轴套设,且所述支撑套上设有第二槽口,所述第二槽口沿轴向将所述支撑套的两端贯穿,且所述第二槽口朝向与所述第一槽口开口朝向一致。
3.根据权利要求2所述的螺杆加工工装,其特征在于,所述套筒座和所述支撑套上开设有螺纹孔,所述套筒座和所述支撑套通过螺栓固定连接。
4.根据权利要求3所述的螺杆加工工装,其特征在于,所述支撑套包括多个支撑组件,多个所述支撑组件合围形成筒体结构,至少其中两所述支撑组件之间留有间隙形成所述第二槽口;且多个所述支撑组件与所述套筒座轴心距离可调,以形成不同直径的筒体结构。
5.根据权利要求4所述的螺杆加工工装,其特征在于,各所述支撑组件上均开设有螺纹孔,各所述支撑组件与所述套筒座均通过螺栓固定连接。
6.根据权利要求5所述的螺杆加工工装,其特征在于,所述转动部包括主动轮和从动轮,所述主动轮和所述从动轮分别固定连接待加工螺杆的两端。
7.根据权利要求6所述的螺杆加工工装,其特征在于,还包括数控主轴,所述数控主轴连接有切削刀具,所述数控主轴用于带动所述切削刀具沿待加工螺杆轴向移动。
8.一种螺杆加工方法,其通过如权利要求7所述的螺杆加工工装进行加工,其特征在于,包括如下步骤:
9.根据权利要求8所述的螺杆加工方法,其特征在于,各所述支撑组件贴合待加工螺杆的一面涂覆有润滑剂。
10.根据权利要求8所述的螺杆加工方法,其特征在于,还包括:
技术总结
本发明公开了一种螺杆加工工装及螺杆加工方法,属于螺杆加工技术领域,包括有夹持部和转动部,夹持部包括有固定座,该固定座上套设有套筒座,该套筒座用于沿轴向套设待加工螺杆,套筒座沿轴向开设有第一槽口,该第一槽口沿轴向将套筒座的两端贯穿,使得切削刀具可穿过该第一槽口沿待加工螺杆轴向切削。本发明的螺杆加工工装,其通过设置套筒座结构,利用套筒座将待加工螺杆的轴向部分进行固定,并在套筒座上开设第一槽口,使得套筒座满足将待加工螺杆轴向固定的前提下,不影响切削刀具沿螺杆轴向切削加工螺纹,套筒座的轴向固定形式避免了待加工螺杆在加工过程中因受切削力而弯曲抖动的问题,大大提高了螺杆上螺纹的加工精度。
技术研发人员:徐龙文,谢其亮,沈豫鄂,秦晓红
受保护的技术使用者:武汉船舶通信研究所(中国船舶重工集团公司第七二二研究所)
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!