一种钢骨架塑料复合管壁厚自动调节系统和方法与流程
本发明涉及钢骨架塑料复合管壁,特别涉及一种钢骨架塑料复合管壁厚自动调节系统。
背景技术:
1、现有钢骨架塑料复合管生产线,需要在管材生产冷却切割完成后,人工测量管材壁厚,若壁厚超出标准范围或者壁厚不均匀,则由机械维修工程师根据壁厚分布情况,通过人工调节内外成型相对位置或挤出机螺杆转速进而改变给料速度来实现壁厚调节。为了实现管材壁厚的快速精准调节,新型钢骨架塑料复合管生产线采用电控技术,实现了内外成型机构调节的电气化。
2、随着市场对管材质量要求提高,壁厚要求也越来越高,单纯开环的电机调节,受操作人员因素影响较大,加上丝杠间隙等因素,需要多次调节才能将内外成型调至理想位置,且挤出机螺杆转速调节至目标位置也需要时间,无法达到快速精准壁厚调节的目的。
技术实现思路
1、为了解决快速精准调节壁厚的问题,本发明提供了一种钢骨架塑料复合管壁厚自动调节系统和方法。
2、为实现上述目的,本发明所采用的技术方案如下:
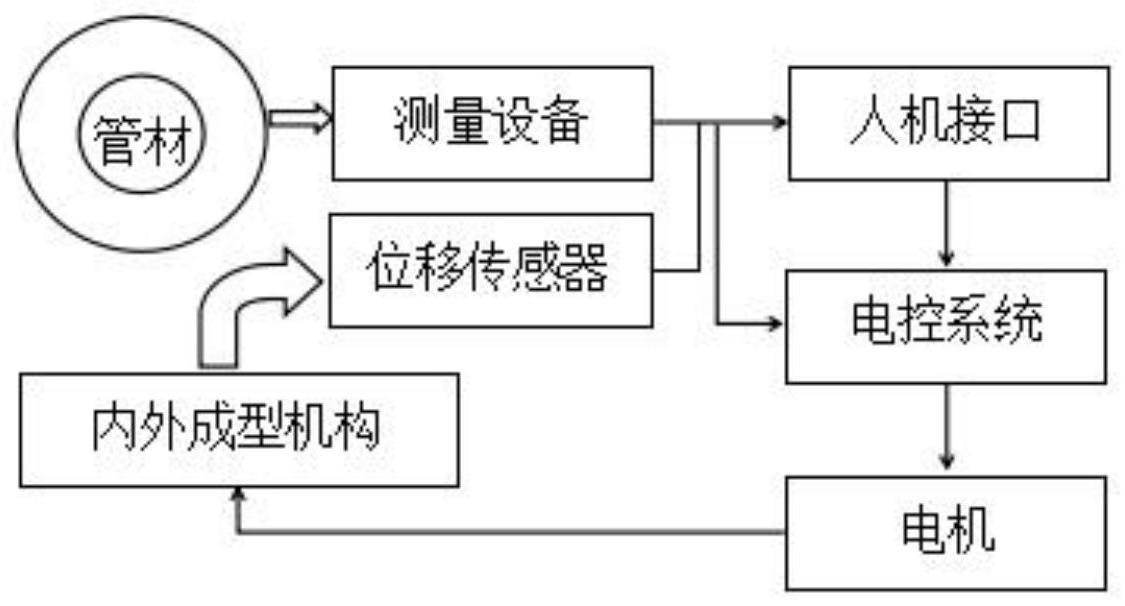
3、一方面,本发明公开一种钢骨架塑料复合管壁厚自动调节系统,包括:测量设备,用于实时采集管材端面壁厚信息和钢网位置信息;
4、人机接口,与所述测量设备连接,用于实时显示产线内外成型机构位置信息和管材端面壁厚信息;
5、位移传感器,用于反馈产线内外成型机构相对位移位置;
6、电控系统,与所述测量设备、所述人机接口以及所述位移传感器连接,并接收所述测量设备、所述人机接口以及所述位移传感器的信号以控制驱动电机;
7、驱动电机,与所述电控系统连接,用于调节产线内外成型机构相对位移或调节挤出机给料速度。
8、进一步的:所述测量设备包括数显卡尺或超声壁厚测量仪。
9、进一步的:通过所述人机接口输入对所述电控系统的控制命令。
10、进一步的:所述电控系统包括plc控制系统或dcs控制系统。
11、另一方面,本发明公开一种钢骨架塑料复合管壁厚自动调节方法,包括:
12、s01:采集管材端面壁厚信息和钢网位置信息;
13、s02:判断管材端面壁厚信息和钢网位置信息是否合格;若合格,则继续采集信息,若不合格,则进行下一步;
14、s03:生成调节方案,调节产线内外成型机构位置或挤出机给料速度;
15、s04:判断调节产线内外成型机构位置是否到达目标位置,若是,则完成调节,若否,则返回上一步,继续调节产线内外成型机构位置或挤出机给料速度。
16、本发明与现有技术相比,所取得的技术进步在于:
17、本发明基于电控系统利用反馈控制进行壁厚自动调节,产线内外成型机构相对位移能够通过电控系统进行调节,且调节可直接进行,也可由操作人员对系统进行授权后实施。根据壁厚信息调节产线内外成型机构相对位置确保管材壁厚均匀,通过调节挤出机给料速度确保壁厚合格。采用反馈控制对产线内外成型机构相对位置进行调节,在调节的同时进行位置的实时测量,形成闭环,为了保证调节精度,产线内外成型机构位置测量传感器精度高于电机最小调节量。挤出机转速的控制应快速平滑,防止在改变挤出给料速度时因转速变化导致料筒内压力突变,壁厚出现明显变化且对设备有危害。
技术特征:
1.一种钢骨架塑料复合管壁厚自动调节系统,其特征在于,包括:
2.根据权利要求1所述的一种钢骨架塑料复合管壁厚自动调节系统,其特征在于:所述测量设备包括数显卡尺或超声壁厚测量仪。
3.根据权利要求2所述的一种钢骨架塑料复合管壁厚自动调节系统,其特征在于:通过所述人机接口输入对所述电控系统的控制命令。
4.根据权利要求3所述的一种钢骨架塑料复合管壁厚自动调节系统,其特征在于:所述位移传感器包括激光位移传感器。
5.根据权利要求3所述的一种钢骨架塑料复合管壁厚自动调节系统,其特征在于:所述电控系统包括plc控制系统或dcs控制系统。
6.一种钢骨架塑料复合管壁厚自动调节方法,其特征在于,包括:
技术总结
本发明公开了一种钢骨架塑料复合管壁厚自动调节系统和方法,包括:测量设备,用于实时采集管材端面壁厚信息和钢网位置信息;人机接口,与所述测量设备连接,用于实时显示产线内外成型机构位置信息和管材端面壁厚信息;位移传感器,用于反馈产线内外成型机构相对位移位置;电控系统,与所述测量设备、所述人机接口以及所述位移传感器连接,并接收所述测量设备、所述人机接口以及所述位移传感器的信号以控制驱动电机;驱动电机,与所述电控系统连接,用于调节产线内外成型机构相对位移或调节挤出机给料速度。本发明可以方便的实现钢骨架塑料复合管生产线壁厚自动调节,解决壁厚调节效率低和精度不够问题。
技术研发人员:赵成旺,陈会娜,郭威
受保护的技术使用者:华创天元实业发展有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!