一种大尺寸球囊管脚焊接方法与流程
本发明涉及医疗,尤其涉及一种大尺寸球囊管脚焊接方法。
背景技术:
1、现有大尺寸球囊吹塑成型以后,裁切两管脚到一定尺寸,在左右管脚内分别插入内外管,并对管脚和内外管的连接处进行焊接,现有的大尺寸球囊管脚在焊接时存在以下问题:
2、1、如附图1所示,大尺寸球囊管脚左右两端的壁厚分别为γ和&,γ和&的厚度较大,如图2所示,在焊接时球囊导管与内外管外侧表面存在一定的台阶高度,台阶高度分别为α和β,且α和β的数值较大,以致焊接不均匀、焊点外径较大或出现气泡,影响球囊通过性和焊接强度,可能在介入手术过程中带来焊点破裂的风险;
3、2、大尺寸球囊一般用0.035”的导丝系统,相对于0.035”导丝系统的内外管来说,大尺寸球囊管脚处高分子材料堆积较多,壁厚且硬,激光焊接能量传递进入焊点内部将内外管熔融,而管脚并未完全熔融,以致内外管被灼伤破坏,不易达到焊接效果。
技术实现思路
1、本发明要解决上述现有技术存在的问题,提供一种大尺寸球囊管脚焊接方法,采用该焊接方法可以保证焊接位置焊接均匀、焊点直径小,保证球囊的通过性和焊接强度,保证介入手术的正常进行,而且在焊接过程中可以保证管脚完全熔融,避免内外管被灼伤破坏,保证焊接效果。
2、本发明解决其技术问题采用的技术方案:这种大尺寸球囊管脚焊接方法,包括以下步骤:
3、步骤一:对球囊管脚进行焊接预处理,使得球囊管脚变薄以及球囊管脚的外侧端面变得平缓;
4、步骤二:将对应的内外管插入球囊管脚内,通过激光对内外管与球囊管脚最外侧的连接处进行焊接;
5、步骤一中焊接预处理包括以下步骤:
6、第一步:将芯轴分别卡紧安装在左右两端的球囊管脚内,并在球囊管脚外侧套入热缩管;
7、第二步:将左右两端的芯轴固定在转动装置内;
8、第三步:将激光探头移动到球囊管脚外侧相应的位置;
9、第四步:通过转动装置带动芯轴和球囊管脚转动,同时启动激光探头,对球囊管脚进行圆周焊;
10、第五步:移动激光探头使得熔融位置沿着球囊管脚从内向外水平匀速移动,同时转动装置通过芯轴带动球囊管脚转动,对球囊管脚进行动态焊,使得球囊管脚在芯轴外侧形成平缓的斜度;
11、第六步:待球囊管脚凝固后将芯轴从球囊管脚内取出。
12、优选地,焊接预处理第三步中,激光探头移动至距离球囊管脚尾端1-3mm的位置。
13、优选地,焊接预处理第四步中,激光能量为1000-1080mw,转动装置的转速为200-400rpm,激光探头的光斑尺寸为2.8-3mm。
14、优选地,焊接预处理第五步中,激光能量为1300-1350mw,激光探头的水平移动速度为0.13-0.17mm/s,水平移动的距离为5-7mm,转动装置的转速为200-400rpm,激光探头的光斑尺寸为3-3.2mm。
15、优选地,焊接预处理第三步中,激光探头移动至距离球囊管脚尾端2mm的位置;焊接预处理第四步中,激光能量为1000mw,转动装置的转速为300rpm,激光探头的光斑尺寸为2.8mm;焊接预处理第五步中,激光能量为1300mw,转动装置的转速为300rpm,激光探头的水平移动速度为0.13mm/s,水平移动的距离为6mm,激光探头的光斑尺寸为3mm。
16、优选地,焊接预处理第三步中,激光探头移动至距离球囊管脚尾端2mm的位置;焊接预处理第四步中,激光能量为1080mw,转动装置的转速为300rpm,激光探头的光斑尺寸为3mm;焊接预处理第五步中,激光能量为1350mw,转动装置的转速为300rpm,激光探头的水平移动速度为0.17mm/s,水平移动的距离为6mm,激光探头的光斑尺寸为3.2mm。
17、优选地,转动装置包括夹头行程轨道,夹头行程轨道上滑动连接有用于夹持并带动左右两端芯轴转动的支撑座,支撑座上端安装有激光探头行程轨道,激光探头行程轨道上安装有通过驱动装置带动进行水平滑动的激光探头。
18、优选地,右端支撑座包括安装在夹头行程轨道上的座体,座体内侧安装有通过驱动装置带动旋转的夹头,芯轴夹紧连接在夹头内侧。
19、本发明有益的效果是:本发明通过焊接预处理将球囊管脚加工成向焊接处靠近的倾斜面,缩小了球囊管脚连接处的壁厚,进而消除了焊点处出现的台阶,从而保证焊接位置焊接均匀、焊点直径小,保证球囊的通过性和焊接强度,保证介入手术的正常进行;同时连接处的壁厚较薄,焊接时可以保证管脚完全融化,避免长期的高温使得内外管被灼伤破坏;同时,在焊接预处理时,通过热缩管的热缩效应对熔融管脚进行挤压延伸的方法形成具有平缓斜度的球囊管脚,通过热缩管进行塑性加工,保持管脚的物量不变,同时加工形成后的管脚耐压性、抗疲劳性和抗拉性较好,保证后续的焊接效果。
技术特征:
1.一种大尺寸球囊管脚焊接方法,包括以下步骤:
2.根据权利要求1所述的大尺寸球囊管脚焊接方法,其特征是:焊接预处理第三步中,激光探头移动至距离球囊管脚尾端1-3mm的位置。
3.根据权利要求2所述的大尺寸球囊管脚焊接方法,其特征是:焊接预处理第四步中,激光能量为1000-1080mw,转动装置的转速为200-400rpm,激光探头的光斑尺寸为2.8-3mm。
4.根据权利要求3所述的大尺寸球囊管脚焊接方法,其特征是:焊接预处理第五步中,激光能量为1300-1350mw,激光探头的水平移动速度为0.13-0.17mm/s,水平移动的距离为5-7mm,转动装置的转速为200-400rpm,激光探头的光斑尺寸为3-3.2mm。
5.根据权利要求4所述的大尺寸球囊管脚焊接方法,其特征是:焊接预处理第三步中,激光探头移动至距离球囊管脚尾端2mm的位置;焊接预处理第四步中,激光能量为1080mw,转动装置的转速为300rpm,激光探头的光斑尺寸为3mm;焊接预处理第五步中,激光能量为1350mw,转动装置的转速为300rpm,激光探头的水平移动速度为0.17mm/s,水平移动的距离为6mm,激光探头的光斑尺寸为3.2mm。
6.根据权利要求4所述的大尺寸球囊管脚焊接方法,其特征是:焊接预处理第三步中,激光探头移动至距离球囊管脚尾端2mm的位置;焊接预处理第四步中,激光能量为1000mw,转动装置的转速为300rpm,激光探头的光斑尺寸为2.8mm;焊接预处理第五步中,激光能量为1300mw,转动装置的转速为300rpm,激光探头的水平移动速度为0.13mm/s,水平移动的距离为6mm,激光探头的光斑尺寸为3mm。
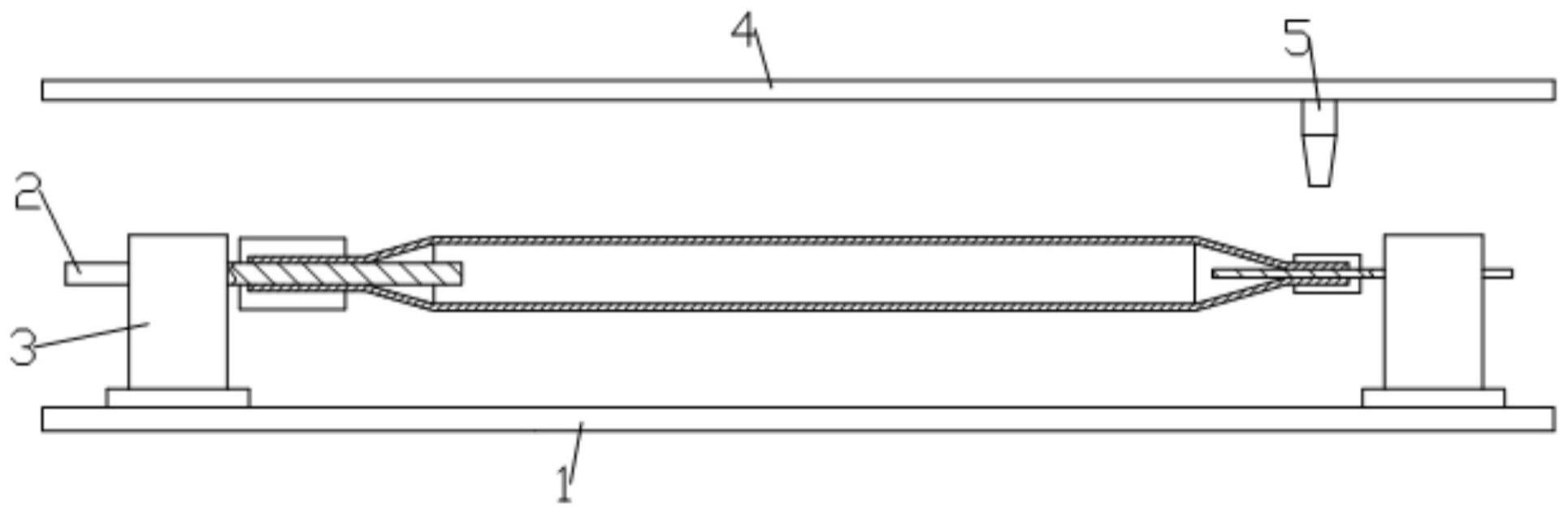
7.根据权利要求1所述的大尺寸球囊管脚焊接方法,其特征是:所述转动装置包括夹头行程轨道(1),夹头行程轨道(1)上滑动连接有用于夹持并带动左右两端芯轴(2)转动的支撑座(3),所述支撑座(3)上端安装有激光探头行程轨道(4),激光探头行程轨道(4)上安装有通过驱动装置带动进行水平滑动的激光探头(5)。
8.根据权利要求7所述的大尺寸球囊管脚焊接方法,其特征是:右端所述支撑座(3)包括安装在夹头行程轨道(1)上的座体(3-1),座体(3-1)内侧安装有通过驱动装置带动旋转的夹头(3-2),所述芯轴(2)夹紧连接在夹头(3-2)内侧。
技术总结
一种大尺寸球囊管脚焊接方法,包括以下步骤:将芯轴分别卡紧安装在左右两端的球囊管脚内,并在球囊管脚外侧套入热缩管;将芯轴固定在转动装置内;将激光探头移动到球囊管脚外侧相应的位置;通过转动装置带动芯轴和球囊管脚转动的方法对球囊管脚进行圆周焊;移动热熔设备使得熔融位置沿着球囊管脚匀速向球囊管脚头端水平移动同时芯轴带动球囊管脚转动进行动态焊;待球囊管脚凝固后将芯轴从球囊管脚内取出;将对应的内外管插入球囊管脚内,通过激光对内外管与球囊管脚最外侧的连接处进行焊接。
技术研发人员:赵方华,沈洋
受保护的技术使用者:浙江巴泰医疗科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!