多流道一体成型免调挤出模具的制作方法
本申请涉及胶料挤出成型领域,特别是涉及多流道一体成型免调挤出模具。
背景技术:
1、挤出成型是指通过挤出的方式将胶料包覆在内芯之外,胶料挤出成型工序为电线电缆加工中最重要的一道工序,该工序加工成型的优劣对整线品质性能至关重要,尤其对于信号传输电缆,挤出的绝缘层塑化程度和外形尺寸精度等指标将直接影响电缆的阻抗、衰减等一系列信号完整性(signal integrity,si)参数。
2、通常地,挤出成型模具包括内模和外模,内模用于固定内芯的位置,外模用于限定胶料成型后的外形的形状和尺寸,如扁形或圆形等,胶料例如熔融塑料通过内模和外模之间的环形空隙处挤出并包覆在内芯外表面。
3、扁形挤出成型模具的外模100如图1所示,内模200如图2所示,外模100的内壁锥角a与内模200的外壁锥角b相对应。但是如图3所示,由于传统模具内模外模之间空隙处为环形截面,整个圆周方向的出胶量完全一样,生产圆形线材时尚可保持良好的成型状态;但在生产非圆形线材时,由于外模100的内壁锥角a与内模200的外壁锥角b在圆周方向上不一致,导致胶料在圆周方向上的出胶量不一致,其塑化程度和外形尺寸难以在圆周方向上保持均匀一致。
4、以椭圆形双内芯绝缘挤出为例,椭圆形双内芯线材如图4所示,但由于椭圆型的模具口将导致长轴方向l的出胶量明显小于短轴方向s的出胶量,很容易导致短轴方向因出胶量过多无法充分塑化,同时长轴方向因出胶量不足导致表面内陷的情况如图5所示,这将导致后道工序的屏蔽层很难与绝缘层紧密贴合,线材的si参数极易出现重大变异,因此无法保证产品的稳定性。
技术实现思路
1、基于此,有必要提供一种多流道一体成型免调挤出模具。
2、在一个实施例中,一种多流道一体成型免调挤出模具,其包括一体设置的内模部及外模部;
3、所述多流道一体成型免调挤出模具开设有至少四个独立出胶流道,各所述独立出胶流道分为至少两个流道组,每一所述流道组包括至少两个所述独立出胶流道,且每一所述流道组中的各所述独立出胶流道的形状及大小均相同;
4、所述内模部与所述外模部共同形成出模口,各所述独立出胶流道均连通所述出模口。
5、上述多流道一体成型免调挤出模具,一方面通过内模部及外模部一体设置,克服了内模和外模相分离的传统挤出成型模具所存在的对准问题,使用时无需调整对准内模和外模,从而极大提升了生产效率及产品良率;另一方面通过至少两个流道组配合多个出胶流道的设计,结合流量控制即可使得一套模具挤出多种不同规格的胶套,或者可根据挤出规格灵活微调模具,因此适用于多种形状及规格的产品。
6、进一步地,所述多流道一体成型免调挤出模具还设有定位销及内模套,所述内模套可拆卸地套置于所述内模部邻近所述出模口的端部,所述定位销固定于所述外模部上,且所述定位销穿过所述外模部并定位固定所述内模套。
7、所述内模套至少部分包覆所述内模部的端部,且通过调整所述内模套安装于所述内模部的位置,控制所述内模套与所述出模口的相对位置,所述相对位置包括凸出于所述出模口、平齐于所述出模口及内凹于所述出模口。
8、进一步地,所述定位销将所述内模套抵接于所述内模部外。
9、进一步地,所述内模套完全包覆所述内模部的端部;及/或,所述内模套具有圆环形的截面。
10、进一步地,所述内模套设有刻度部,所述刻度部以其凸出于所述出模口的刻度标识所述多流道一体成型免调挤出模具的挤出压力。
11、进一步地,沿所述独立出胶流道的方向,所述内模部凸设有导流部以形成容纳槽,所述内模套部分嵌入所述容纳槽中,所述导流部用于引导胶料沿所述内模套远离所述内模部的一面流出;且通过调整所述内模套嵌入所述容纳槽的深度,以控制所述内模套与所述出模口的相对位置。
12、进一步地,所述定位销抵接所述内模部或其内模口。
13、进一步地,所述定位销的数量为至少二个,各所述定位销相对于所述出模口、所述内模部或所述外模部的中轴线均匀设置。
14、进一步地,所述定位销连接所述内模套于所述内模部邻近所述出模口的端部位置。
15、进一步地,所述定位销贯穿所述外模部设置。
16、进一步地,所述定位销可拆卸地固定连接所述内模套及所述外模部;或者,所述定位销一端可拆卸地连接所述内模部,另一端固定连接所述外模部。
17、在其中一个实施例中,所述内模部与所述外模部直接连接;或者,
18、所述内模部与所述外模部通过连接部相连接,且于所述连接部中开设有各所述独立出胶流道。
19、在其中一个实施例中,所述内模部与所述外模部之间形成有各所述独立出胶流道;
20、或者,各所述独立出胶流道开设于所述外模部中。
21、在其中一个实施例中,各所述独立出胶流道形状及大小均相同;或者,
22、相异所述流道组的所述独立出胶流道的形状相同且大小相异。
23、在其中一个实施例中,各所述独立出胶流道规则排列为圆环形;或者,
24、各所述独立出胶流道为中心对称图形或者中心对称图形的一部分,且各所述中心对称图形的对称中心位于一个圆上。
25、在其中一个实施例中,各所述独立出胶流道分为第一流道组及第二流道组;
26、所述第二流道组的各个第二出胶流道将所述第一流道组的各个第一出胶流道间隔分成两部分。
27、在其中一个实施例中,所述第二流道组包括两个所述第二出胶流道,两个所述第二出胶流道相对于所述出模口的中轴线对称设置;或者,
28、所述第一流道组被间隔分成的两部分对称设置。
29、在其中一个实施例中,所述独立出胶流道具有圆形截面或者椭圆形截面。
30、在其中一个实施例中,所述独立出胶流道的截面积根据流量需求设置。
31、在其中一个实施例中,所述独立出胶流道具有完整的圆形流出面或椭圆形流出面;或者,
32、所述独立出胶流道具有部分圆形流出面或部分椭圆形流出面。
技术特征:
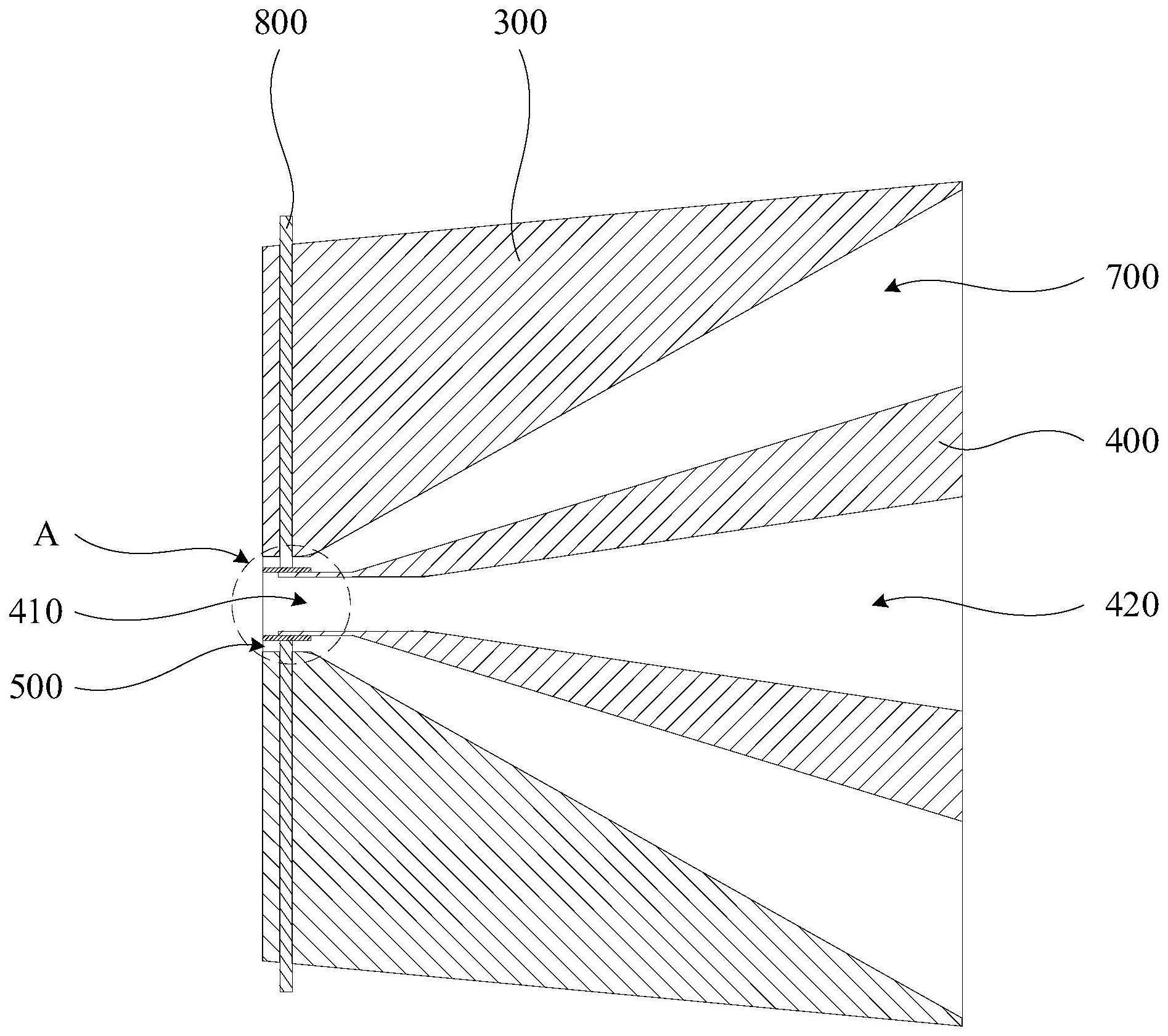
1.一种多流道一体成型免调挤出模具,其特征在于,包括一体设置的内模部(400)及外模部(300);
2.根据权利要求1所述多流道一体成型免调挤出模具,其特征在于,所述内模部(400)与所述外模部(300)直接连接;或者,
3.根据权利要求1所述多流道一体成型免调挤出模具,其特征在于,所述内模部(400)与所述外模部(300)之间形成有各所述独立出胶流道(700);
4.根据权利要求1所述多流道一体成型免调挤出模具,其特征在于,各所述独立出胶流道(700)形状及大小均相同;或者,
5.根据权利要求1所述多流道一体成型免调挤出模具,其特征在于,各所述独立出胶流道(700)规则排列为圆环形;或者,
6.根据权利要求1所述多流道一体成型免调挤出模具,其特征在于,各所述独立出胶流道(700)分为第一流道组(710)及第二流道组(720);
7.根据权利要求6所述多流道一体成型免调挤出模具,其特征在于,所述第二流道组(720)包括两个所述第二出胶流道(721),两个所述第二出胶流道(721)相对于所述出模口(500)的中轴线对称设置;或者,
8.根据权利要求1至7中任一项所述多流道一体成型免调挤出模具,其特征在于,所述独立出胶流道(700)具有圆形截面或者椭圆形截面。
9.根据权利要求8所述多流道一体成型免调挤出模具,其特征在于,所述独立出胶流道(700)的截面积根据流量需求设置。
10.根据权利要求8所述多流道一体成型免调挤出模具,其特征在于,所述独立出胶流道(700)具有完整的圆形流出面或椭圆形流出面;或者,
技术总结
本申请涉及多流道一体成型免调挤出模具,包括一体设置的内模部及外模部;开设有至少四个独立出胶流道,各独立出胶流道分为至少两个流道组,每一流道组包括至少两个独立出胶流道,且每一流道组中的各独立出胶流道的形状及大小均相同;内模部与外模部共同形成出模口,各独立出胶流道均连通出模口。一方面通过内模部及外模部一体设置,克服了内模和外模相分离的传统挤出成型模具所存在的对准问题,使用时无需调整对准内模和外模,从而极大提升了生产效率及产品良率;另一方面通过至少两个流道组配合多个出胶流道的设计,结合流量控制即可使得一套模具挤出多种不同规格的胶套,或者可根据挤出规格灵活微调模具,因此适用于多种形状及规格的产品。
技术研发人员:于国庆,李军,胡光祥,贾利宾,刘天超
受保护的技术使用者:深圳金信诺高新技术股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!