一种胶料定位追踪系统的制作方法
本发明涉及橡胶制品加工设备,特别涉及一种胶料定位追踪系统。
背景技术:
1、在橡胶制品的生产加工过程中,常在密炼工序对橡胶进行初步初次加工处理,通过密炼机将散碎的橡胶及添加剂进行粉碎揉压,以形成胶料毛坯,密炼机单次加工产出的胶料计为一车,密炼机产出的胶料会经双螺杆挤出机或开炼机处理,形成一定宽度和厚度的胶片并排出,单车胶片一般为连续排出,连续的胶片经过胶片冷却线处理,并按照需要的重量、高度或车数标准进行堆垛,再向下游工序流转。
2、对产出的胶片常需要进行质量检测,质量不合格的胶片则视为对应车次的整车胶料均不合格,但由于胶片冷却线会同时进行多车胶片的冷却,且单车连续的胶片在进行堆垛时会由于设定标准的需要而进行裁断,导致胶片进行堆垛后难以与胶片车次进行追踪定位,影响不合格胶片及胶料的筛除。
3、因此,如何定位任一车次胶料产出的胶片的堆垛位置,以对不合格胶料进行追溯,是本领域技术人员亟需解决的技术问题。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种胶料定位追踪系统,以定位任一车次胶料产出的胶片的堆垛位置,实现对不合格胶料的追溯。
2、为实现上述目的,本发明提供如下技术方案:
3、一种胶料定位追踪系统,包括:
4、压出单元,连接密炼机的胶料出口,用于将胶料挤压成为规格满足生产需要的胶片,所述压出单元单次加工一车胶料;
5、冷却单元,与所述压出单元通过传送带连接,用于冷却所述压出单元压出的胶片;
6、摆放单元,设置于所述冷却单元下游,用于将冷却完成的胶片按设定标准进行裁切输出并摆放;
7、检测单元,用于检测从所述压出单元排出的胶片的车次,及该车次胶片经所述摆放单元摆放后的位置;
8、存储单元,用于存储所述检测单元检测的胶片的车次信息及对应车次胶片的摆放位置信息。
9、优选地,在上述胶料定位追踪系统中,所述冷却单元内设置有若干个用于悬挂胶片的挂胶杆,所述挂胶杆由传动链条驱动以循环运转;
10、所述冷却单元通过所述挂胶杆同时悬挂多车次胶片进行冷却,所述挂胶杆设置编号,任一车次胶片在所述冷却单元内占用的所述挂胶杆的编号信息由所述存储单元存储。
11、优选地,在上述胶料定位追踪系统中,还包括位置传感器,所述位置传感器的检测范围至少包括冷却单元的出口位置,用于检测位于所述冷却单元出口位置的所述挂胶杆的挂胶状态。
12、优选地,在上述胶料定位追踪系统中,所述摆放单元包括:
13、摆胶器和称重托盘,所述摆胶器用于将冷却后的胶片堆垛摆放至所述称重托盘上,所述称重托盘用于称重并运输堆垛后的胶料,所述称重托盘设置多个并依次使用;
14、高度传感器,用于检测所述称重托盘上胶片的堆垛高度;
15、控制器和裁切刀,所述控制器接收所述称重托盘的称重信息和所述高度传感器检测的高度信息,并在称重信息和/或高度信息达到设计标准时控制所述裁切刀裁断胶片。
16、优选地,在上述胶料定位追踪系统中,多个所述称重托盘设置编号,所述存储单元存储的胶片摆放位置信息为胶片所在的所述称重托盘的编号信息。
17、优选地,在上述胶料定位追踪系统中,所述检测单元通过检测胶片的长度信息以确定胶片的摆放位置,所述检测单元包括:
18、设置于所述压出单元出口位置的第一计米轮和第一计米传感器,所述第一计米轮在胶片的输送过程中压紧胶片并进行转动,所述第一计米传感器通过计量所述第一计米轮的转动圈数以确定胶片的长度;
19、设置于所述摆放单元入口位置的第二计米轮和第二计米传感器,所述第二计米轮用于压紧进入所述摆放单元的胶片并进行转动,所述第二计米传感器用于计量经所述摆放单元裁切后的各段胶片的长度。
20、优选地,在上述胶料定位追踪系统中,所述存储单元包括用于显示其存储信息的显示屏。
21、优选地,在上述胶料定位追踪系统中,所述压出单元包括成对设置的第一压辊和第二压辊,所述第一压辊和所述第二压辊之间的间距为生产所需的胶片厚度。
22、优选地,在上述胶料定位追踪系统中,所述冷却单元和所述摆放单元之间设置有上行夹持皮带,以提升冷却后的胶片的高度。
23、优选地,在上述胶料定位追踪系统中,还包括设置于所述冷却单元入口处的压辊组件,所述压辊组件用于压平进入所述冷却单元的胶片。
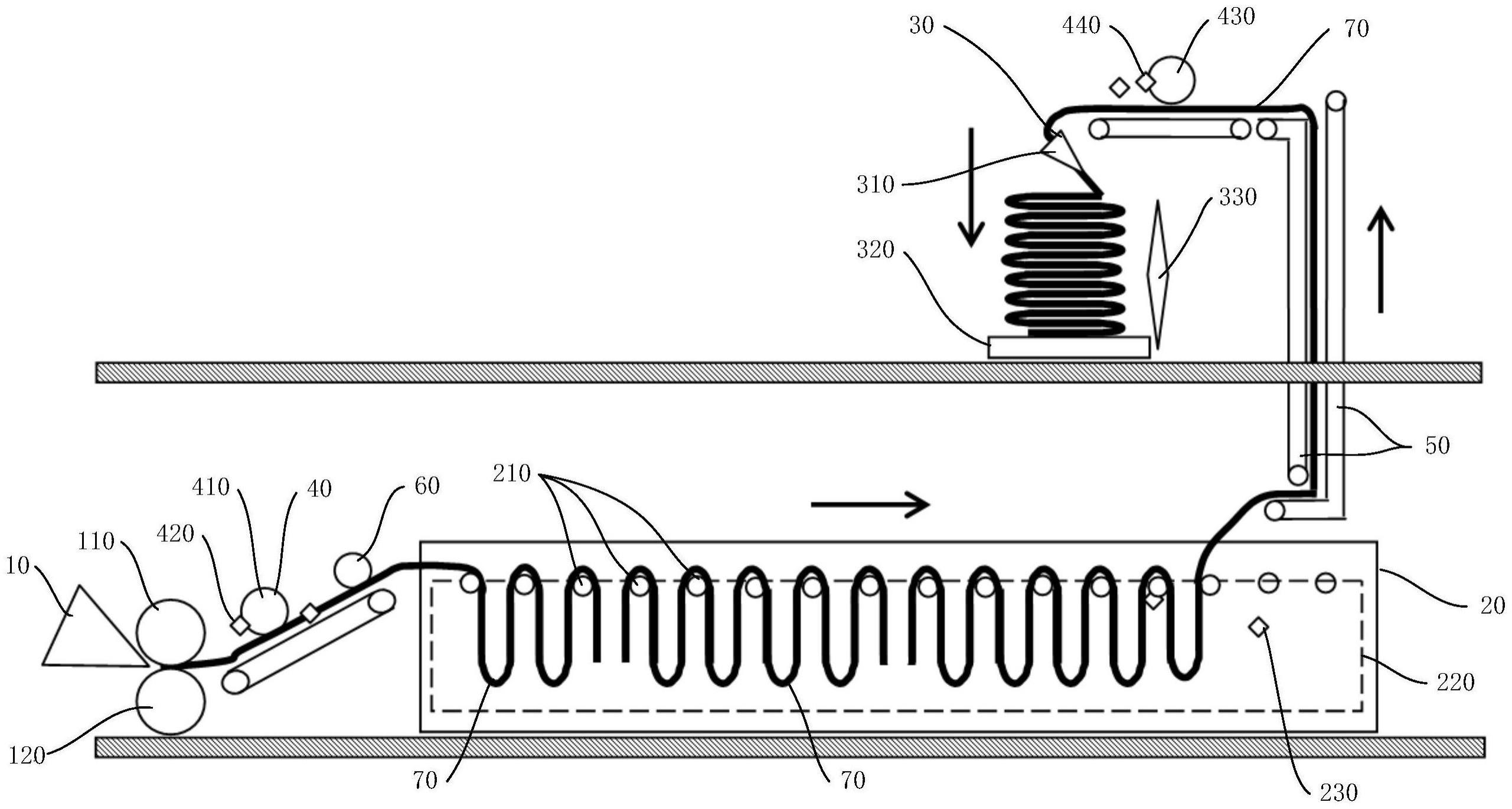
24、从上述技术方案可以看出,本发明提供的胶料定位追踪系统,至少包括压出单元、冷却单元、摆放单元、检测单元和存储单元五个功能单元,其中,压出单元的输入口连接密炼机的胶料出口,以用于将胶料挤压加工成为规格满足后续生产所需的胶片,且压出单元在胶料持续输入时持续进行胶片的压出,即密炼机加工产出一车胶料的同时,压出单元同步加工一车连续状态的胶片;冷却单元设置于压出单元下游并与压出单元通过传送带连接,其用于对压出单元产出的胶片进行冷却除湿等处理,以使得胶片的温湿度满足后续摆放需要,摆放单元设置于冷却单元下游,经冷却单元处理后的胶片由摆放单元按设定标准进行裁切输出并进行摆放,此处设定标准由设计人员根据生产情况确定,且可以为按胶片堆垛重量或堆垛长度等数据进行摆放,而由于单车次胶片为连续状态,其常存在连续胶片摆放后重量或长度超出设定标准,因此需要摆放单元对胶片进行裁切后再摆放,即单车次胶片存在两个或多个摆放位置的工况。
25、检测单元用于对压出单元排出的胶片的车次进行检测,同时检测该车次胶片经摆放单元摆放后的位置,检测单元在压出单元工作时根据连续排出的胶片顺序确定胶片的车次信息,同时在摆放单元处按顺序检测各车次胶片的裁切及摆放位置信息,胶片对应的车次信息及摆放位置信息由存储单元进行存储,以供操作人员在胶片检测不合格时进行查阅,以确定不合格胶片的车次及该车次胶片的全部摆放位置。
26、本发明提供的胶料定位追踪系统,为了在胶片检测不合格时对其对应车次的胶片及胶料进行筛除,通过检测单元以对压出单元产出的胶片进行车次信息检测定位,并在该车次胶片到达摆放单元进行裁切摆放时,检测该车次胶片的裁切状态以确定其摆放位置信息,以此定位任一车次的胶料产出的胶的堆垛摆放位置,在对胶片进行取样检测时,如发现胶片质量不合格,能够通过存储单元存储的信息对该胶片的车次及其全部摆放位置进行定位追踪,以及时筛除该车次产出的全部胶片,避免不合格胶片影响后续生产工作。
技术特征:
1.一种胶料定位追踪系统,其特征在于,包括:
2.如权利要求1所述的胶料定位追踪系统,其特征在于,所述冷却单元(20)内设置有若干个用于悬挂胶片的挂胶杆(210),所述挂胶杆(210)由传动链条(220)驱动以循环运转;
3.如权利要求2所述的胶料定位追踪系统,其特征在于,还包括位置传感器(230),所述位置传感器(230)的检测范围至少包括冷却单元(20)的出口位置,用于检测位于所述冷却单元(20)出口位置的所述挂胶杆(210)的挂胶状态。
4.如权利要求1所述的胶料定位追踪系统,其特征在于,所述摆放单元(30)包括:
5.如权利要求4所述的胶料定位追踪系统,其特征在于,多个所述称重托盘(320)设置编号,所述存储单元存储的胶片摆放位置信息为胶片所在的所述称重托盘(320)的编号信息。
6.如权利要求1所述的胶料定位追踪系统,其特征在于,所述检测单元(40)通过检测胶片的长度信息以确定胶片的摆放位置,所述检测单元(40)包括:
7.如权利要求1所述的胶料定位追踪系统,其特征在于,所述存储单元包括用于显示其存储信息的显示屏。
8.如权利要求1所述的胶料定位追踪系统,其特征在于,所述压出单元(10)包括成对设置的第一压辊(110)和第二压辊(120),所述第一压辊(110)和所述第二压辊(120)之间的间距为生产所需的胶片厚度。
9.如权利要求1所述的胶料定位追踪系统,其特征在于,所述冷却单元(20)和所述摆放单元(30)之间设置有上行夹持皮带(50),以提升冷却后的胶片的高度。
10.如权利要求1-9任一项所述的胶料定位追踪系统,其特征在于,还包括设置于所述冷却单元(20)入口处的压辊组件(60),所述压辊组件(60)用于压平进入所述冷却单元(20)的胶片。
技术总结
本发明公开了一种胶料定位追踪系统,包括:压出单元,连接密炼机的胶料出口,用于将胶料挤压成为规格满足生产需要的胶片,压出单元单次加工一车胶料;冷却单元,与压出单元通过传送带连接,用于冷却压出单元压出的胶片;摆放单元,设置于冷却单元下游,用于将冷却完成的胶片按设定标准进行裁切输出并摆放;检测单元,用于检测从压出单元排出的胶片的车次,及该车次胶片经摆放单元摆放后的位置;存储单元,用于存储检测单元检测的胶片的车次信息及对应车次胶片的摆放位置信息。本发明通过检测单元检测胶片的车次及摆放位置信息,并由存储单元进行存储,以在胶片检测不合格时准确追踪定位同车次胶片的生产及摆放位置。
技术研发人员:王建军,杨建军,赵淑红,莫金冲,郭超,管仁连
受保护的技术使用者:软控股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!